
一种超声辅助激光深熔焊接板材的方法.pdf

安双****文章

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超声辅助激光深熔焊接板材的方法.pdf
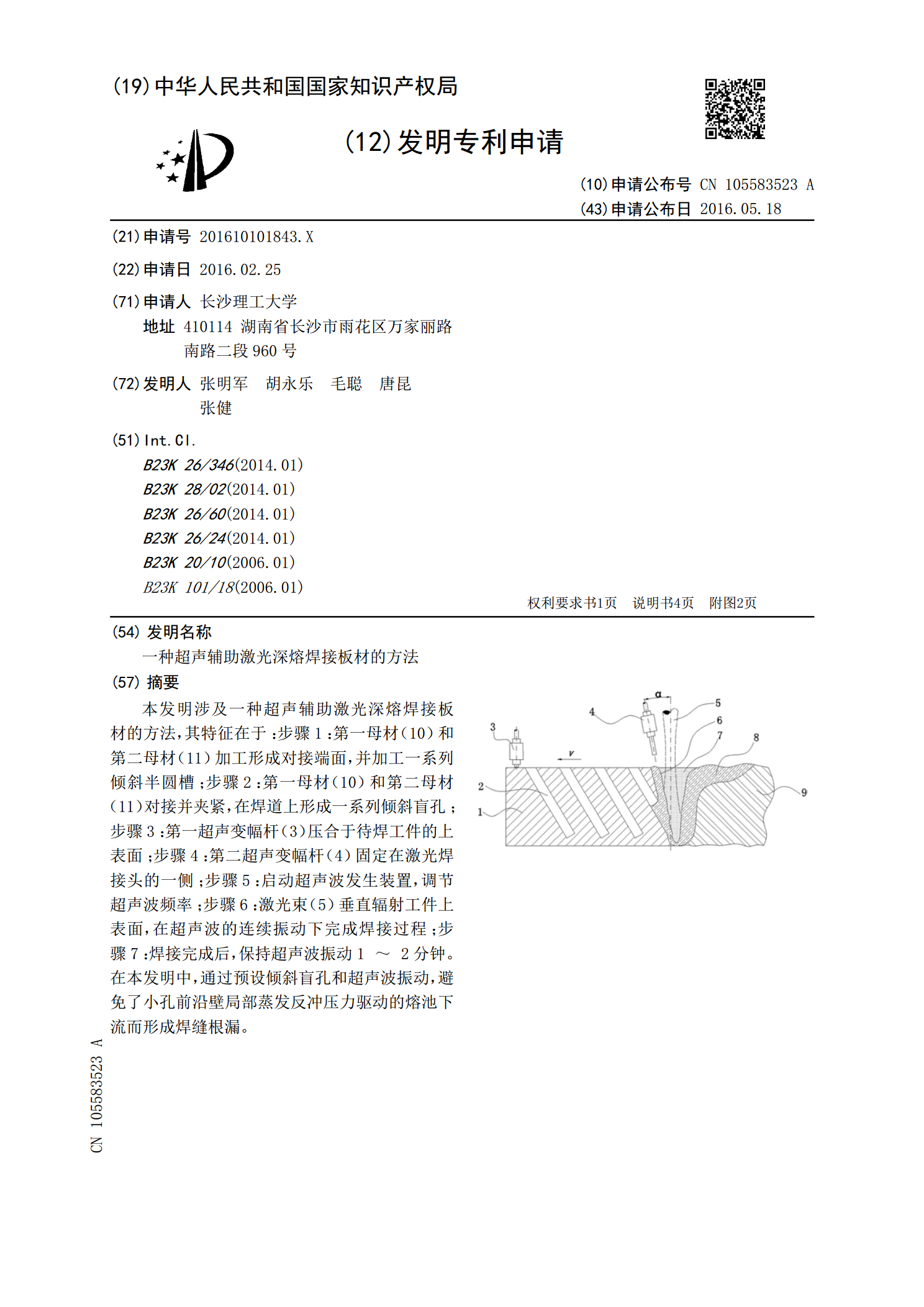
本发明涉及一种超声辅助激光深熔焊接板材的方法,其特征在于:步骤1:第一母材(10)和第二母材(11)加工形成对接端面,并加工一系列倾斜半圆槽;步骤2:第一母材(10)和第二母材(11)对接并夹紧,在焊道上形成一系列倾斜盲孔;步骤3:第一超声变幅杆(3)压合于待焊工件的上表面;步骤4:第二超声变幅杆(4)固定在激光焊接头的一侧;步骤5:启动超声波发生装置,调节超声波频率;步骤6:激光束(5)垂直辐射工件上表面,在超声波的连续振动下完成焊接过程;步骤7:焊接完成后,保持超声波振动1?~?2分钟。在本发明中,通
一种厚板超高功率激光-深熔TIG复合焊接方法.pdf
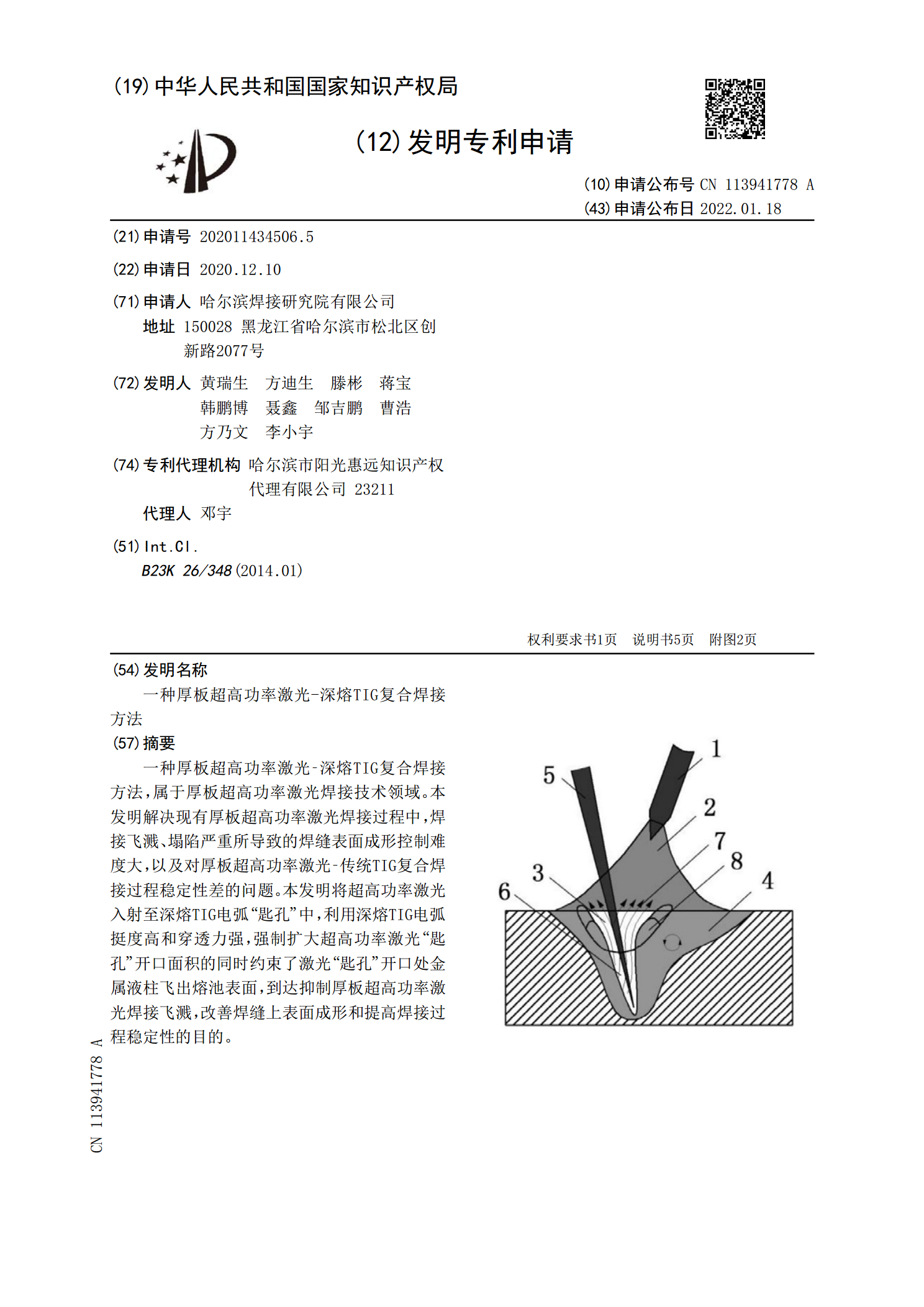
一种厚板超高功率激光‑深熔TIG复合焊接方法,属于厚板超高功率激光焊接技术领域。本发明解决现有厚板超高功率激光焊接过程中,焊接飞溅、塌陷严重所导致的焊缝表面成形控制难度大,以及对厚板超高功率激光‑传统TIG复合焊接过程稳定性差的问题。本发明将超高功率激光入射至深熔TIG电弧“匙孔”中,利用深熔TIG电弧挺度高和穿透力强,强制扩大超高功率激光“匙孔”开口面积的同时约束了激光“匙孔”开口处金属液柱飞出熔池表面,到达抑制厚板超高功率激光焊接飞溅,改善焊缝上表面成形和提高焊接过程稳定性的目的。
随焊摆动超声辅助激光焊接装置及方法.pdf
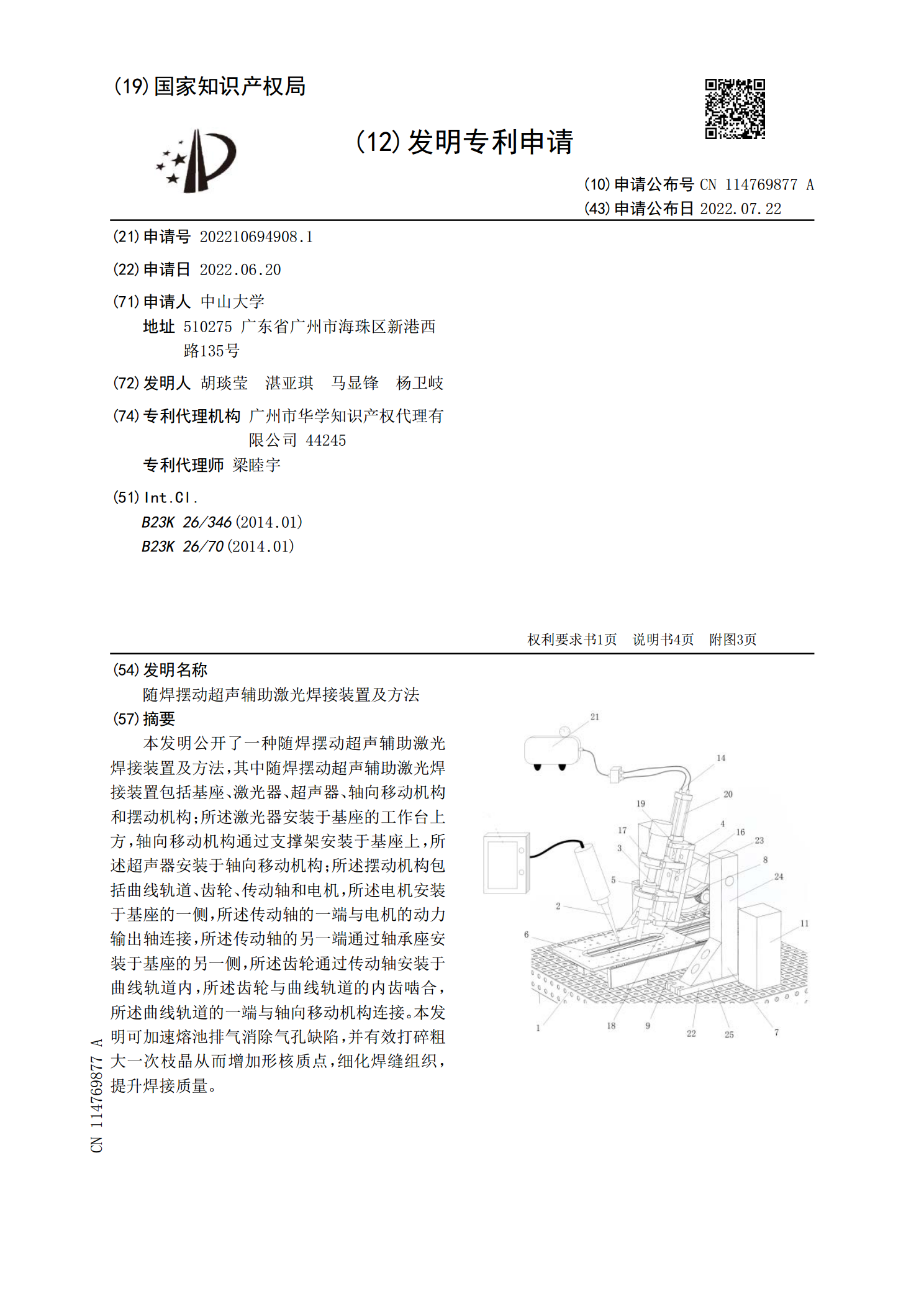
本发明公开了一种随焊摆动超声辅助激光焊接装置及方法,其中随焊摆动超声辅助激光焊接装置包括基座、激光器、超声器、轴向移动机构和摆动机构;所述激光器安装于基座的工作台上方,轴向移动机构通过支撑架安装于基座上,所述超声器安装于轴向移动机构;所述摆动机构包括曲线轨道、齿轮、传动轴和电机,所述电机安装于基座的一侧,所述传动轴的一端与电机的动力输出轴连接,所述传动轴的另一端通过轴承座安装于基座的另一侧,所述齿轮通过传动轴安装于曲线轨道内,所述齿轮与曲线轨道的内齿啮合,所述曲线轨道的一端与轴向移动机构连接。本发明可加速

焊接熔深检测方法.docx
焊接熔深检测方法焊接熔深检测方法近几年来,随着冶金、机械、石化、电力以及原子能、航天等现代化技术的高速发展,对产品焊接的稳定性性能的要求也越来越高,而焊接的熔深是焊接机械性能的重要标志与外在表现,所以,对焊接熔深的有效检测成为检验焊接效果的重要手段。以下是小编整理的焊接熔深检测方法,欢迎阅读。粗切割1、切割前需按照《熔深试验报告》要求在产品上标出需做熔深的焊缝序号(标注时注意避开刀口位置)。2、切割时尽量少切,提高效率,并考虑下一步精切割的方便性。切割完后大的毛刺需要打磨一下。3、焊缝区域切下,体积不宜太

激光焊接体能量及其对焊缝熔深的影响.doc
激光焊接体能量及其对焊缝熔深的影响秦国梁林尚扬(机械科学研究院哈尔滨焊接研究所,哈尔滨150080)摘要:定义焊接体能量用来综合评价激光焊接过程中激光功率、焊接速度、离焦量及焦点尺寸等焊接规范参数对激光焊接过程的影响,焊接体能量与激光功率呈正比、焊接速度呈反比、与离焦量呈指数关系。研究结果表明,随着焊接体能量的增大,焊缝熔深近似呈线性增大。关键词:激光焊接焊接体能量焊缝熔深0前言激光焊接,特别是激光深熔焊接是一个非常复杂的物理化学过程,涉及到激光—材料—等离子体之间的相互作用。但是在激光焊接过程中影响并决