
一种变径管材自成型焊接设备及方法.pdf

葫芦****io

1/8
2/8

3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种变径管材自成型焊接设备及方法.pdf
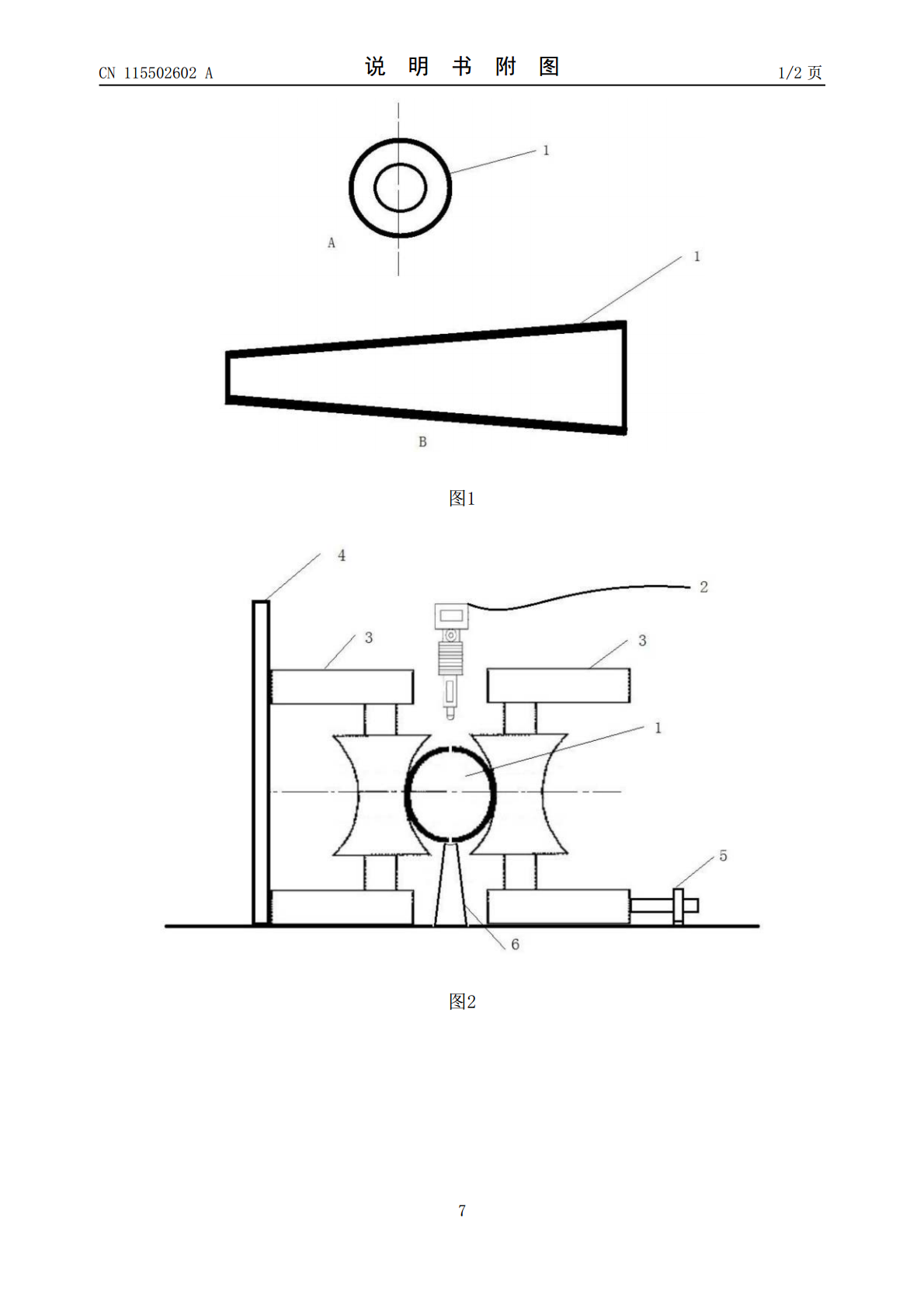
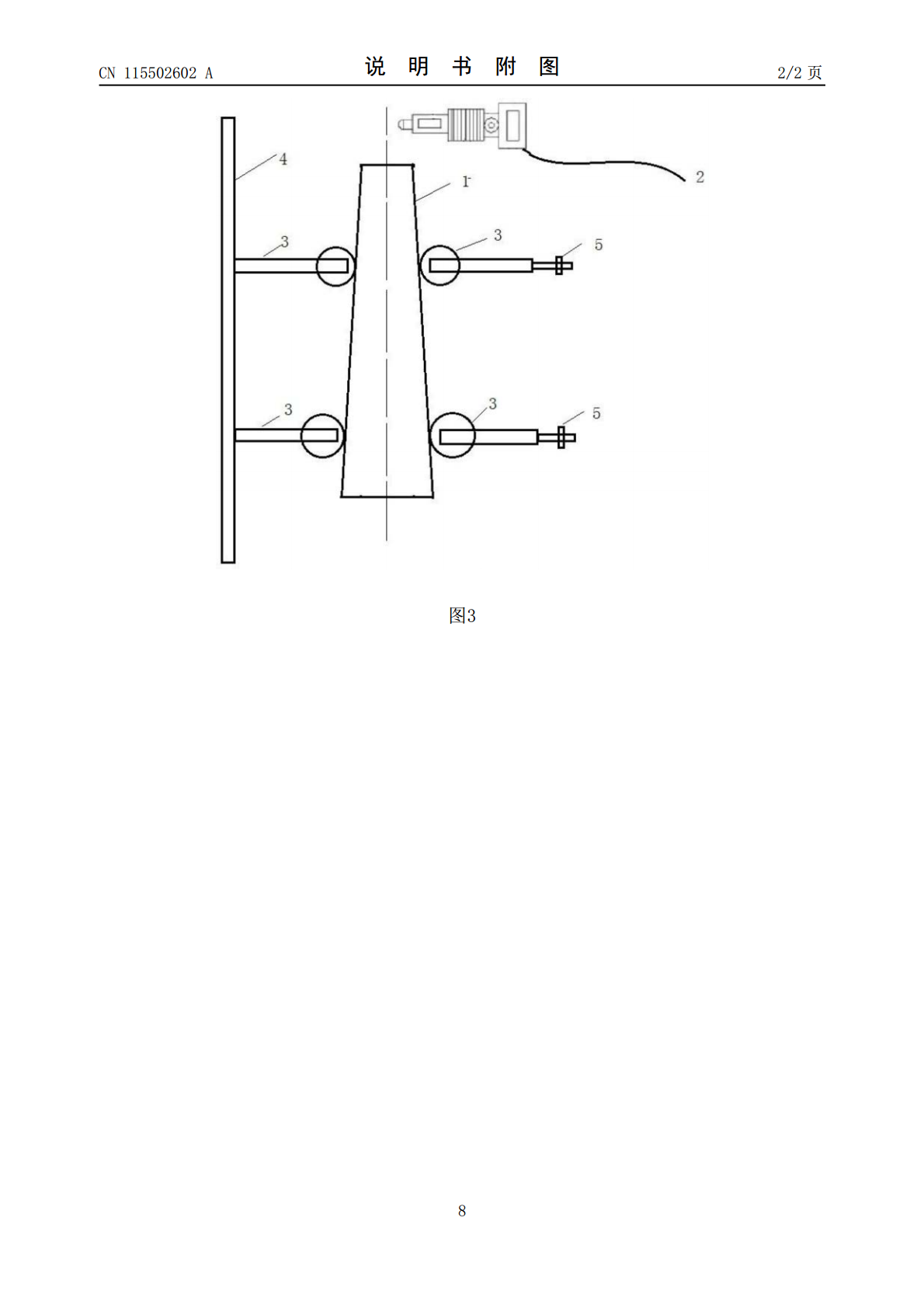
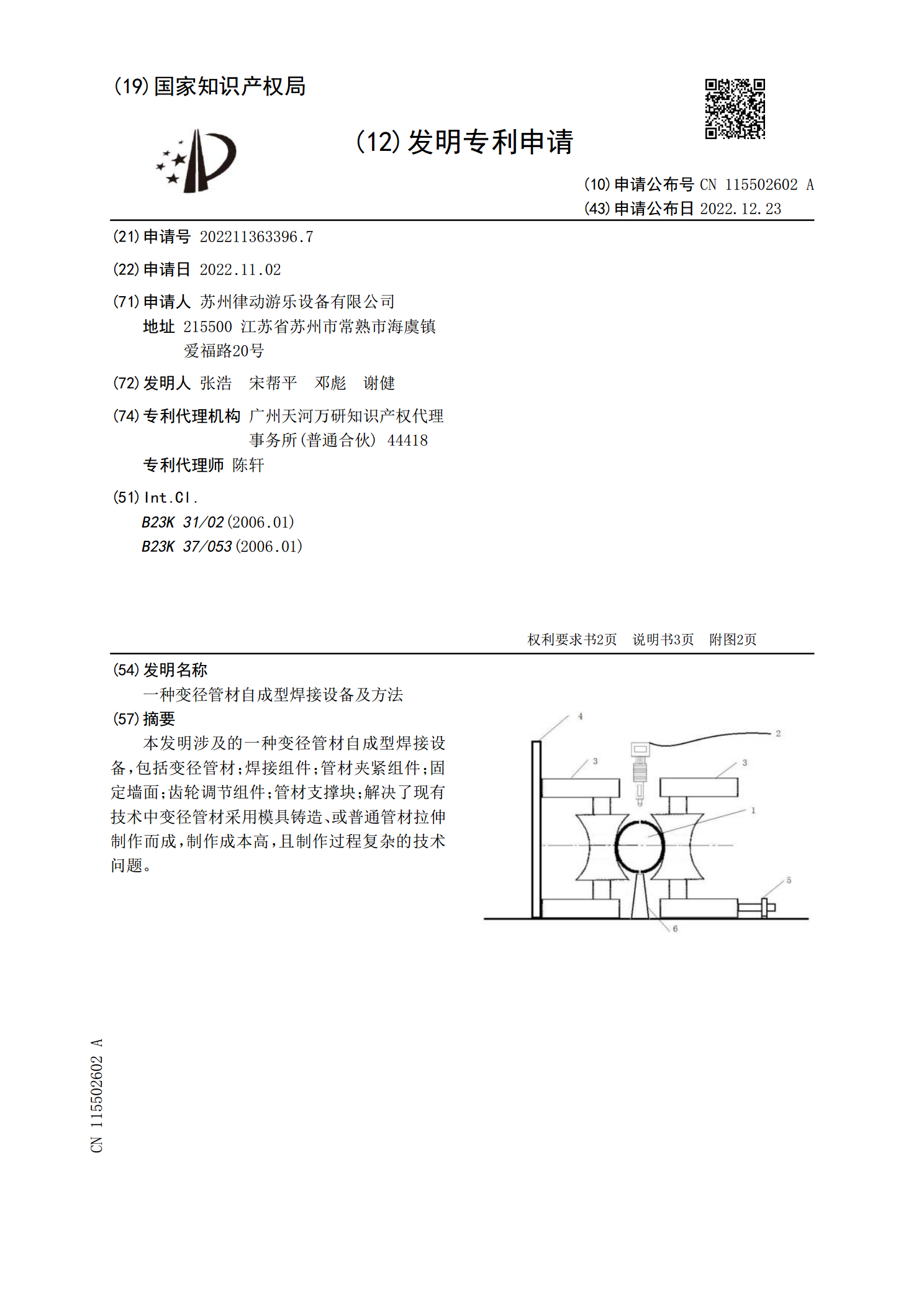
本发明涉及的一种变径管材自成型焊接设备,包括变径管材;焊接组件;管材夹紧组件;固定墙面;齿轮调节组件;管材支撑块;解决了现有技术中变径管材采用模具铸造、或普通管材拉伸制作而成,制作成本高,且制作过程复杂的技术问题。

一种自锁紧变径的机械手的变径方法.pdf
本发明公开了一种自锁紧变径的机械手的变径方法,包括有基座,以及设于基座上的机械臂,所述机械臂自由端设有一个自锁紧变径扳手套筒;与现有技术相比,本发明通过接触头带动第一弹簧顶升拉紧芯轴,使拉紧芯轴带动三个夹爪向中心移动,进而初步夹紧螺钉,然后通过转动外套筒,使外套筒的斜面突起与夹爪的倾斜面贴靠,从而挤压夹爪进一步向中心移动,进而进一步牢牢夹紧螺钉,实现自锁紧,实现夹爪两次变径移动,能够适用不同规格的螺钉拧紧,结构更灵活;另外通过外套筒的斜面突起与夹爪的倾斜面配合,将外套筒的扭力转变为螺钉的夹紧力,从而实现更

一种自锁紧变径扳手套筒及自锁变径方法.pdf
本发明公开了一种自锁紧变径扳手套筒,它包括旋拧头、与旋拧头固定连接的外套筒、浮动座、拉紧芯轴以及三个间隔滑动嵌套在浮动座下端的夹爪,拉紧芯轴的一端伸入浮动座内,拉紧芯轴的另一端设有第三中心孔,在第三中心孔内设有接触头和第一弹簧,拉紧芯轴还套设有第二弹簧,第二弹簧的刚度小于第一弹簧的刚度,三个夹头与拉紧芯轴铰接,外套筒的内壁对应夹爪设置有斜面突起,夹爪的外侧壁对应斜面突起配合设置有倾斜面;本发明能够实现自锁紧以及夹爪两次变径移动,能够适用不同规格的螺钉拧紧,结构更灵活;另外通过外套筒的斜面突起与夹爪的倾斜面
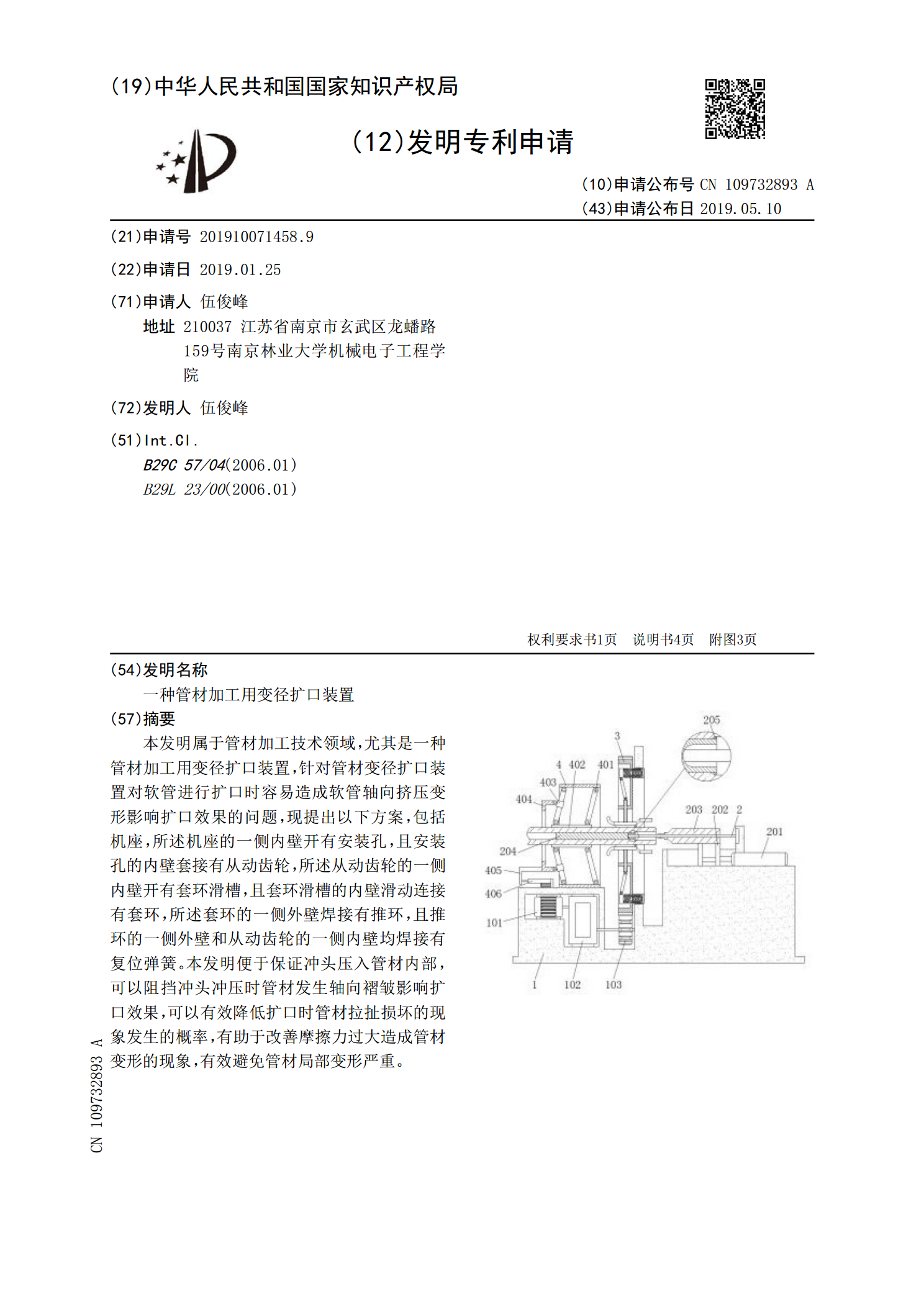
一种管材加工用变径扩口装置.pdf
本发明属于管材加工技术领域,尤其是一种管材加工用变径扩口装置,针对管材变径扩口装置对软管进行扩口时容易造成软管轴向挤压变形影响扩口效果的问题,现提出以下方案,包括机座,所述机座的一侧内壁开有安装孔,且安装孔的内壁套接有从动齿轮,所述从动齿轮的一侧内壁开有套环滑槽,且套环滑槽的内壁滑动连接有套环,所述套环的一侧外壁焊接有推环,且推环的一侧外壁和从动齿轮的一侧内壁均焊接有复位弹簧。本发明便于保证冲头压入管材内部,可以阻挡冲头冲压时管材发生轴向褶皱影响扩口效果,可以有效降低扩口时管材拉扯损坏的现象发生的概率,有
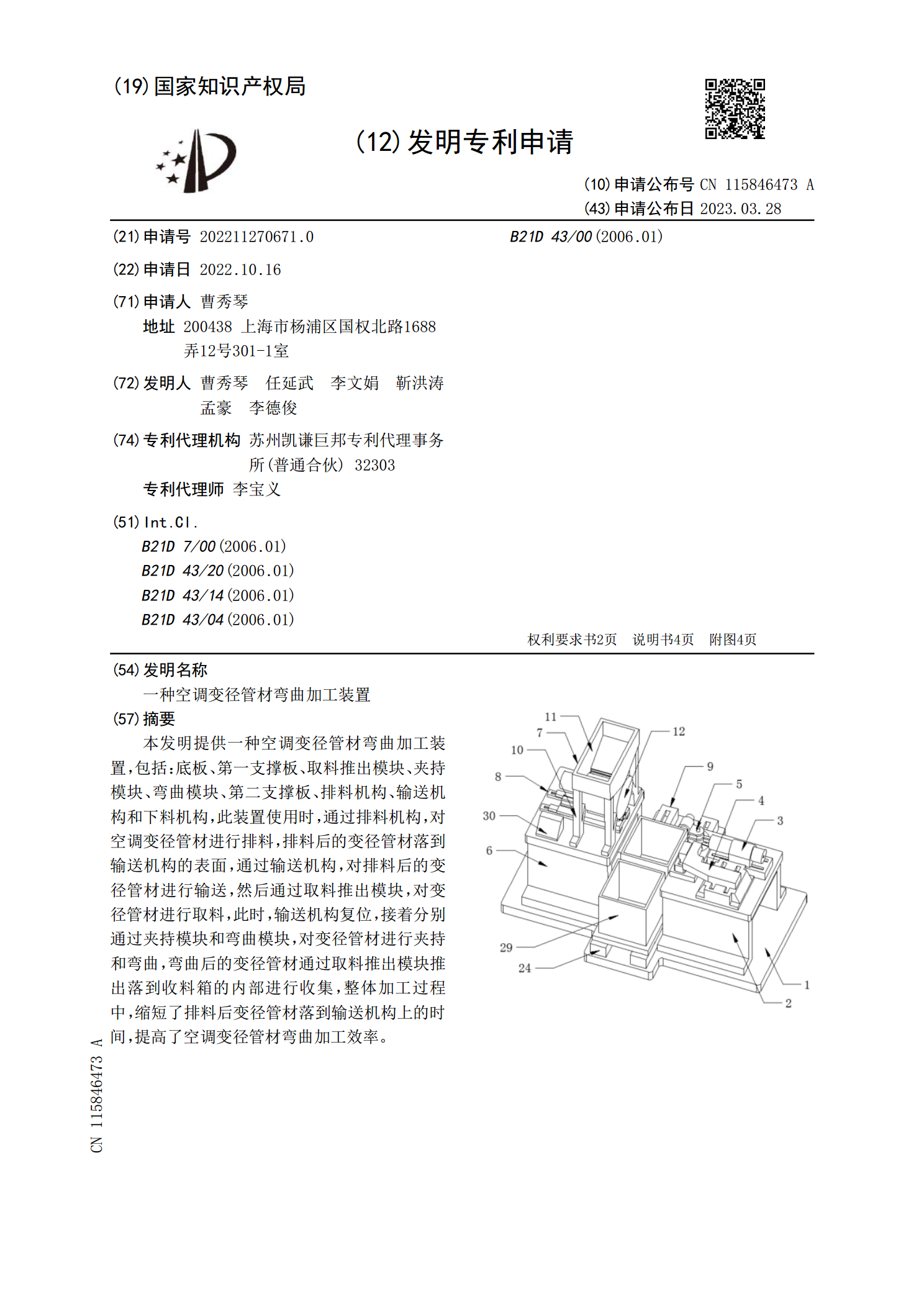
一种空调变径管材弯曲加工装置.pdf
本发明提供一种空调变径管材弯曲加工装置,包括:底板、第一支撑板、取料推出模块、夹持模块、弯曲模块、第二支撑板、排料机构、输送机构和下料机构,此装置使用时,通过排料机构,对空调变径管材进行排料,排料后的变径管材落到输送机构的表面,通过输送机构,对排料后的变径管材进行输送,然后通过取料推出模块,对变径管材进行取料,此时,输送机构复位,接着分别通过夹持模块和弯曲模块,对变径管材进行夹持和弯曲,弯曲后的变径管材通过取料推出模块推出落到收料箱的内部进行收集,整体加工过程中,缩短了排料后变径管材落到输送机构上的时间,