
发电机转子的组合检查.ppt

sy****28


1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
发电机转子的组合检查.ppt
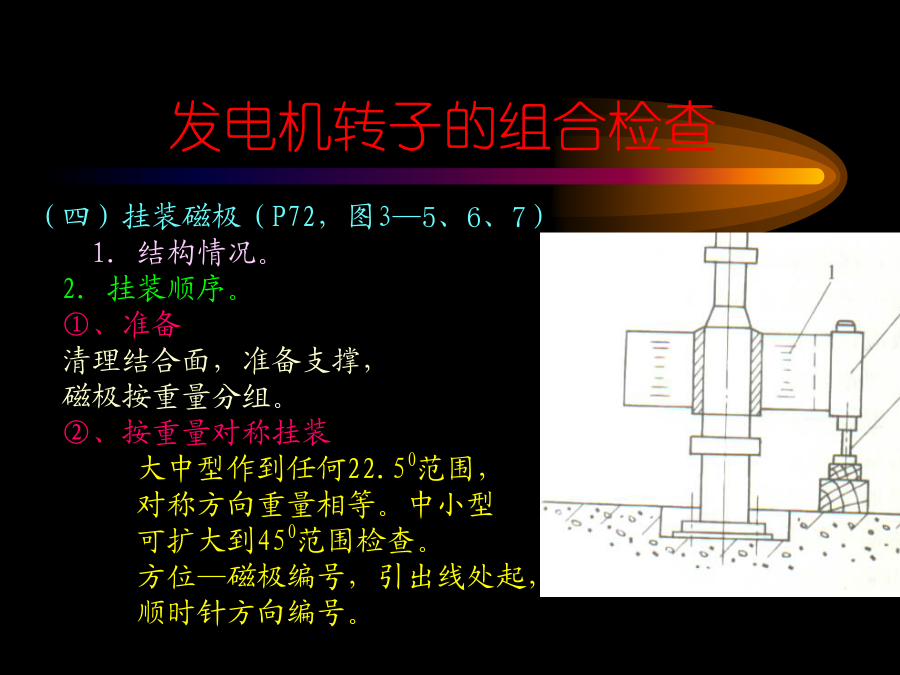
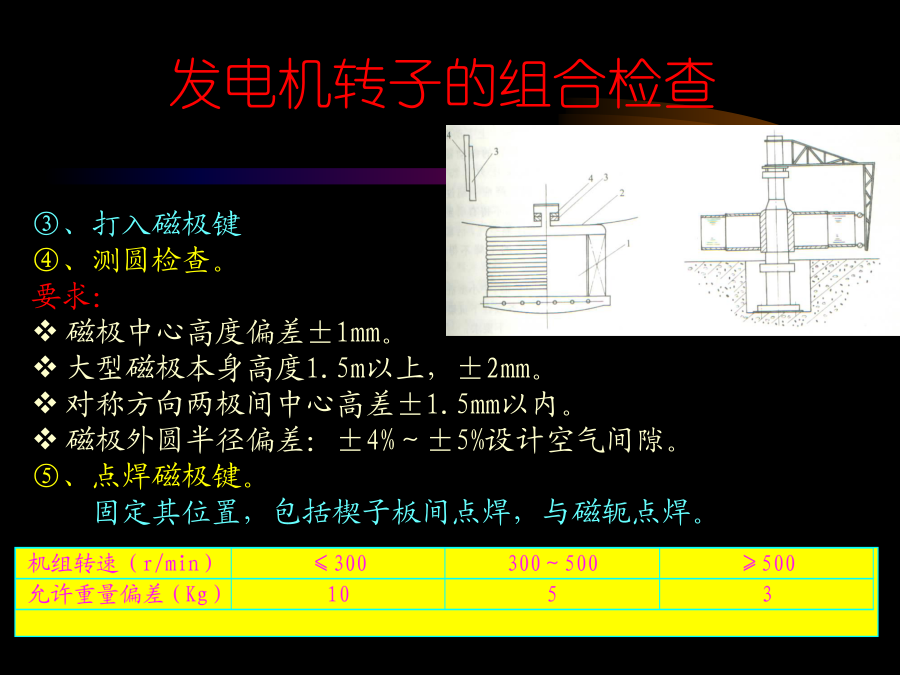
发电机转子的组合检查①、按叠压高度计算K——叠压系数,K≥99%H1——各硅钢片的厚度H——叠压后实际高度②、按重量计算4、打紧磁轭键连紧。5、测圆检查。(四)挂装磁极(P72,图3—5、6、7)1.结构情况。2.挂装顺序。①、准备清理结合面,准备支撑,磁极按重量分组。②、按重量对称挂装大中型作到任何22.50范围,对称方向重量相等。中小型可扩大到450范围检查。方位—磁极编号,引出线处起,顺时针方向编号。③、打入磁极键④、测圆检查。要求:磁极中心高度偏差±1mm。大型磁极本身高度1.5m以上,±2mm。

发电机定子、转子检查安装措施.doc
一、工程概况聊城新电厂一期工程#1、#2发电机采用的是上海汽轮发电机有限公司生产的QFSN-600-2型水氢氢汽轮发电机,其定子机座采用三段组装式结构,定子冷却方式是定子线圈水内冷,定子铁芯氢冷,转子氢冷。二、编制依据1、《火电施工安装工程旋转电机施工及验收规范》GB50170-922、《火电施工质量检验及评定标准》电气装置第五篇3、厂家出厂技术文件4、《电力建设安全工作规程》5、OSH18000管理体系、程序及作业文件三、主要工具及安全防护用具1、5吨倒链4只2、转子风压专用工具1套3、定子水压专用工具
发电机定转子水压试验专项检查表.doc
6天能电厂#11发电机定转子水压试验专项检查#11发电机定转子水压试验是为了提高机组可靠性、降低非计划停运的重要措施。结合天能电厂目前的实际情况,特制定本专项检查表。定转子水压试验查漏小组成员要通过扎实细致的工作,及时发现存在的缺陷和隐患,努力减少机组因漏水引起非计划停运和不安全事件的发生,确保生产安全。一、组织措施(一)成立发电机定转子水压试验检查小组组长:副组长:成员:钱兴科、宋亮、张富江、郝俊、郑本进二、发电机定转子水压试验专项检查具体项目表:序号项目一发电机定子水压试验1发电机汽端汇水管及54根绝
一种发电机转子线圈及其构成的发电机转子.pdf
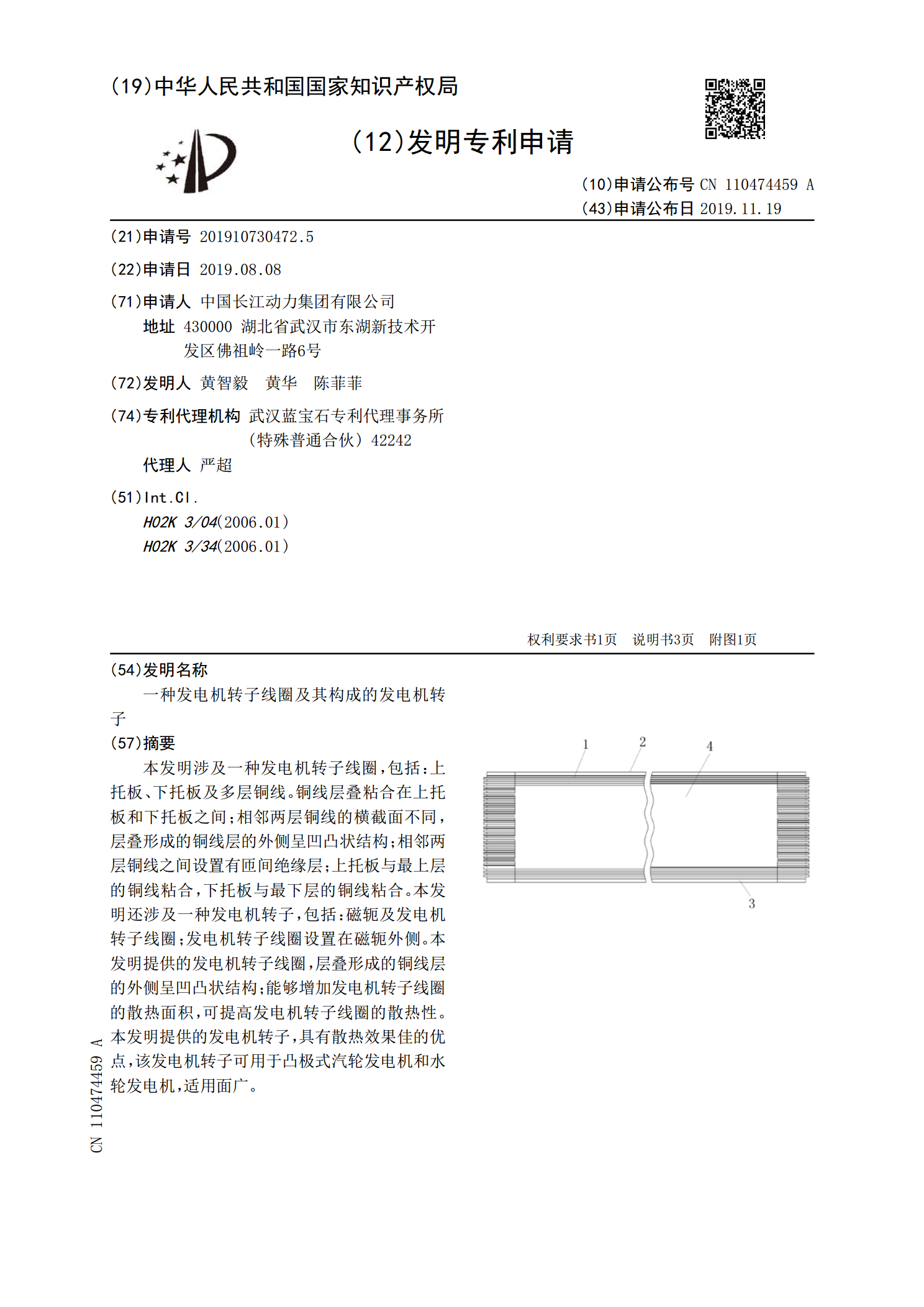
本发明涉及一种发电机转子线圈,包括:上托板、下托板及多层铜线。铜线层叠粘合在上托板和下托板之间;相邻两层铜线的横截面不同,层叠形成的铜线层的外侧呈凹凸状结构;相邻两层铜线之间设置有匝间绝缘层;上托板与最上层的铜线粘合,下托板与最下层的铜线粘合。本发明还涉及一种发电机转子,包括:磁轭及发电机转子线圈;发电机转子线圈设置在磁轭外侧。本发明提供的发电机转子线圈,层叠形成的铜线层的外侧呈凹凸状结构;能够增加发电机转子线圈的散热面积,可提高发电机转子线圈的散热性。本发明提供的发电机转子,具有散热效果佳的优点,该发电

交流发电机转子.pdf
本发明涉及一种交流发电机转子,包括:极轮电感器绕组、励磁涂层及电子电路,该电子电路用于将电力从该励磁涂层供应至该极轮电感器绕组,该转子的特征在于,电子供电电路包括由绝缘材料制成的基板及由所述基板支承的传导轨道,这些轨道将励磁导体连接至端子,该电子供电电路的电子部件插入到该端子中并被机械地锁定就位。