
利用废旧玻璃生产泡沫玻璃.pdf

yy****24

1/3
2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

利用废旧玻璃生产泡沫玻璃.pdf
烧成作业结束至进人退火窑之前,需要将模框取出,二。因此,必须从气密性、脱模性、形状的稳定性以及作业等方面,解决好模框的材质及结构形式问题。010在加热初期,温度升至400℃左右时,分散于玻蠢0.08璃细粉中的碳完全被熔化的玻璃液所包围。随着温嬖0.06度的升高(大约至700),碳便与玻璃中提供氧的咖n10203040_506组分(As0、H0、NaNO)和被吸附在玻璃颗粒表密度,(m)面的水分反应而气化,气体的发生量随加热时间的延长而增加随后温度缓慢升至850℃左右,并保图1密度与导热系敲的关系温3h,当
一种利用废旧玻璃和多孔陶粒制备泡沫玻璃的方法.pdf
本发明公开了一种利用废旧玻璃和多孔陶粒制备泡沫玻璃的方法,具体包括以下步骤:首先以硝酸锰、硝酸铝、尿素为原料制得类水滑石材料,将其与碳化硅混合制得发泡剂;以植物粉末、沸石粉、聚乙烯醇、去离子水、蒙脱土、氮化铝纤维、尿素为原料制得多孔陶瓷,最后以废旧玻璃粉、改性多孔陶粒、助熔剂、发泡剂、促泡剂为原料,经过研磨混合、压制成型的步骤制得坯体,将坯体置于马弗炉内,进行烧结处理,制得泡沫玻璃。本发明制得的泡沫玻璃不仅力学性能好,且吸声隔热性能佳。

利用废旧CRT屏制备泡沫玻璃的工艺与性质研究.docx
利用废旧CRT屏制备泡沫玻璃的工艺与性质研究随着科技的发展,电子设备的更新换代速度越来越快。而在这个过程中,旧电子产品及其部件的废弃物成为了环境污染的主要来源之一。其中包括大量的废旧CRT屏幕,这些废弃物对环境和人类健康构成了巨大的威胁。针对CRT屏幕的问题,近年来出现了一种利用废旧CRT屏幕制备泡沫玻璃的方法,既解决了环境污染问题,又实现了资源的有效利用。一、泡沫玻璃的制备工艺泡沫玻璃是一种重质多孔的无机非金属材料,具有一定的耐压、耐冻融、隔热、隔声等特性,特别适用于垃圾填埋场液体污染物的隔离,以及建筑

利用废旧玻璃和冶炼废渣生产微晶玻璃的生产方法.pdf
本发明是一种利用废旧玻璃和冶炼废渣生产微晶玻璃的生产方法;属于建筑装饰材料领域。本发明的生产方法具体包括如下步骤:①冶炼废渣的准备;②废旧玻璃料的准备;③配制配合料;④微晶玻璃料的熔制;⑤细碎粒料的制成;⑥晶化制成微晶玻璃板材;⑦成品加工。本发明充分利用利用废旧玻璃和冶炼废渣资源,废物重复循环使用,制造出高强,环保,色彩多样的微晶玻璃,采用这种工艺生产的微晶玻璃气孔率低,炉渣利用高,花纹清晰,平面度好,产品品种、花色、形状可设计性强。
生产泡沫玻璃原料的玻璃电窑炉.pdf
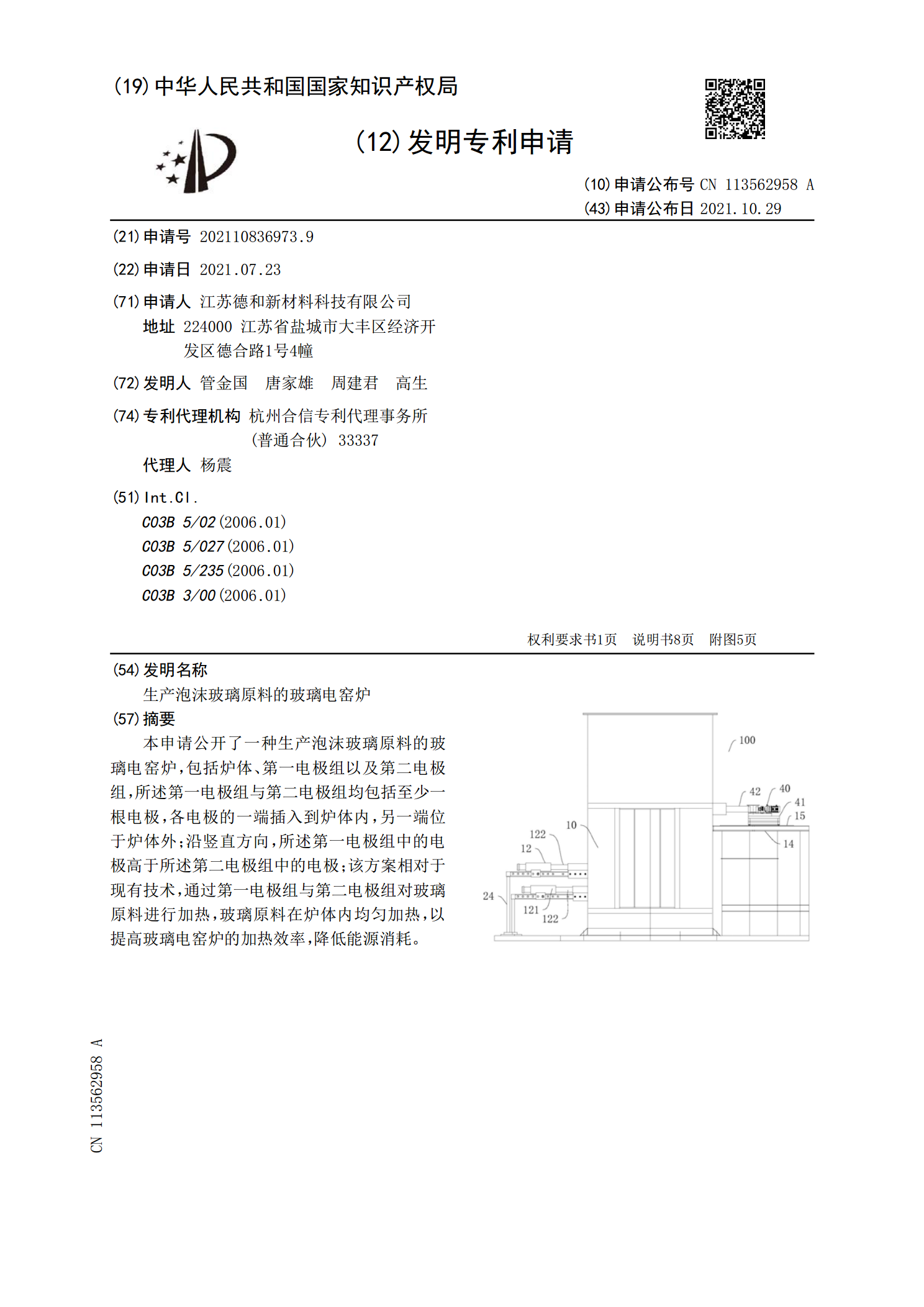
本申请公开了一种生产泡沫玻璃原料的玻璃电窑炉,包括炉体、第一电极组以及第二电极组,所述第一电极组与第二电极组均包括至少一根电极,各电极的一端插入到炉体内,另一端位于炉体外;沿竖直方向,所述第一电极组中的电极高于所述第二电极组中的电极;该方案相对于现有技术,通过第一电极组与第二电极组对玻璃原料进行加热,玻璃原料在炉体内均匀加热,以提高玻璃电窑炉的加热效率,降低能源消耗。