
钢板中厚板轧后冷却纵向温度均匀性控制策略分析_TR.pdf

sy****28

1/3
2/3
3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钢板中厚板轧后冷却纵向温度均匀性控制策略分析_TR.pdf
设备与自动化}钢板中厚板轧后冷却纵向温度均匀性控制策略分析周月杰(北京首钢自动化信息技术有限公司自动化研究所100041)摘要.车L后钢板在纵向上存在温度分布不均匀,如果不采取一定的措施,冷却会加剧钢板沿纵向的温度不均匀。本文以首秦4300加速冷却系统在线计算模块为研究对象,对控制冷却模型在实现沿钢板纵向上温度均匀性进行了分析。根据对大量数据的统计,该模型对提高钢板沿钢板纵向上的温度均匀性起到了,很大的作用。关键字:控制冷却;温度均匀;分段控制1前言越精确,但是分层过多也会涉及到矩阵的存储多大的问题,控制

中厚板轧后层流冷却温度场模拟.docx
中厚板轧后层流冷却温度场模拟中厚板轧后层流冷却温度场模拟摘要本论文在讨论中厚板轧后层流冷却温度场模拟的基础上,通过文献的调查和研究,给出了数值模拟的方案以及模拟结果。首先介绍了中厚板轧制过程中存在的问题和轧后层流冷却的作用机理,在此基础上,本文提出了基于ANSYSFluent的数值模拟方法,并且详细介绍了模拟方法和边界条件的设置。最后,通过对模拟结果的分析,得出了温度场分布的规律以及影响温度分布的因素,为轧制工艺的优化提供了有力的支持。关键词:中厚板;轧后层流冷却;数值模拟;温度分布1.介绍中厚板是一种非
轧机后冷却钢板速度控制方法及轧线.pdf
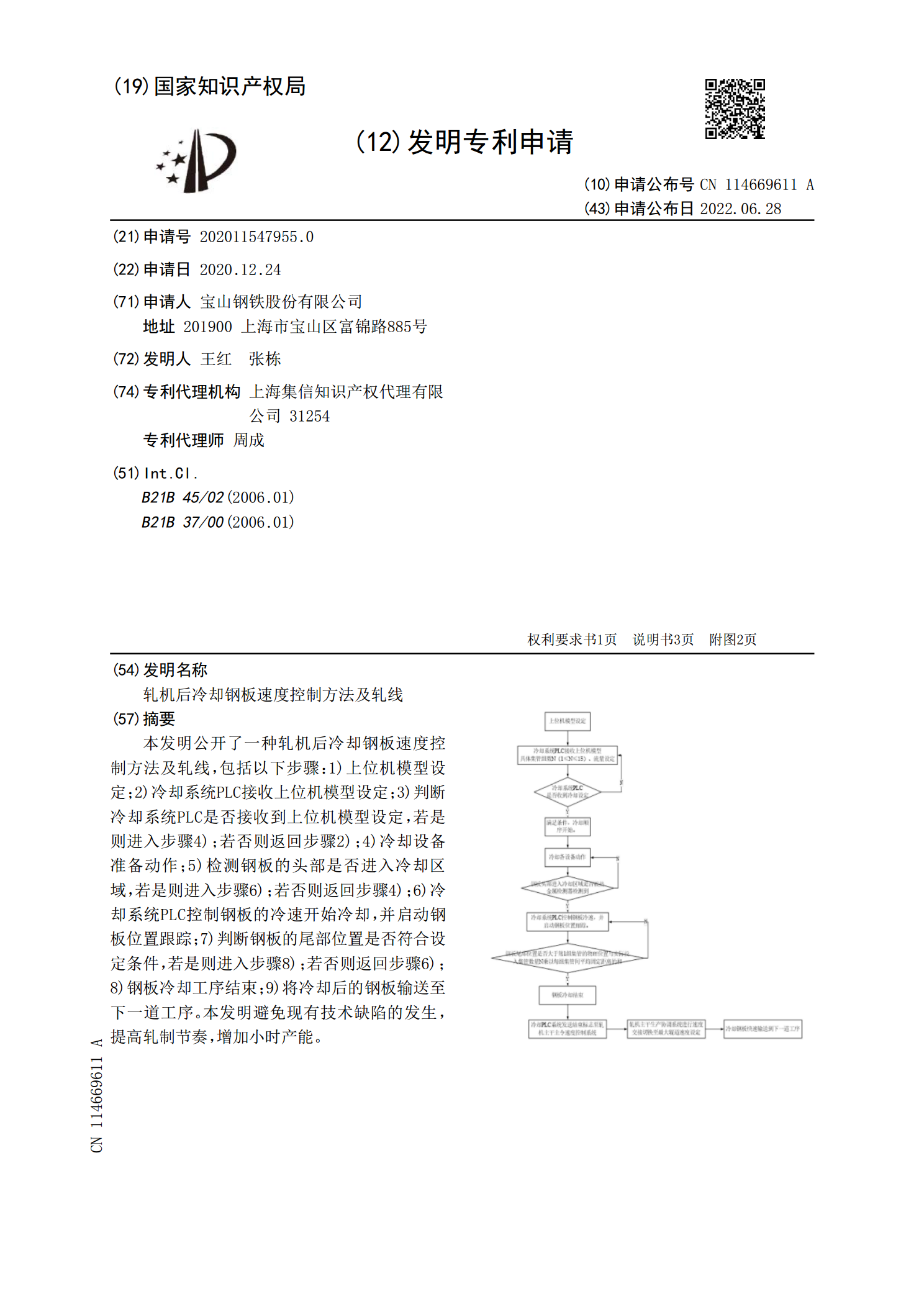
本发明公开了一种轧机后冷却钢板速度控制方法及轧线,包括以下步骤:1)上位机模型设定;2)冷却系统PLC接收上位机模型设定;3)判断冷却系统PLC是否接收到上位机模型设定,若是则进入步骤4);若否则返回步骤2);4)冷却设备准备动作;5)检测钢板的头部是否进入冷却区域,若是则进入步骤6);若否则返回步骤4);6)冷却系统PLC控制钢板的冷速开始冷却,并启动钢板位置跟踪;7)判断钢板的尾部位置是否符合设定条件,若是则进入步骤8);若否则返回步骤6);8)钢板冷却工序结束;9)将冷却后的钢板输送至下一道工序。本

中厚板轧后控制冷却控制系统研究.docx
中厚板轧后控制冷却控制系统研究标题:中厚板轧后控制冷却控制系统研究摘要:本论文旨在研究中厚板轧后控制冷却控制系统,该系统用于控制轧后中厚板的冷却过程,以达到满足产品性能要求的目标。本文首先介绍了中厚板冷却的重要性和存在的问题,然后详细阐述了中厚板轧后控制冷却控制系统的组成和工作原理,并分析了该系统在中厚板冷却过程中的优势和应用前景。关键词:中厚板、轧后控制、冷却控制、系统研究第一章:绪论1.1研究背景1.2研究目的和意义1.3国内外研究现状1.4论文结构第二章:中厚板冷却的重要性和问题2.1中厚板冷却的重

中厚板轧后冷却圆形喷嘴射流冲击行为分析.docx
中厚板轧后冷却圆形喷嘴射流冲击行为分析标题:中厚板轧后冷却圆形喷嘴射流冲击行为分析摘要:中厚板轧后冷却是钢铁生产过程中至关重要的一环,喷嘴射流冲击行为是冷却过程中的关键因素之一。本文通过对中厚板轧后冷却圆形喷嘴射流冲击行为的分析,探讨了喷嘴射流冲击对冷却效果的影响,并提出了相关的优化措施,旨在提高中厚板冷却的效率和质量。1.引言中厚板轧后冷却是钢铁工业生产中必不可少的工序之一,其目的是降低板材温度,调整材料的组织结构,提高产品的性能。喷嘴射流冲击作为一种常用的冷却方式,可以实现快速而均匀的冷却效果。本文基