
一种微通道薄壁闭式叶轮的加工方法.pdf

戊午****jj

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种微通道薄壁闭式叶轮的加工方法.pdf
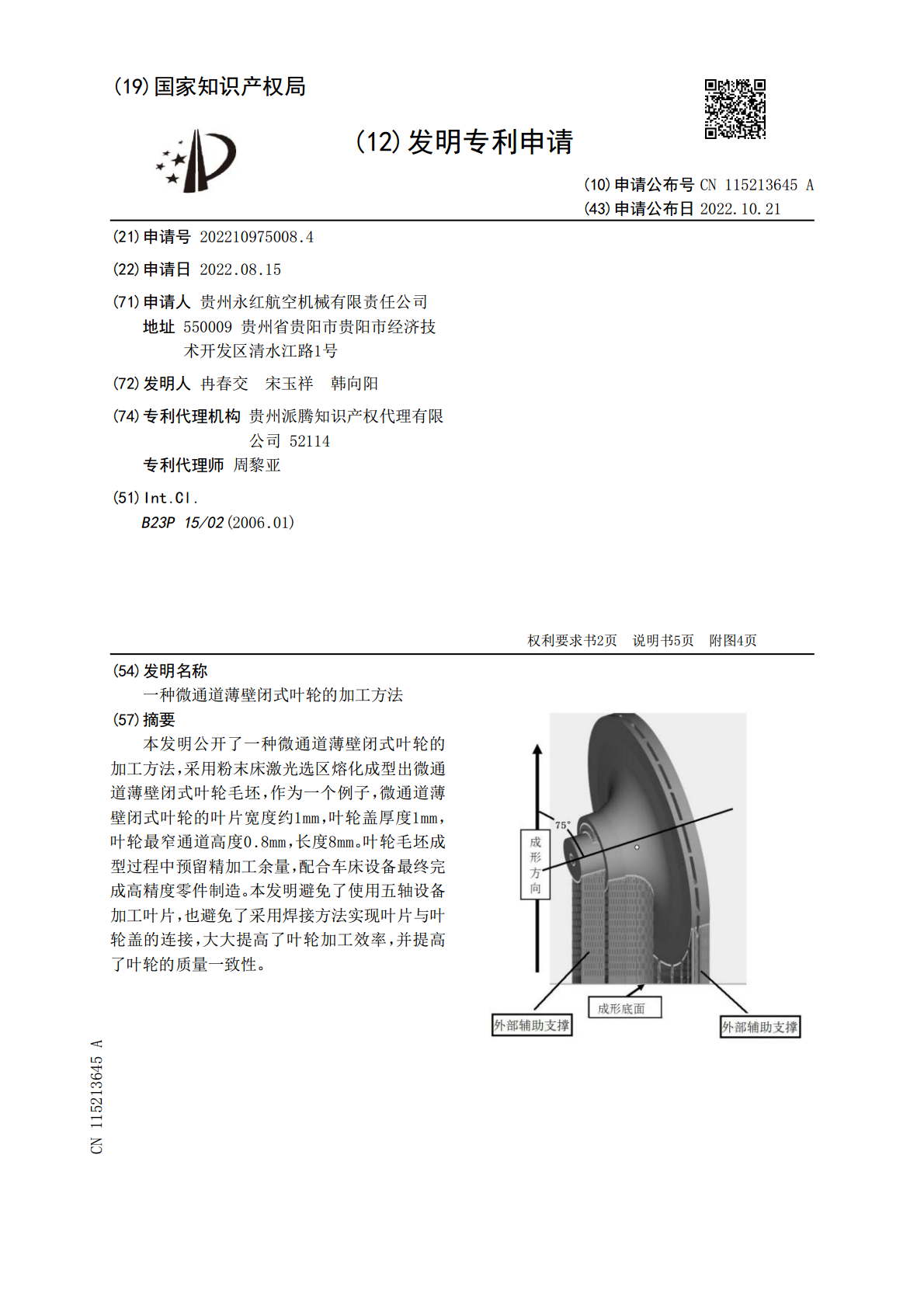
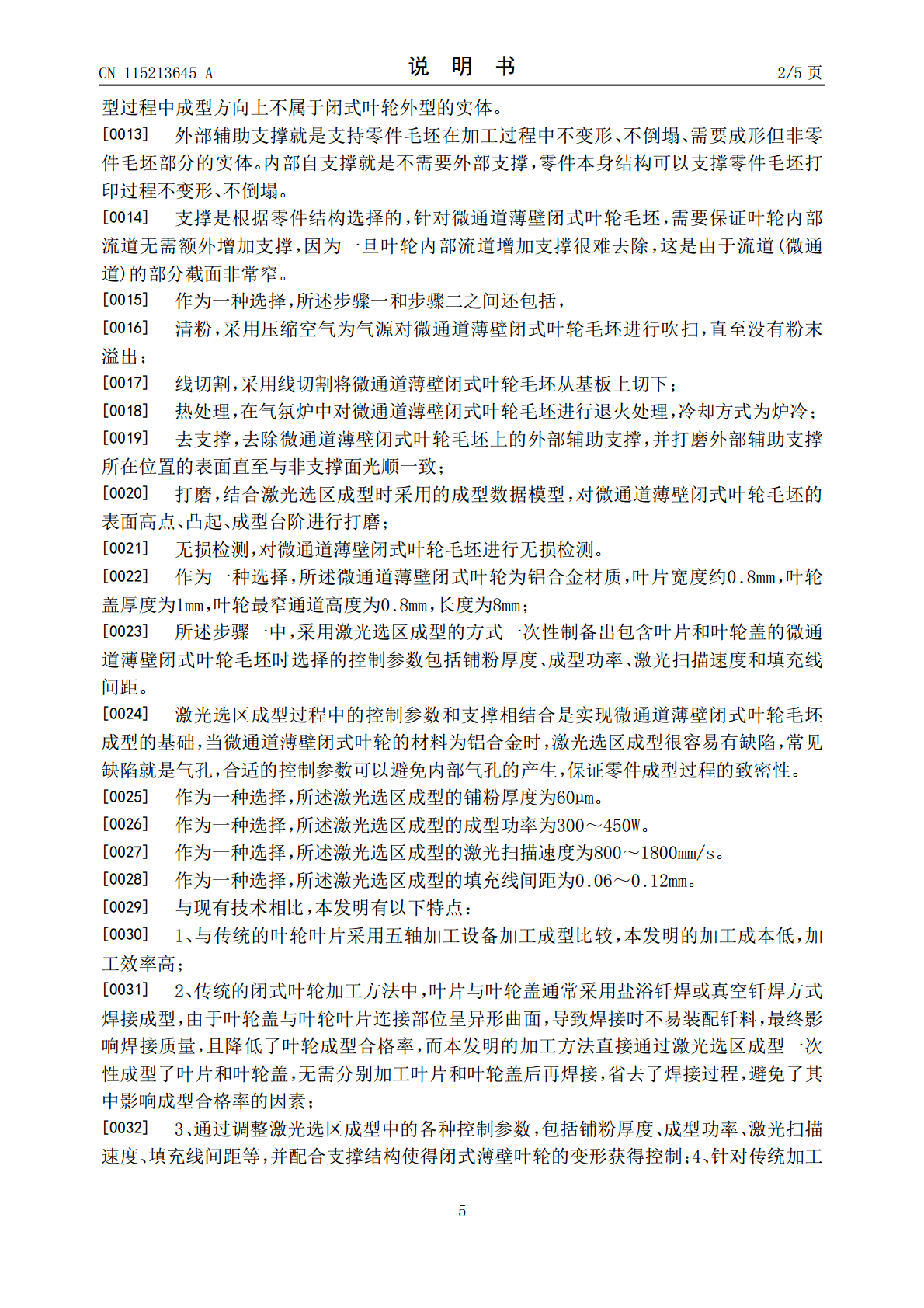
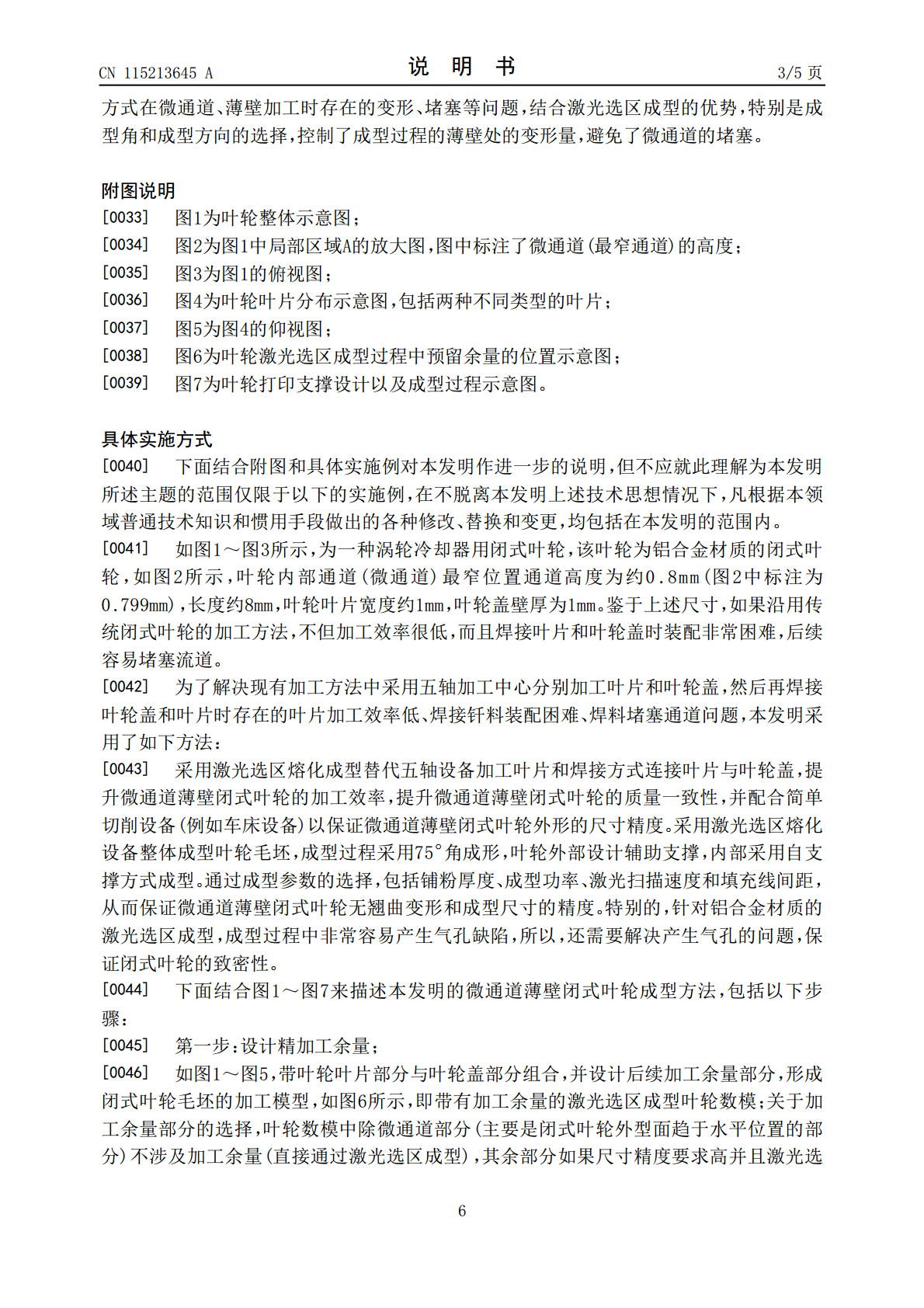
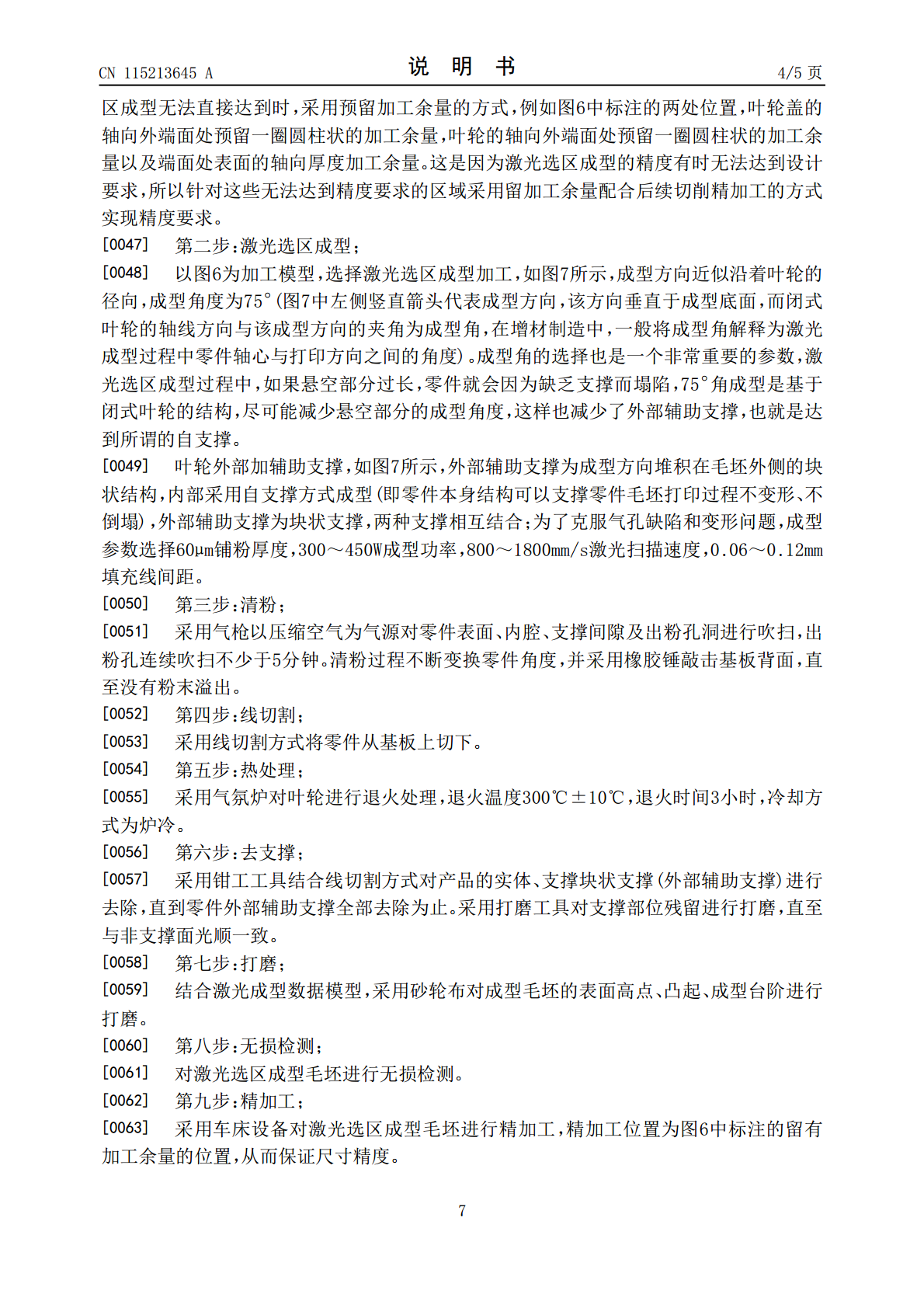
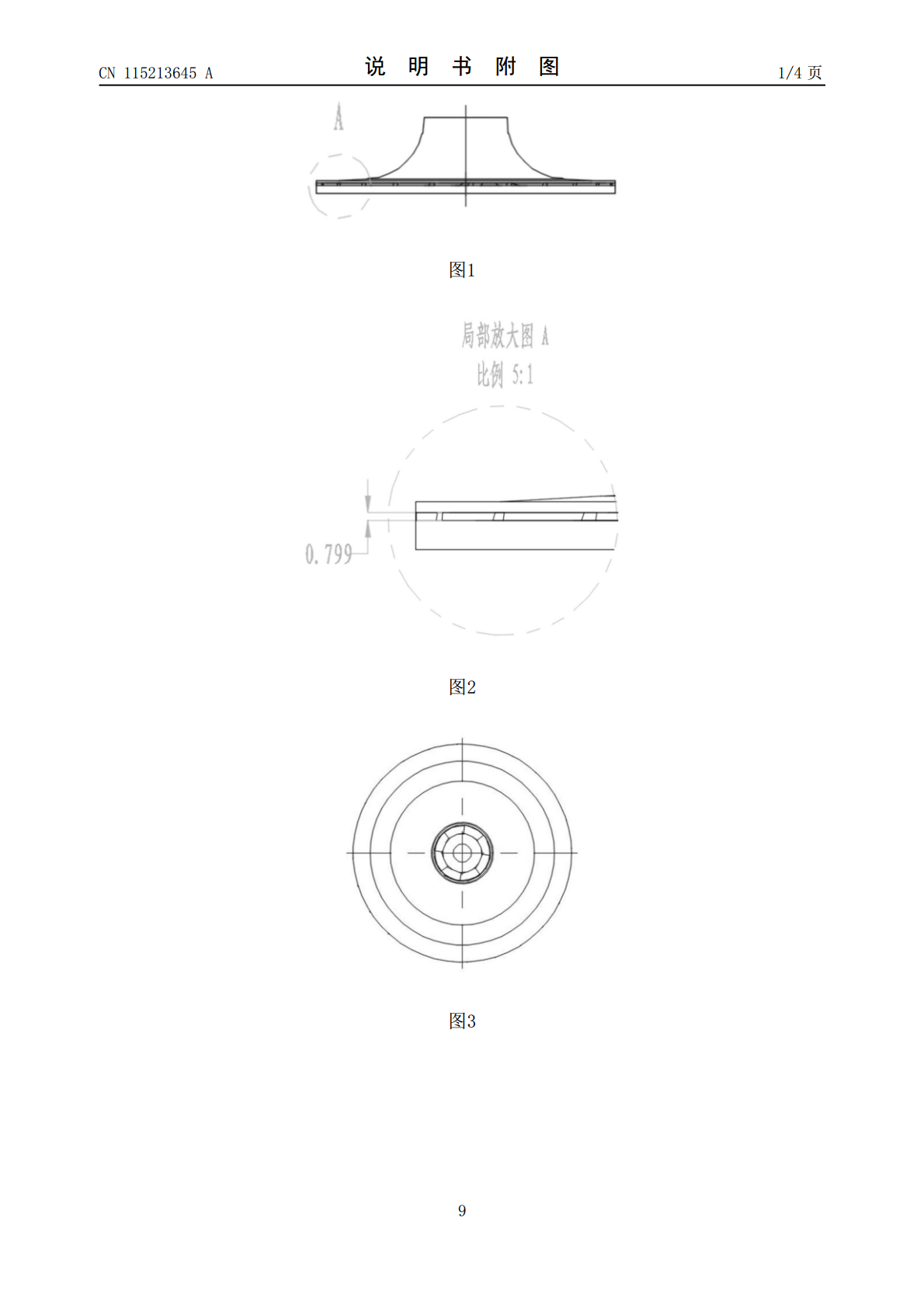
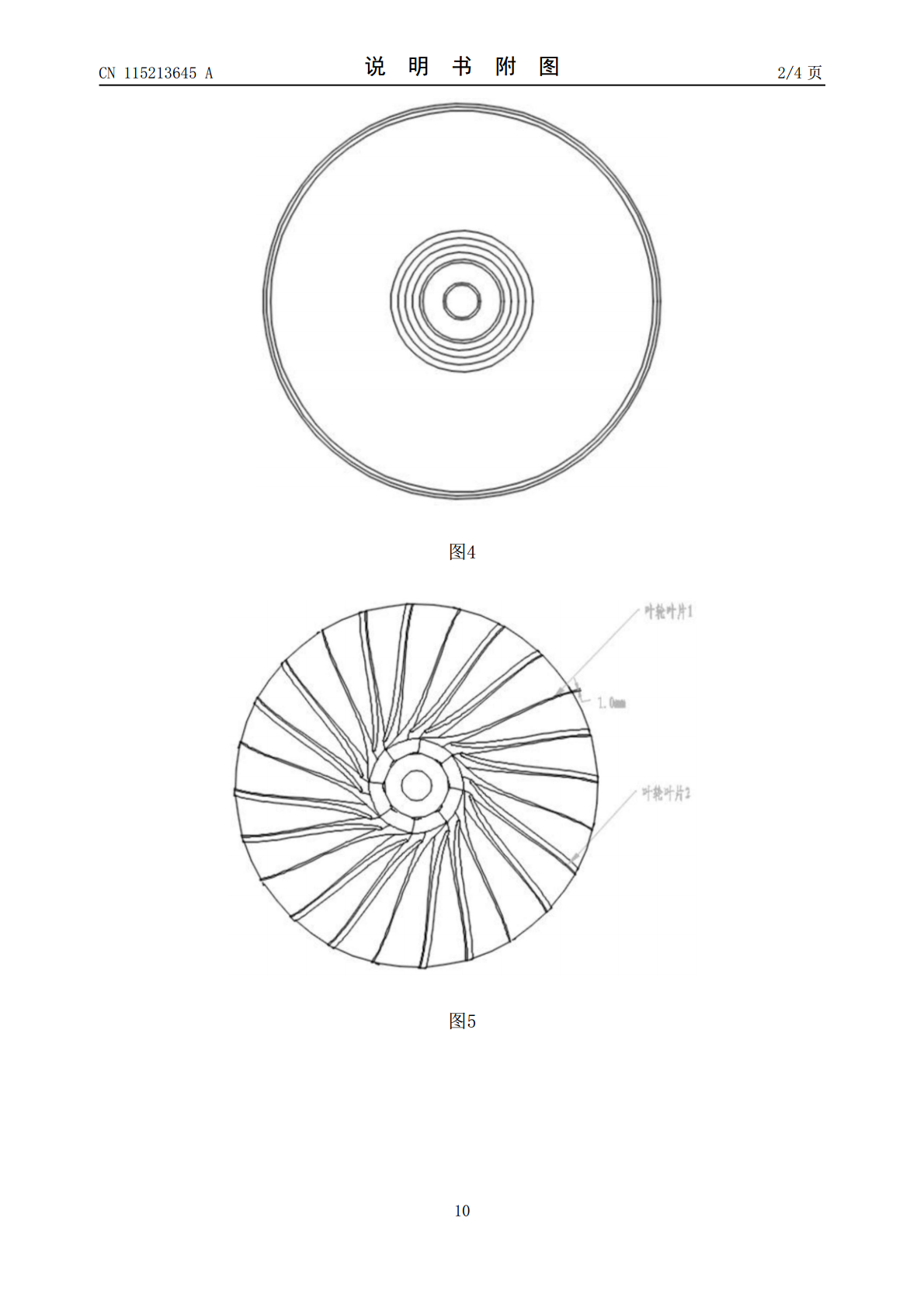
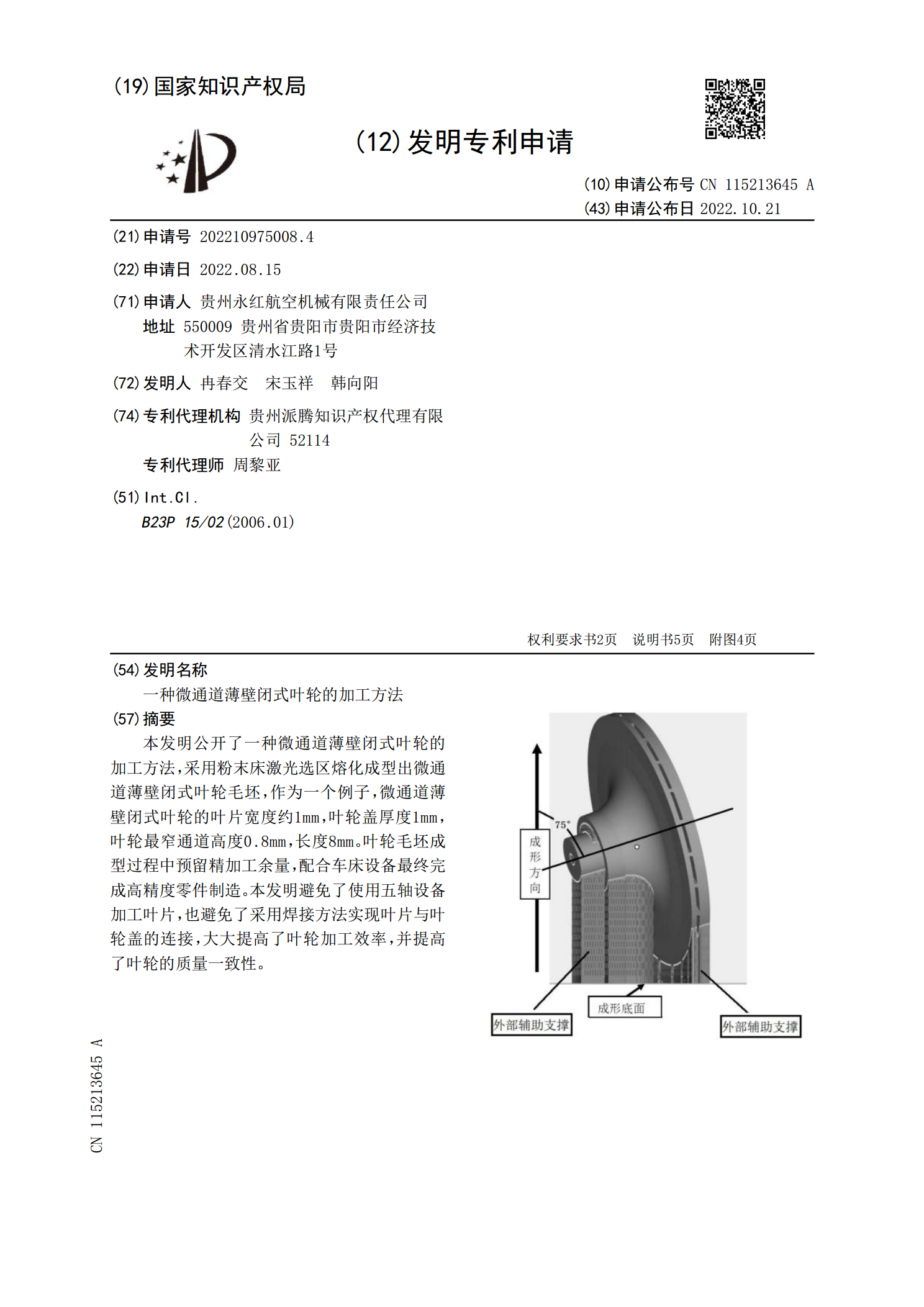
本发明公开了一种微通道薄壁闭式叶轮的加工方法,采用粉末床激光选区熔化成型出微通道薄壁闭式叶轮毛坯,作为一个例子,微通道薄壁闭式叶轮的叶片宽度约1mm,叶轮盖厚度1mm,叶轮最窄通道高度0.8mm,长度8mm。叶轮毛坯成型过程中预留精加工余量,配合车床设备最终完成高精度零件制造。本发明避免了使用五轴设备加工叶片,也避免了采用焊接方法实现叶片与叶轮盖的连接,大大提高了叶轮加工效率,并提高了叶轮的质量一致性。

Master CAM通道策略在闭式叶轮加工中的应用.docx
MasterCAM通道策略在闭式叶轮加工中的应用Title:ApplicationofMasterCAMToolpathStrategiesinClosedImpellerMachiningIntroduction:Closedimpellersarecommonlyusedinvariousindustriessuchasaerospace,automotive,andoilandgas.Themachiningprocessofclosedimpellersrequiresprecisetoolpat

一种三元闭式叶轮的加工方法.pdf
本发明涉及压缩机叶轮的加工工艺,具体地说是一种三元闭式叶轮的加工方法,在五轴联动数控加工中心上,将半精车完的锻件装卡后经钻孔、粗加工、半精加工、清根和精加工进行闭式通道的整体铣制,整体铣制出叶片及叶片通道。本发明与传统的焊接方法相比,仅使用一个整体的锻件毛坏,节省了原材料,降低了生产成本;加工工序较少,加工速度快,大大提高了工作效率;避免了因热变形和焊接造成的质量缺陷,加工质量好;加工出的叶轮强度高、具有良好的耐腐蚀性;能够根据工件的材质、结构、尺寸规格及技术要求,优化整体铣制加工方法流程,并根据不同加工
一种闭式叶轮电火花加工装置及加工方法.pdf
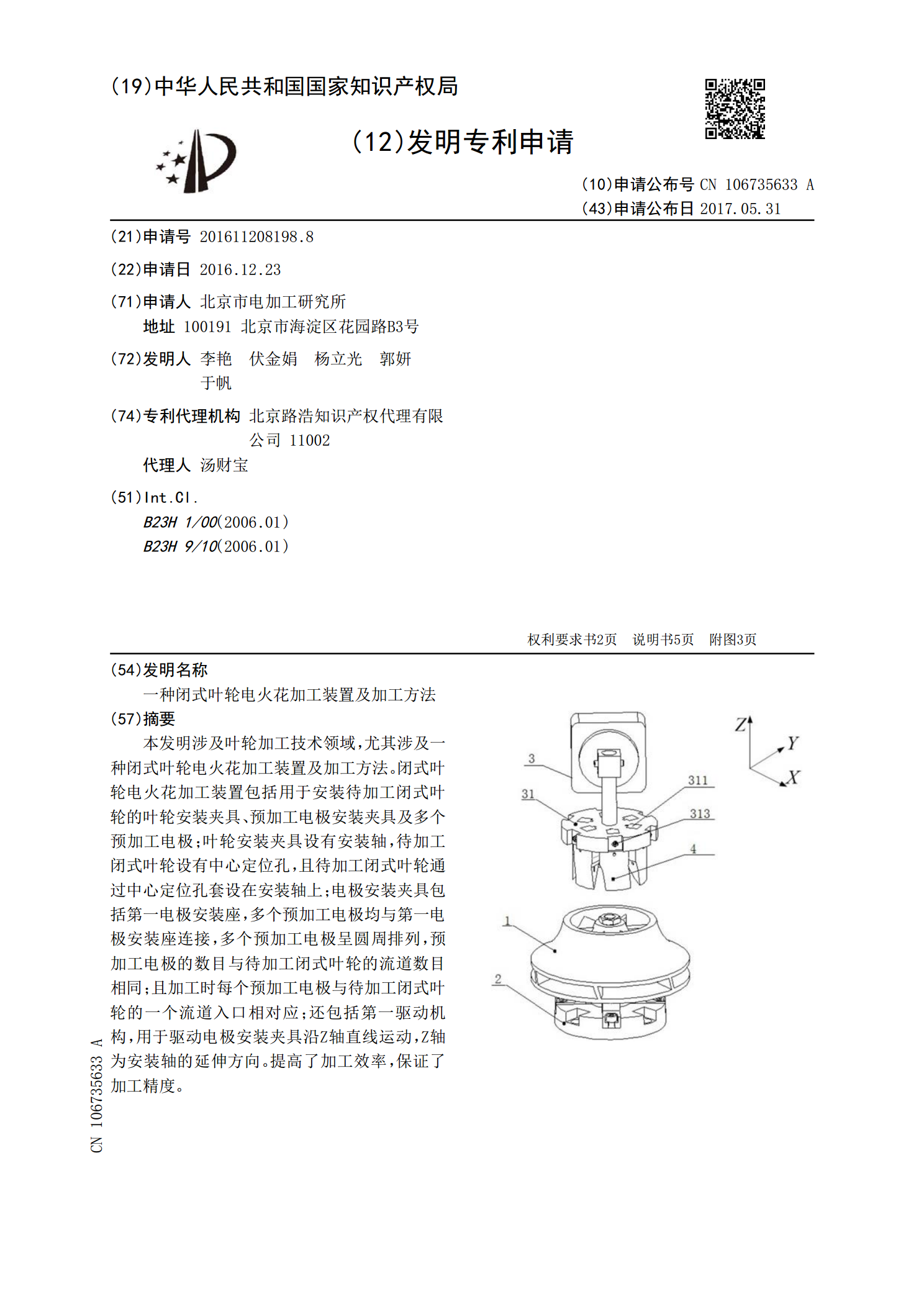
本发明涉及叶轮加工技术领域,尤其涉及一种闭式叶轮电火花加工装置及加工方法。闭式叶轮电火花加工装置包括用于安装待加工闭式叶轮的叶轮安装夹具、预加工电极安装夹具及多个预加工电极;叶轮安装夹具设有安装轴,待加工闭式叶轮设有中心定位孔,且待加工闭式叶轮通过中心定位孔套设在安装轴上;电极安装夹具包括第一电极安装座,多个预加工电极均与第一电极安装座连接,多个预加工电极呈圆周排列,预加工电极的数目与待加工闭式叶轮的流道数目相同;且加工时每个预加工电极与待加工闭式叶轮的一个流道入口相对应;还包括第一驱动机构,用于驱动电极

一种加工三元流闭式叶轮叶间通道的方法及其专用夹具.pdf
本发明涉及一种加工三元流闭式叶轮叶间通道的方法及其专用夹具,其通过采用专门设计制造的成型或近成型工具阴极进行数控电解加工而去除大部分余量;然后再采用专门设计制造的成型或近成型工具电极进行数控电火花精密加工而达到设计要求;如此不仅能够加工那些由于数控铣削刀具干涉、过切而不能加工的三元流闭式叶轮叶间流道,而且比较已有的整体铸造、分体加工再焊接、以及数控铣削三种制造方法,还具有高精度、高效率、低成本的技术经济特点。