
一种提高内外齿零件旋压成形精度的方法.pdf

努力****振宇


1/9
2/9
3/9

4/9
5/9
6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提高内外齿零件旋压成形精度的方法.pdf
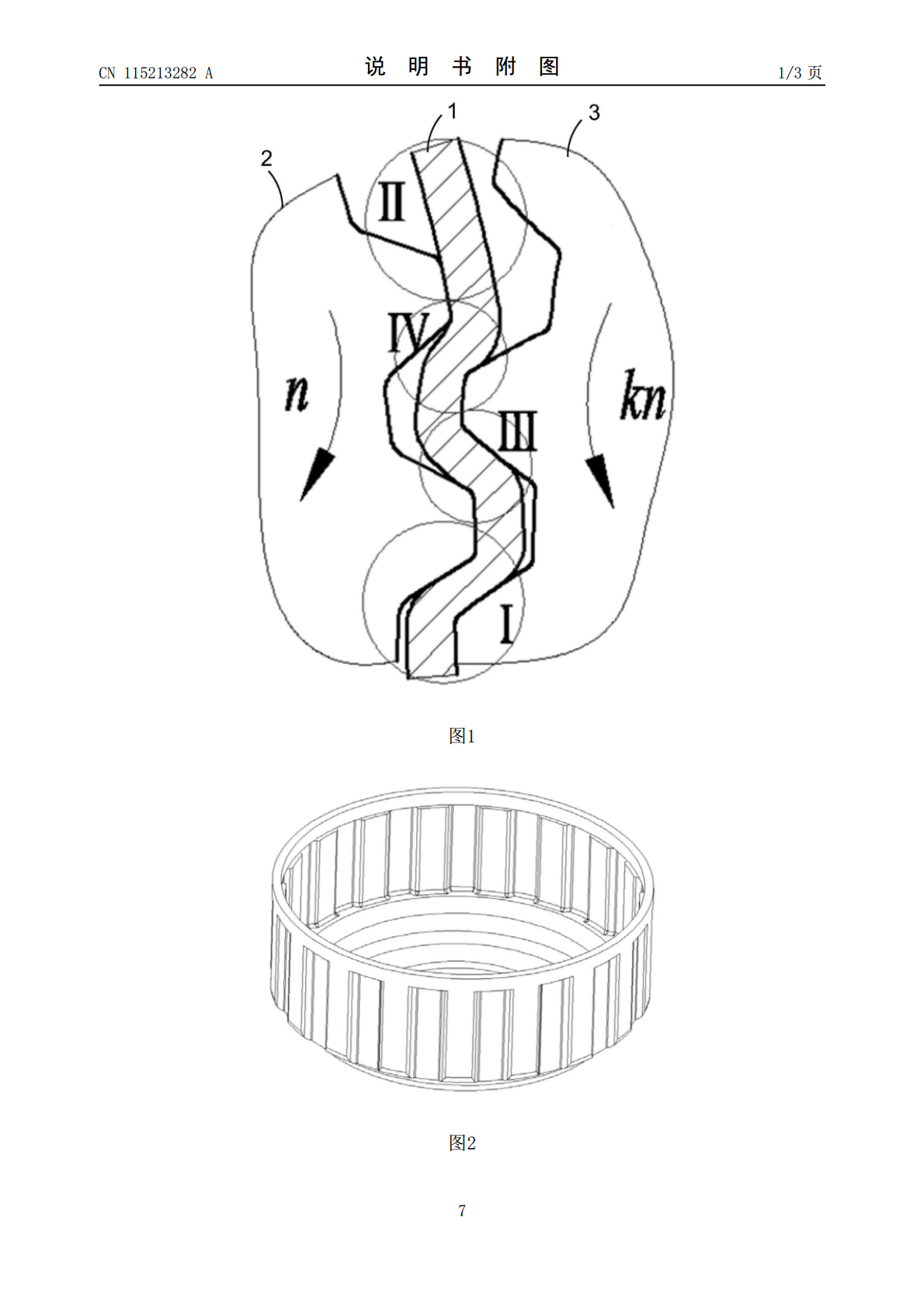
本发明公开了一种提高内外齿零件旋压成形精度的方法,在旋压成形过程中,芯模与旋轮同步转动,所述旋轮作径向进给运动;在齿廓成形过程中,根据所述旋轮的进给深度,改变所述芯模与所述旋轮的旋转方向单数次。本发明通过在旋压过程中增加反向旋转来进行控制,解决内外齿零件塑性成形工艺不足的问题。

带内外齿壳体零件的旋压成形新工艺.pdf
本发明公开了一种带内外齿壳体零件的旋压成形新工艺,涉及一种塑性加工方法,包括以下步骤:步骤A:将平板坯料加工成预成形坯料,所述预成形坯料为杯形,其侧壁壁厚大于带内外齿壳体零件的侧壁壁厚;步骤B:制作旋轮和芯模,所述旋轮侧壁表面设置有若干用于成形带内外齿壳体零件外齿的轮齿,所述芯模侧壁表面设置有若干用于成形带内外齿壳体零件内齿的轮齿;步骤C:将预成形坯料套在芯模上,使预成形坯料与芯模同步转动,同时使旋轮同步与芯模相向转动,并沿轴向向靠近芯模的方向进给,完成带内外齿壳体零件的旋压成形。本发明工艺步骤简单,生产

提高成形磨齿精度的方法.docx
提高成形磨齿精度的方法提高成形磨齿精度的方法摘要:磨齿是现代机械制造工艺中一个重要的环节,磨齿精度是影响机械零部件工作性能的关键因素之一,因此,提高成形磨齿精度具有重要的实际意义。本文将从设计、装备、工艺和质检等方面,分析和总结提高成形磨齿精度的方法。关键词:成形磨齿;精度;设计;装备;工艺;质检第一节引言成形磨齿精度是指在磨齿加工过程中,所得到的齿面形状和相对位置精度的一种度量,并且磨齿精度的高低直接影响到整个机械零部件的工作性能和寿命。因此,提高成形磨齿精度是制造业中的一个重要课题。本文将从设计、装备
一种旋压成形加工装置及旋压成形方法.pdf
本发明提供了一种旋压成形加工装置及旋压成形方法,包括底座,在底座上相对设置主驱动机构和从动驱动机构,主驱动机构和从动驱动机构之间设有输出速度调节结构,在旋压成形支架上设有摆动部件,由摆动部件驱动的旋压成形机构,与旋压成形机构外侧面旋压靠接的被加工工具,与旋压成形机构内侧面相接触的旋压成形导向辊。本发明的有益效果为:本发明通过诱导加热对被加工工具进行局部加热,即使不使用心轴也可使被加工工具在空气中进行与最终形状契合的变形,在旋压成形中,被加工工具的变形对象部位与旋压成形导向辊的外侧面轮廓一致,被加热器元件加
一种旋压成形加热装置及旋压成形测温方法.pdf
本发明属于金属加工技术领域,具体是涉及到一种旋压成形加热装置及旋压成形测温方法,包括加热单元及保温筒,加热单元嵌设在旋转主轴上,保温筒套设在旋转主轴外,且保温筒与旋转主轴之间留有用于容纳坯料的空间,所述保温筒包括外筒和内筒,所述外筒的侧壁上开设有供旋压轮伸入的开口一,在轴向方向上,外筒位于开口一两端的部分为可伸缩结构,所述内筒的侧壁上开设有供旋压轮伸入的开口二,且旋压轮可在开口二中沿轴向方向移动,采用热传导的方式对坯料进行加热,有利于坯料快速升温,升温后坯料整体温度相对更均匀,更便于实际生产和旋压成形实验