
一种铝合金件机加工变形控制方法.pdf

淑然****by


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金件机加工变形控制方法.pdf
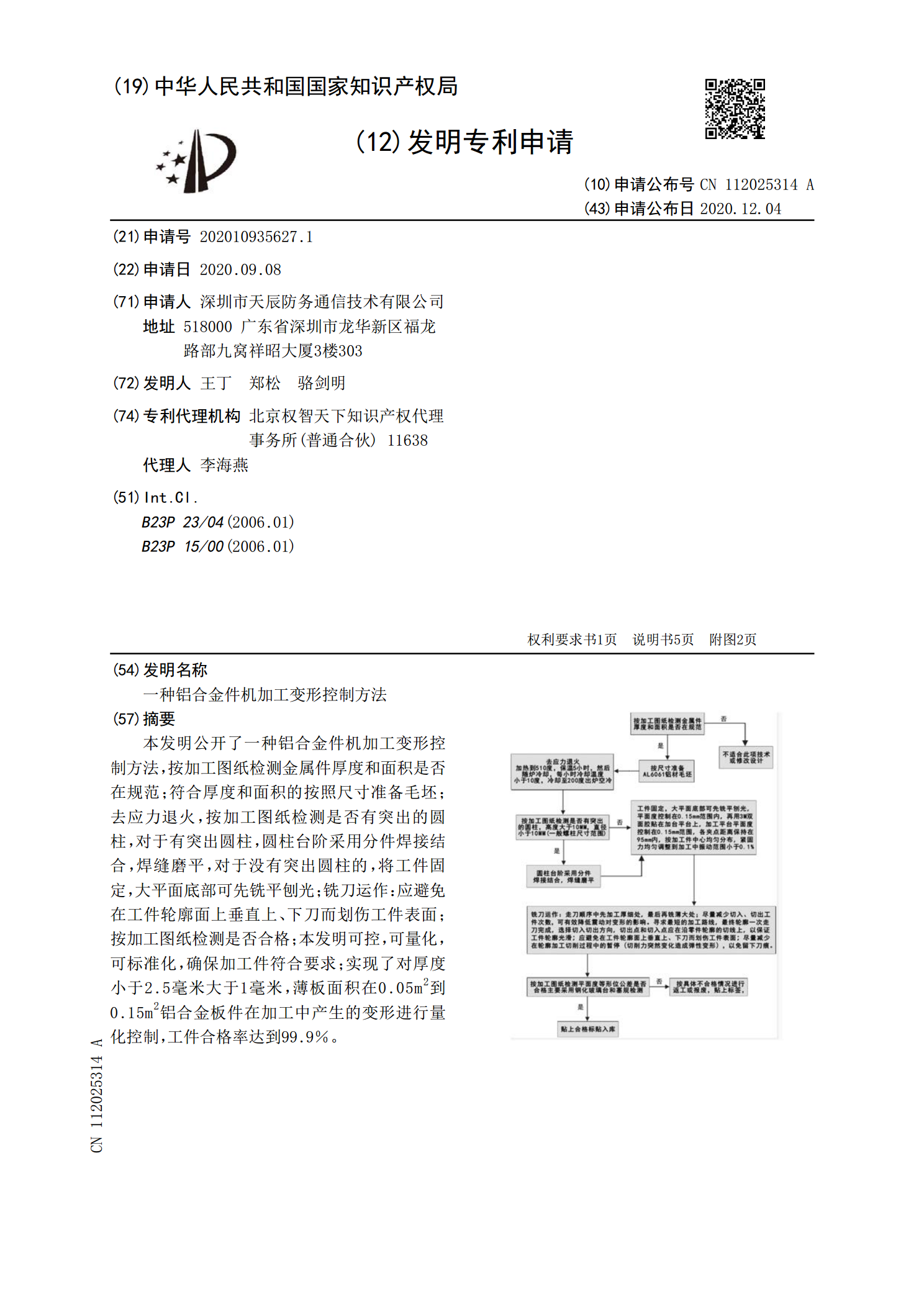
本发明公开了一种铝合金件机加工变形控制方法,按加工图纸检测金属件厚度和面积是否在规范;符合厚度和面积的按照尺寸准备毛坯;去应力退火,按加工图纸检测是否有突出的圆柱,对于有突出圆柱,圆柱台阶采用分件焊接结合,焊缝磨平,对于没有突出圆柱的,将工件固定,大平面底部可先铣平刨光;铣刀运作:应避免在工件轮廓面上垂直上、下刀而划伤工件表面;按加工图纸检测是否合格;本发明可控,可量化,可标准化,确保加工件符合要求;实现了对厚度小于2.5毫米大于1毫米,薄板面积在0.05m

减少高强度铝合金锻件机加工变形的方法.docx
减少高强度铝合金锻件机加工变形的方法一、引言高强度铝合金锻件是航空、汽车、船舶等领域中常用的材料,具有优异的力学性能、耐热性和抗腐蚀性。但是,高强度铝合金锻件机加工过程中易发生变形,从而降低锻件的精度和耐久性。因此,减少高强度铝合金锻件机加工变形的方法是一个值得研究的重要问题。二、高强度铝合金锻件机加工变形的机制高强度铝合金锻件是由薄板、板材、型材等各种形状的铝合金件经过锻造而成。在机加工加工过程中,由于锻造工艺、组织结构等因素的影响,高强度铝合金锻件容易发生变形。变形机制一般可分为四类:1.切削力引起的
一种降低铝合金钣金件淬火变形的方法.pdf
本发明提供了一种降低铝合金钣金件淬火变形的方法,包括:采用辊底式喷淋淬火的方式进行淬火。本发明提供的方法能够使铝合金钣金件产品在淬火过程中快速、稳定的进行淬火,减少淬火转移时间,降低淬火变形量。本发明将铝合金钣金件产品横向固定在固溶随炉框中,随炉框在辊底式喷淋淬火炉的加热区循环往复滚动,促进产品在固溶过程中受热均匀,固溶结束后产品进入淬火区,通过调节输送辊运输速度及喷淋嘴流速,使铝合金钣金件产品在上下喷淋介质的作用下能够快速、均匀的完成淬火冷却。本发明通过减少淬火转移时间、增加产品不同部位淬火冷却均匀性的

一种铝合金薄板淬火变形控制方法.pdf
一种铝合金薄板淬火变形控制方法,有一个变形控制棒,在变形控制棒的表面设有多个导流槽,导流槽的方向与变形控制棒的中心轴线平行,在变形控制棒与板料之间置放有多根平行的铝丝,将板料、铝丝围绕变形控制棒一起卷曲为螺旋形圆筒状的组合体,将上述的组合体放置到高温炉内加热保温,使加热介质的流动方向与变形控制棒中心轴线平行,再将组合体沿变形控制棒中心轴线方向迅速转移到冷水槽中,并上下移动确保快速充分冷却即可。

一种减少镂空铝合金零件变形的加工方法.pdf
本发明公开了一种减少镂空铝合金零件变形的加工方法,该方法包括步骤:将镂空铝合金零件进行粗加工;粗加工后进行线切割加工;然后进行低温时效热处理,加热温度100‑150℃,保温时间6‑10h,随炉冷却至室温;时效热处理后进行数控机床加工;然后再进行低温时效热处理,高温炉内加热温度100‑150℃,保温时间6‑10h,随炉冷却至室温;之后再进行线切割加工;然后在数控机床上进行钻孔、镗孔加工;最后再进行线切割加工。本发明加工方法充分释放加工和材料自身的应力,并通过电加工、镗孔等方法,减少加工应力,减少镂空零件在加