
钻削切削用量选择参考表.doc

和蔼****娘子


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

钻削切削用量选择参考表.doc
钻削切削用量选择参考表一、钻中心孔的切削用量刀具名称钻中心孔公称直径(mm)钻中心孔的切削进给量(mm/r)钻中心孔切削速度v(m/min)中心钻10.028~15中心钻1.60.028~15中心钻20.048~15中心钻2.50.058~15中心钻3.150.068~15中心钻40.088~15中心钻50.18~15中心钻6.30.128~15中心钻80.128~1560°中心锪钻及带锥柄60°中心锪钻10.0112~2560°中心锪钻及带锥柄60°中心锪钻1.60.0112~2560°中心锪钻及带锥柄

钻削切削用量选择参考表.docx
钻削切削用量选择参考表一、钻中心孔的切削用量刀具名称钻中心孔公称直径(mm)钻中心孔的切削进给量(mm/r)钻中心孔切削速度v(m/min)中心钻10.028~15中心钻1.60.028~15中心钻20.048~15中心钻2.50.058~15中心钻3.150.068~15中心钻40.088~15中心钻50.18~15中心钻6.30.128~15中心钻80.128~1560°中心锪钻及带锥柄60°中心锪钻10.0112~2560°中心锪钻及带锥柄60°中心锪钻1.60.0112~2560°中心锪钻及带锥柄
铣削切削用量选择表.pdf
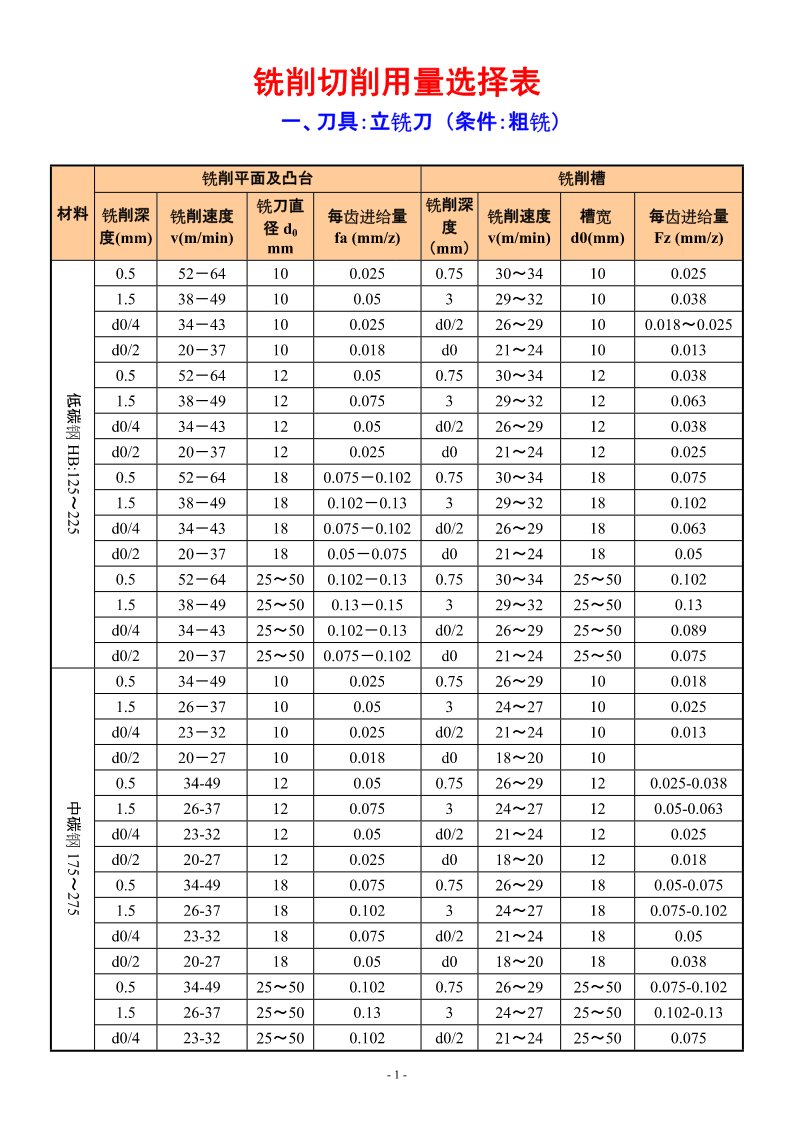
铣削切削用量选择表一、刀具:立铣刀(条件:粗铣)铣削平面及凸台铣削槽铣刀直铣削深材料铣削深铣削速度每齿进给量铣削速度槽宽每齿进给量径d度度(mm)v(m/min)0fa(mm/z)v(m/min)d0(mm)Fz(mm/z)mm(mm)0.552-64100.0250.7530~34100.0251.538-49100.05329~32100.038d0/434-43100.025d0/226~29100.018~0.025d0/220-37100.018d021~24100.0130.552-64120

铣削切削用量选择表.pdf
铣削切削用量选择表一、刀具:立铣刀(条件:粗铣)铣削平面及凸台铣削槽铣刀直铣削深材料铣削深铣削速度每齿进给量铣削速度槽宽每齿进给量径d度度(mm)v(m/min)0fa(mm/z)v(m/min)d0(mm)Fz(mm/z)mm(mm)0.552-64100.0250.7530~34100.0251.538-49100.05329~32100.038d0/434-43100.025d0/226~29100.018~0.025d0/220-37100.018d021~24100.0130.552-64120

铰孔切削用量选择参考表优质资料.doc
铰孔切削用量选择参考表优质资料(可以直接使用,可编辑优质资料,欢迎下载)铰刀铰削切削用量选择表高速钢及硬质合金机铰刀铰孔时的进给量(mm/r)刀具材料加工材料铰刀直径≤5铰刀直径5~10铰刀直径10~20铰刀直径20~30铰刀直径30~40铰刀直径40~60铰刀直径60~80高速钢铰刀钢σb≤900MPa0.2~0.50.4~0.90.65~1.40.8~1.80.95~2.11.3~2.81.5~3.2钢σb>900MPa0.15~0.350.35~0.70.55~1.2铸铁铜及铝合金HB≤1700.6