
一种激光深熔焊缺陷的在线检测方法及检测装置.pdf

一吃****海逸


1/10
2/10

3/10
4/10
5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种激光深熔焊缺陷的在线检测方法及检测装置.pdf
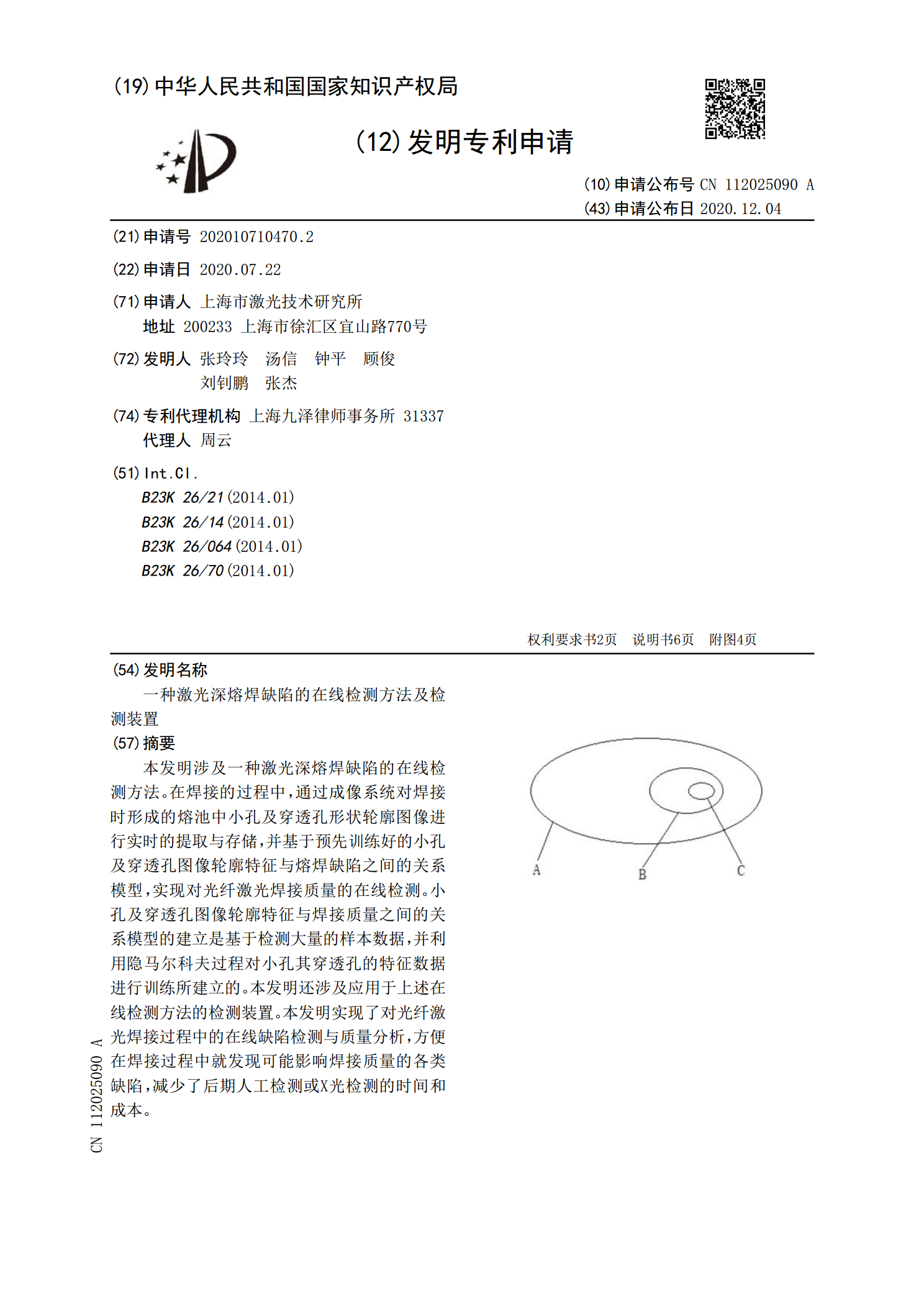
本发明涉及一种激光深熔焊缺陷的在线检测方法。在焊接的过程中,通过成像系统对焊接时形成的熔池中小孔及穿透孔形状轮廓图像进行实时的提取与存储,并基于预先训练好的小孔及穿透孔图像轮廓特征与熔焊缺陷之间的关系模型,实现对光纤激光焊接质量的在线检测。小孔及穿透孔图像轮廓特征与焊接质量之间的关系模型的建立是基于检测大量的样本数据,并利用隐马尔科夫过程对小孔其穿透孔的特征数据进行训练所建立的。本发明还涉及应用于上述在线检测方法的检测装置。本发明实现了对光纤激光焊接过程中的在线缺陷检测与质量分析,方便在焊接过程中就发现可

激光深熔焊接的熔池行为与焊接缺陷的研究.docx
激光深熔焊接的熔池行为与焊接缺陷的研究郑启光辜建辉王涛王忠柯陶星之段爱琴摘要:分析了激光深熔焊接的小孔机制的数学模型。研究了焊接熔池的稳定性与金属蒸气压的关系及金属蒸气压与等离子体的关系。着重研究了激光焊接工艺参数(包括激光模式、功率、聚焦条件、焊接速度和辅助吹气)对焊接熔池行为的影响,最后,还研究了熔池行为与焊缝组织结构和缺陷(如气孔、裂纹等)的关系。关键词:激光深熔焊接熔池稳定性金属蒸气反冲压气孔Investigationonmeltingpoolbehavioranddefectsoflaserwe

基于视觉的激光深熔焊匙孔检测及图像处理.docx
基于视觉的激光深熔焊匙孔检测及图像处理摘要在激光深熔焊加工过程中,关键工艺参数的稳定性和焊接质量的可靠性对焊接质量有着决定性的影响。然而,由于复杂的加工环境和受到氧化皮、异物等干扰,使得焊孔缺陷频发,严重影响了产品的质量和性能。针对这一问题,本文设计了基于视觉的激光深熔焊匙孔检测及图像处理方法,利用高速相机进行图像采集和预处理,并结合机器视觉算法进行焊孔缺陷的检测和分析。实验结果表明,该方法能够准确、快速地检测出焊孔缺陷,为焊接质量的提升提供了有力的支持和保证。关键词:激光深熔焊;焊孔缺陷检测;图像处理;

激光深熔焊熔池边缘实时检测及图像处理的开题报告.docx
激光深熔焊熔池边缘实时检测及图像处理的开题报告一、研究背景激光深熔焊是一种高效、高质、无污染的焊接工艺,应用于航空航天、能源、机械制造等领域。精确控制熔池形状和尺寸对焊接质量至关重要。为此,熔池边缘实时检测和图像处理成为提高焊接质量和效率的关键技术。二、研究内容本研究旨在设计实现一种针对激光深熔焊熔池边缘实时检测及图像处理的系统。具体内容包括以下三个部分:1.采集熔池边缘图像数据。利用高速相机将激光深熔焊过程中的熔池边缘图像数据采集下来,为后续图像处理提供数据支撑。2.实时熔池边缘检测。将采集的图像数据经
一种超声辅助激光深熔焊接板材的方法.pdf
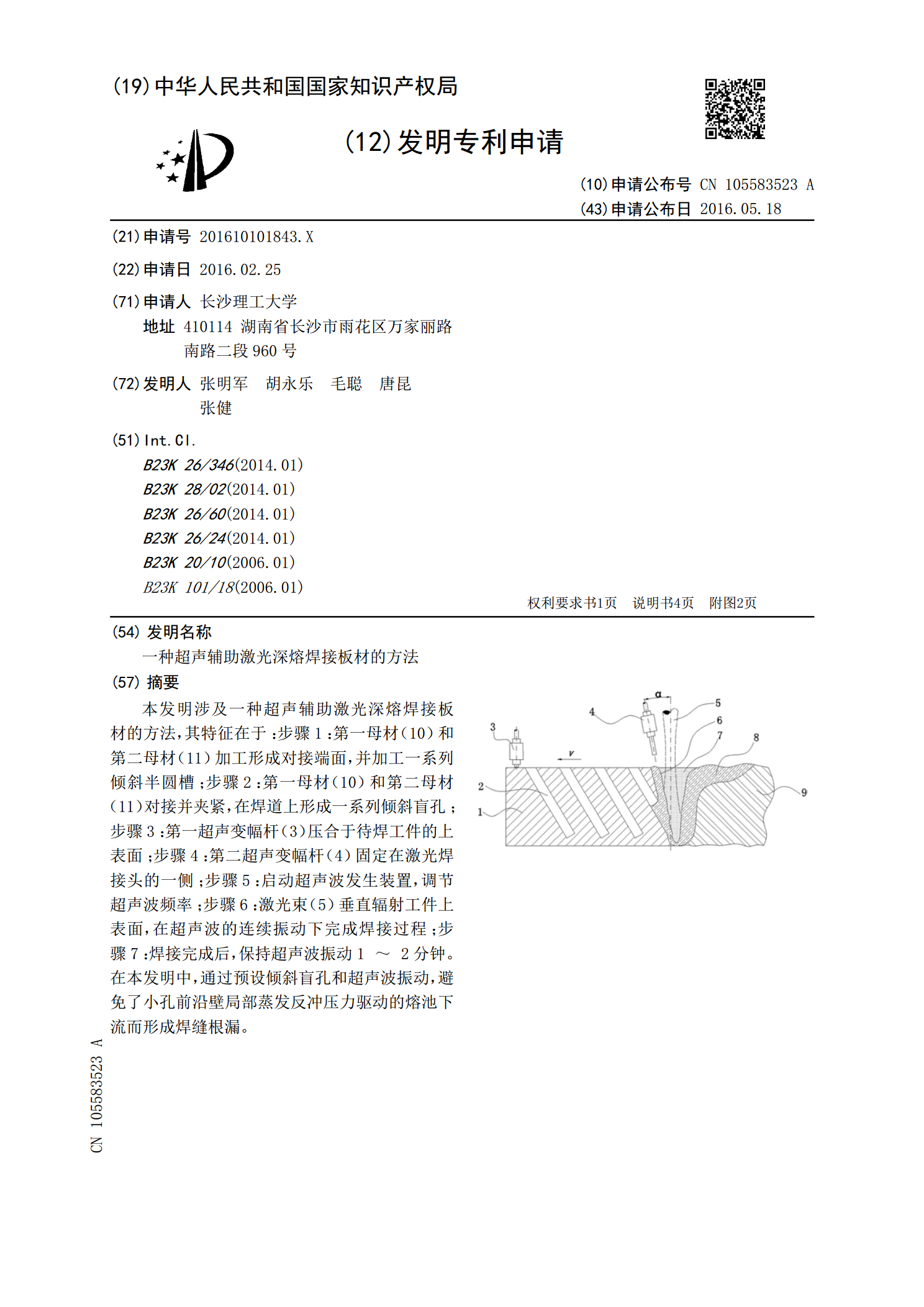
本发明涉及一种超声辅助激光深熔焊接板材的方法,其特征在于:步骤1:第一母材(10)和第二母材(11)加工形成对接端面,并加工一系列倾斜半圆槽;步骤2:第一母材(10)和第二母材(11)对接并夹紧,在焊道上形成一系列倾斜盲孔;步骤3:第一超声变幅杆(3)压合于待焊工件的上表面;步骤4:第二超声变幅杆(4)固定在激光焊接头的一侧;步骤5:启动超声波发生装置,调节超声波频率;步骤6:激光束(5)垂直辐射工件上表面,在超声波的连续振动下完成焊接过程;步骤7:焊接完成后,保持超声波振动1?~?2分钟。在本发明中,通