
磁粉检测方法优秀文档.ppt

天马****23

1/10

2/10
3/10

4/10
5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共72页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
磁粉检测方法优秀文档.ppt
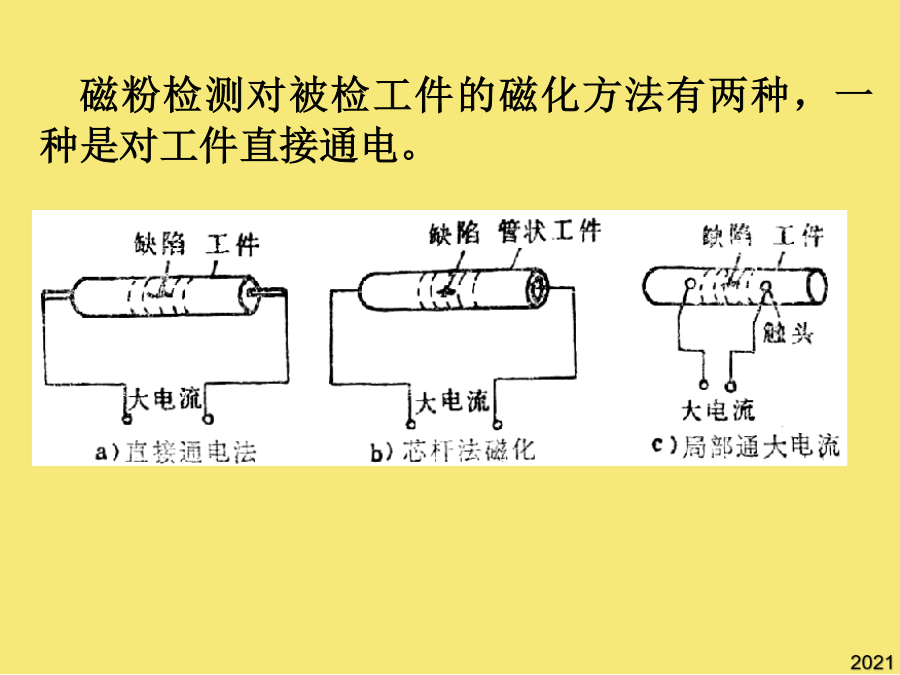
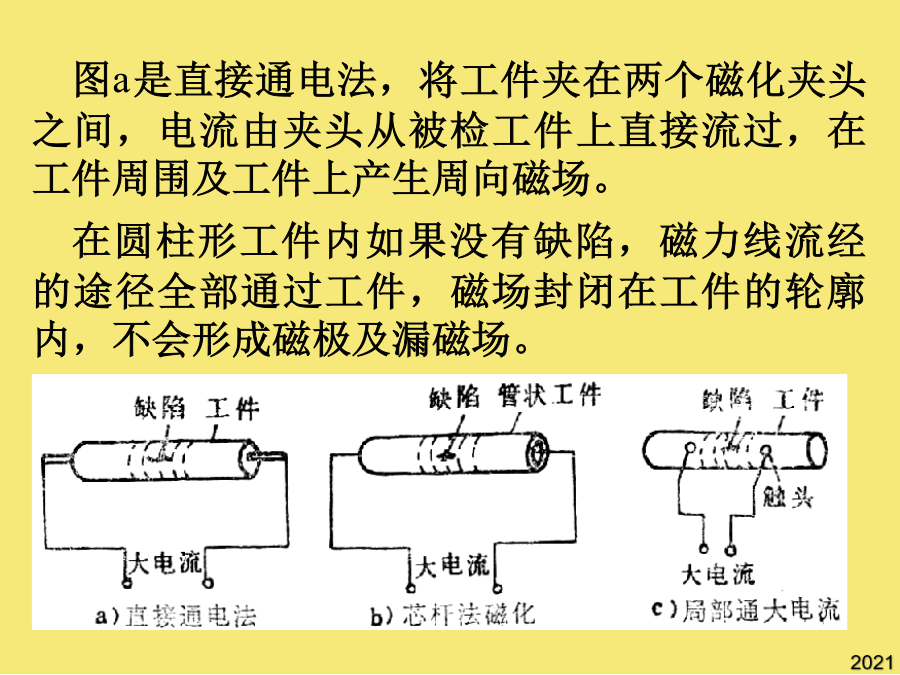
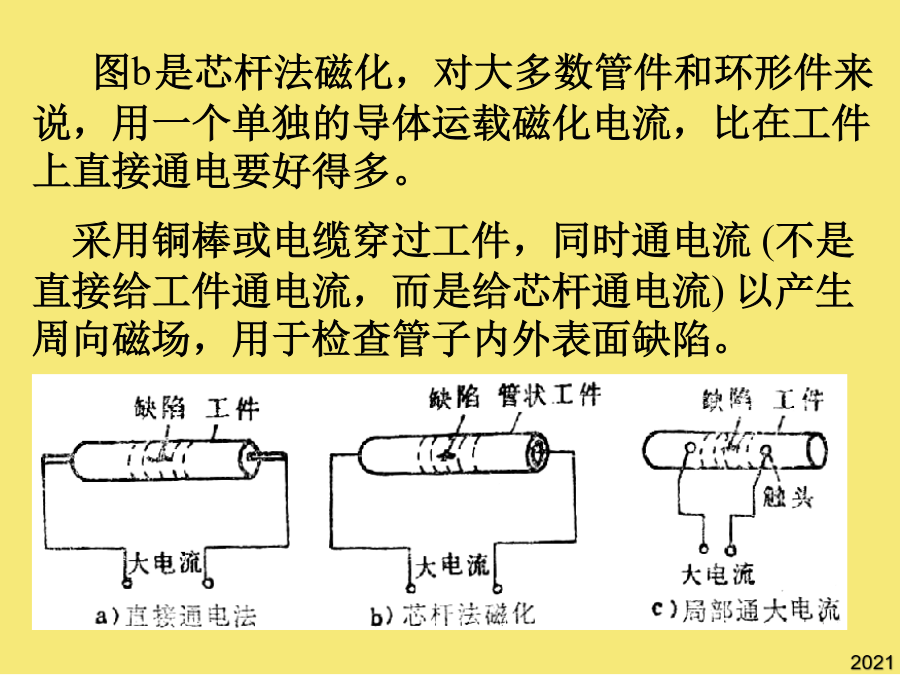
4-2磁粉检测方法4-2-1磁化方法应使磁场方向尽可能与缺陷的方向垂直,而工件中的缺陷可能有各种取向,需要在工件上建立有可能与缺陷方向垂直的磁场。常用的磁化方法为周向磁化和纵向磁化,有时对工件中的缺陷取向难以预计,最好采用一个大小和方向随时间而变化的磁场,即所谓的旋转磁场或复合磁场。这种方向在工件上不断地变化着的磁场,可以检测出工件中不同方向的缺陷。磁粉检测对被检工件的磁化方法有两种,一种是对工件直接通电。或使电流通过贯穿工件中心孔的导体,建立一个环绕工件的并与工件轴垂直的闭合磁场,磁力线具有闭合形状。周
磁粉检测工艺优秀课件.ppt
第6章磁粉检测工艺检测工艺包括内容很多:1检测方法的选择2)干法与湿法干法检验要求磁粉和被检工件都应充分干燥,否则易开成假磁痕、其通电磁化时间也较长、但灵敏度较低,易污染,应用不广泛。但在湿法受限制时可使用,如表面粗糙、高温工件、或大缺面工件等。湿法应用广泛,可采用喷检浸泡工件等多种方法。2磁化方法、磁化电流的选择1)磁化方法需要注意不同磁化方法的匹配。对于管棒(包括环类)构件,一般采用一次周向磁化检查(发现轴向和接近轴向缺陷)加一次线圈纵向磁化检查(发现横向和接近横向的缺陷)即可.对于难以整体磁化的大的

磁粉检测.doc
JB中华人民共和国行业标准JB/T4730.4—2005代替JB4730—1994部分承压设备无损检测第4部分:磁粉检测NondestructiveTestingofPressureEquipments—Part4:MagneticParticleTesting2005-07-26发布2005-11-01实施国家发展和改革委员会发布目次前言………………………………………………………………………………………………………31范围……………………………………………………………………………………………………42规
磁粉检测方案.pdf
磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--
磁粉检测00.doc
JB中华人民共和国行业标准JB/T4730.4—2005代替JB4730—1994部分承压设备无损检测第4部分:磁粉检测NondestructiveTestingofPressureEquipments—Part4:MagneticParticleTesting2005-07-26发布2005-11-01实施国家发展和改革委员会发布目次前言………………………………………………………………………………………………………31范围……………………………………………………………………………………………………42规