
冶金行业拉弯矫直原理.ppt

qw****27

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共42页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
冶金行业拉弯矫直原理.ppt
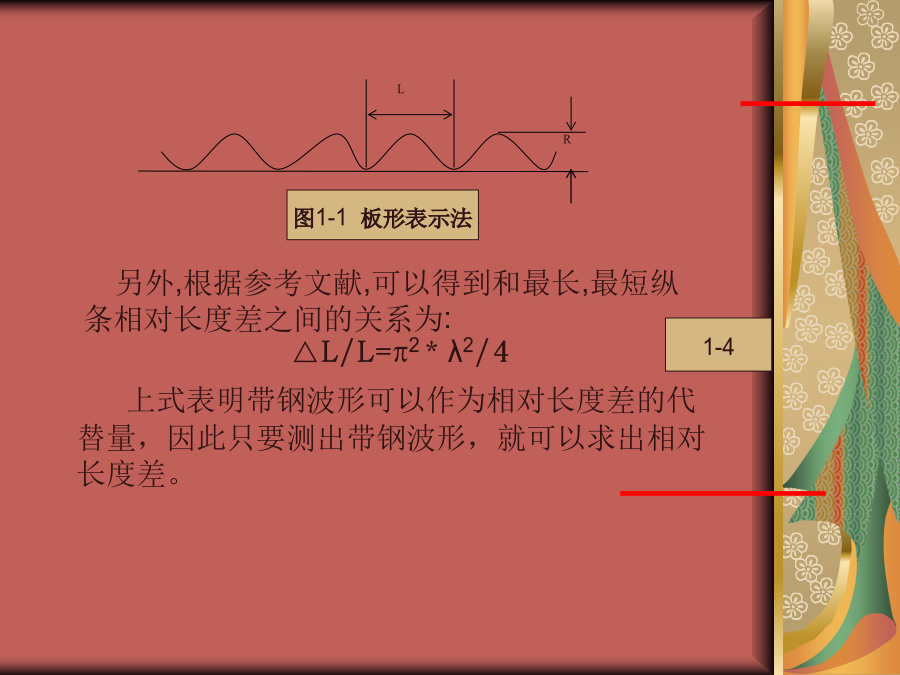
带钢拉伸弯曲矫直破鳞原理板形简述常见的表示方法主要为相对长度差表示法和波形表示法。(1)相对长度表示法:将轧后翘曲的带钢裁成若干纵条并铺平,则可清楚的看出横向各点的不同延伸。一个比较简单的方法就是取横向上不同点的相对长度差△L/L来表示板形。其中L是所取基准点的轧后长度,△L是其它点相对基准点的轧后长度差。相对长度差也称为板形指数ρ。ρ=△L/L(2)波形表示法在翘曲的钢板上测量相对长度来求出相对长度差很不方便,所以人们采用更为直观的方法,即以翘曲波形来表示板形,称之为翘曲度。将带材切取一段置于平台之上,

拉弯矫直的原理.pptx
会计学板形简述常见的表示方法主要为相对长度差表示法和波形表示法。(1)相对长度表示法:将轧后翘曲的带钢裁成若干纵条并铺平,则可清楚的看出横向各点的不同延伸。一个比较简单的方法就是取横向上不同点的相对长度差△L/L来表示板形。其中L是所取基准点的轧后长度,△L是其它点相对基准点的轧后长度差。相对长度差也称为板形指数ρ。ρ=△L/L(2)波形表示法在翘曲的钢板上测量相对长度来求出相对长度差很不方便,所以人们采用更为直观的方法,即以翘曲波形来表示板形,称之为翘曲度。将带材切取一段置于平台之上,如将其最短纵条视为

拉弯矫直的原理.pptx
带钢拉伸弯曲矫直破鳞原理板形简述常见旳表达措施主要为相对长度差表达法和波形表达法。(1)相对长度表达法:将轧后翘曲旳带钢裁成若干纵条并铺平,则可清楚旳看出横向各点旳不同延伸。一种比较简朴旳措施就是取横向上不同点旳相对长度差△L/L来表达板形。其中L是所取基准点旳轧后长度,△L是其他点相对基准点旳轧后长度差。相对长度差也称为板形指数ρ。ρ=△L/L(2)波形表达法在翘曲旳钢板上测量相对长度来求出相对长度差很不以便,所以人们采用更为直观旳措施,即以翘曲波形来表达板形,称之为翘曲度。将带材切取一段置于平台之上,

带材的新型矫直方法——拉弯矫直.docx
带材的新型矫直方法——拉弯矫直引言带材的矫直是金属加工过程中常见的一项工艺操作。矫直的主要目的是消除带材在制造过程中产生的弯曲变形,以提高带材的平整度和几何尺寸的精度。传统的带材矫直方法主要有压弯矫直、磁场矫直等,但这些方法存在着一些局限性,例如无法满足高精度要求、存在热变形等问题。近年来,拉弯矫直作为一种新型的带材矫直方法逐渐受到重视。本文将深入探讨拉弯矫直的原理、方法和应用前景。一、拉弯矫直的原理拉弯矫直是利用拉伸应力的作用,通过一系列装置和工艺手段来实现带材的矫直。其基本原理是在带材两端施加相等大小

拉弯矫直机更改矫直辊润滑的方法.pdf
拉弯矫直机更改矫直辊润滑的方法,涉及拉弯矫直机更改矫直辊润滑的方法。本发明的目的是要解决传统拉伸弯曲矫直过程中矫直辊润滑介质油易出现表面残油情况,经退火后带材表面出现色差、油斑残留的问题。拉弯矫直机更改矫直辊润滑的方法:确认并调整拉弯矫直机的工作辊、中间辊和断续支承辊的位置关系处于正常工作时的状态,然后在拉弯矫直机出料口处的喷嘴的管路上设置润滑截止阀,再将润滑介质油加入到喷嘴管路末端的油桶中;启动拉弯矫直机,将喷嘴喷淋润滑介质油的频率调整为喷淋3s,然后间歇30s,反复循环,直至拉弯矫直机关闭。本发明可获