
铰孔切削用量选择参考表优质资料.doc

天马****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共45页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

铰孔切削用量选择参考表优质资料.doc
铰孔切削用量选择参考表优质资料(可以直接使用,可编辑优质资料,欢迎下载)铰刀铰削切削用量选择表高速钢及硬质合金机铰刀铰孔时的进给量(mm/r)刀具材料加工材料铰刀直径≤5铰刀直径5~10铰刀直径10~20铰刀直径20~30铰刀直径30~40铰刀直径40~60铰刀直径60~80高速钢铰刀钢σb≤900MPa0.2~0.50.4~0.90.65~1.40.8~1.80.95~2.11.3~2.81.5~3.2钢σb>900MPa0.15~0.350.35~0.70.55~1.2铸铁铜及铝合金HB≤1700.6

高速铰孔切削用量的探讨.docx
高速铰孔切削用量的探讨高速铰孔切削用量的探讨摘要:高速铰孔是一种常用的钻孔加工方法,在不同的应用场景中具有广泛的应用。本论文探讨了高速铰孔切削用量的相关问题,包括切削速度、切削深度、进给速度等。通过实验研究和数据分析,得出了一系列结论和建议,以供相关领域的研究和应用参考。一、引言高速铰孔是一种利用专用刀具进行的钻孔加工方法,其加工特点是切削速度快、加工效率高、精度高等优点,广泛应用于汽车制造、航空航天等领域。然而,高速铰孔的切削用量直接影响加工质量和效率,因此对其切削用量进行探讨有着重要的意义。二、切削速

钻削切削用量选择参考表.doc
钻削切削用量选择参考表一、钻中心孔的切削用量刀具名称钻中心孔公称直径(mm)钻中心孔的切削进给量(mm/r)钻中心孔切削速度v(m/min)中心钻10.028~15中心钻1.60.028~15中心钻20.048~15中心钻2.50.058~15中心钻3.150.068~15中心钻40.088~15中心钻50.18~15中心钻6.30.128~15中心钻80.128~1560°中心锪钻及带锥柄60°中心锪钻10.0112~2560°中心锪钻及带锥柄60°中心锪钻1.60.0112~2560°中心锪钻及带锥柄

铣削切削用量选择表.pdf
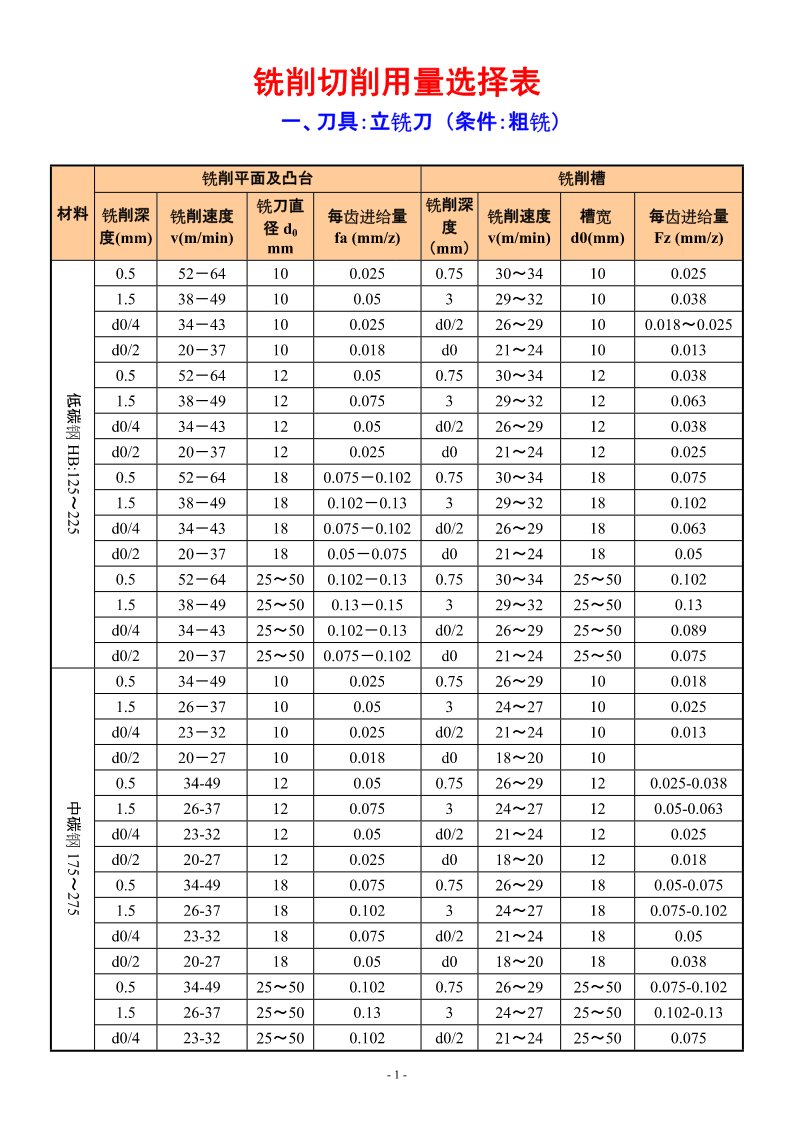
铣削切削用量选择表一、刀具:立铣刀(条件:粗铣)铣削平面及凸台铣削槽铣刀直铣削深材料铣削深铣削速度每齿进给量铣削速度槽宽每齿进给量径d度度(mm)v(m/min)0fa(mm/z)v(m/min)d0(mm)Fz(mm/z)mm(mm)0.552-64100.0250.7530~34100.0251.538-49100.05329~32100.038d0/434-43100.025d0/226~29100.018~0.025d0/220-37100.018d021~24100.0130.552-64120
铣削切削用量选择表.pdf
铣削切削用量选择表一、刀具:立铣刀(条件:粗铣)铣削平面及凸台铣削槽铣刀直铣削深材料铣削深铣削速度每齿进给量铣削速度槽宽每齿进给量径d度度(mm)v(m/min)0fa(mm/z)v(m/min)d0(mm)Fz(mm/z)mm(mm)0.552-64100.0250.7530~34100.0251.538-49100.05329~32100.038d0/434-43100.025d0/226~29100.018~0.025d0/220-37100.018d021~24100.0130.552-64120