
消除单晶空心涡轮叶片再结晶的方法.pdf

波峻****99

1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
消除单晶空心涡轮叶片再结晶的方法.pdf
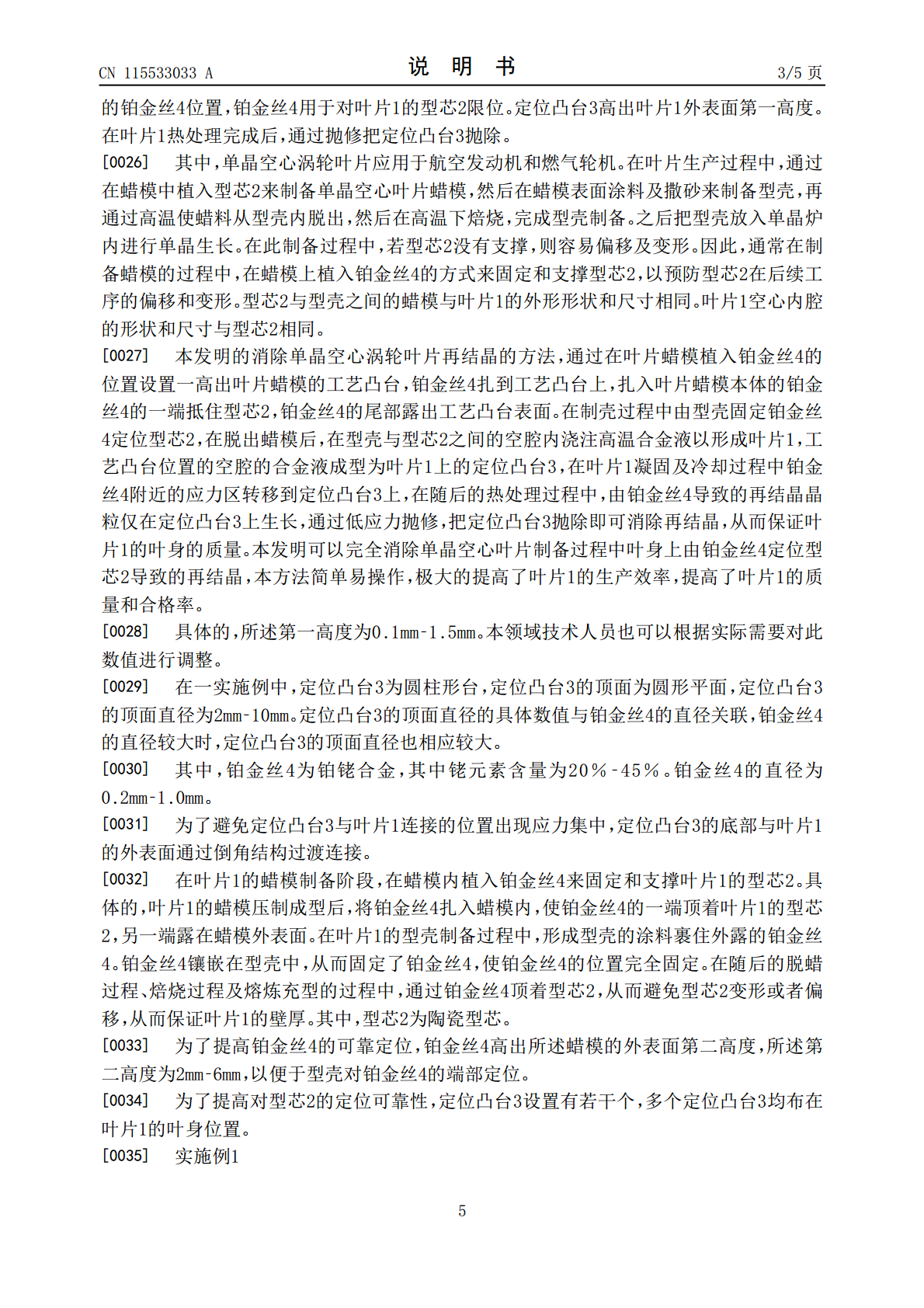
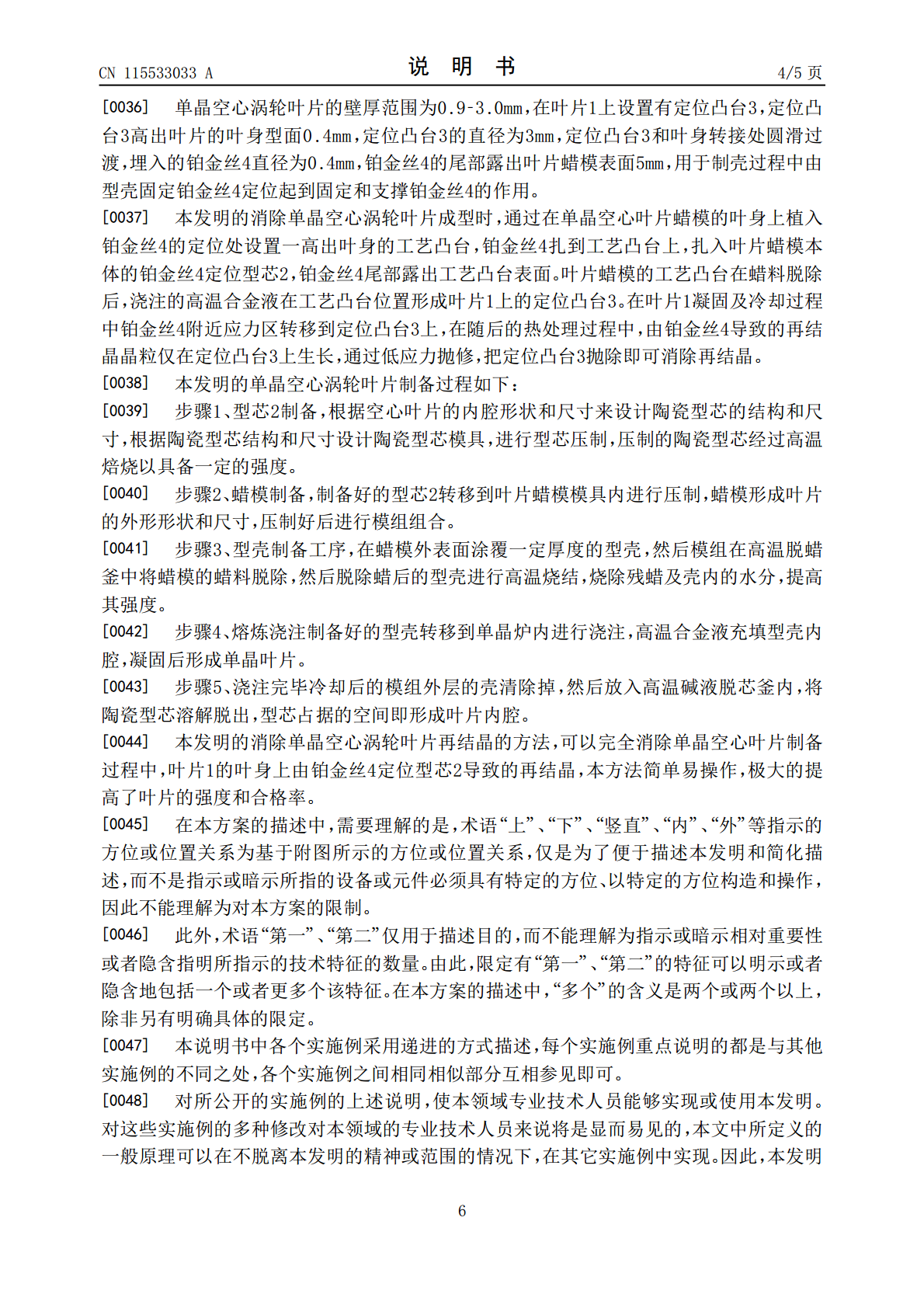
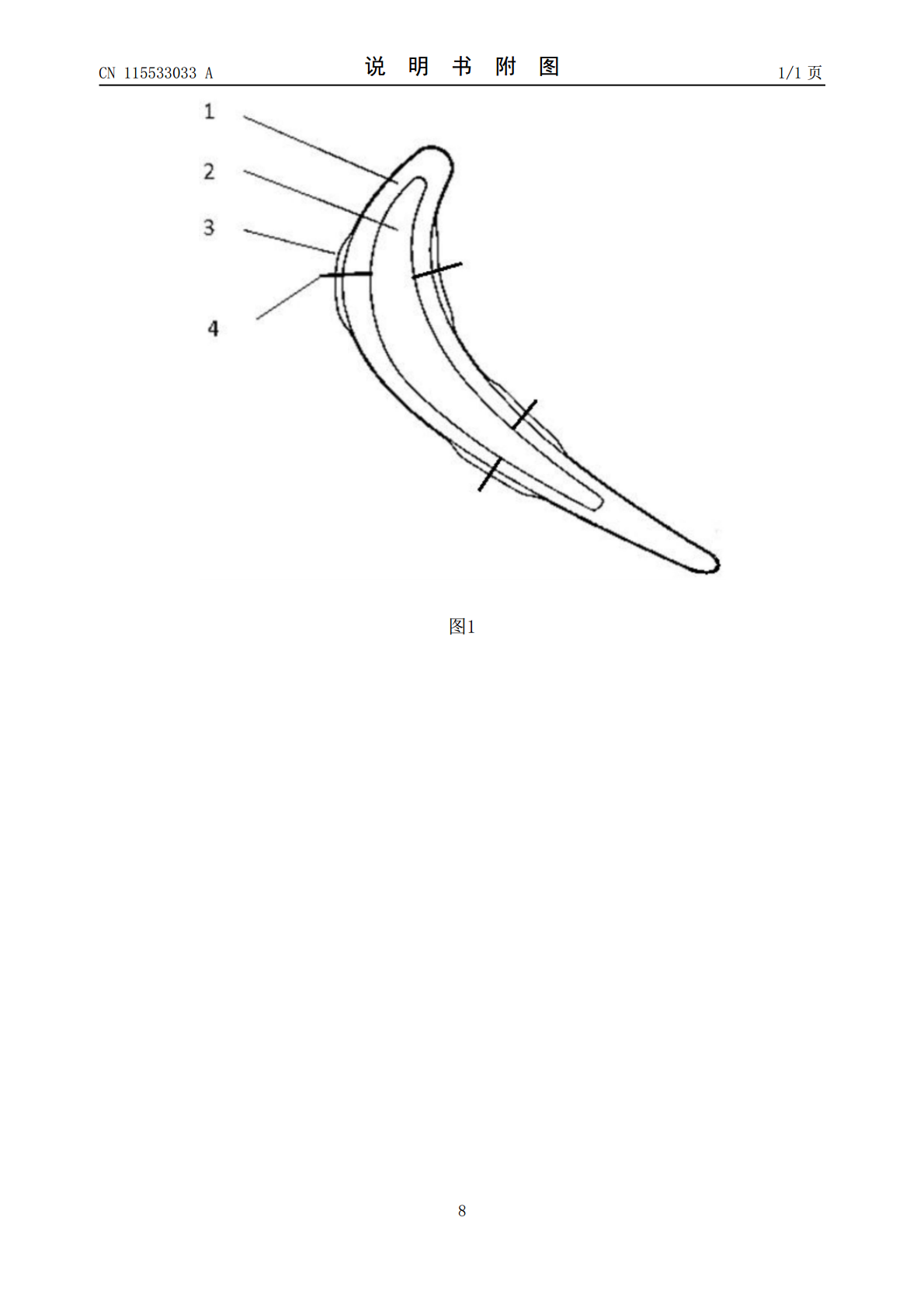
本发明公开了一种消除单晶空心涡轮叶片再结晶的方法,在叶片的外表面与所述叶片一体成型有定位凸台,所述定位凸台设置在所述叶片成型过程中用于限位的铂金丝位置,所述铂金丝用于对所述叶片的型芯限位;所述定位凸台高出所述叶片外表面第一高度;在所述叶片热处理完成后,通过抛修把所述定位凸台抛除。本发明的消除单晶空心涡轮叶片再结晶的方法,消除了单晶空心叶片制备过程中叶身上由铂金丝定位型芯导致的再结晶,提高了叶片的质量和叶片合格率。
一种去除单晶高温合金涡轮叶片再结晶的方法.pdf
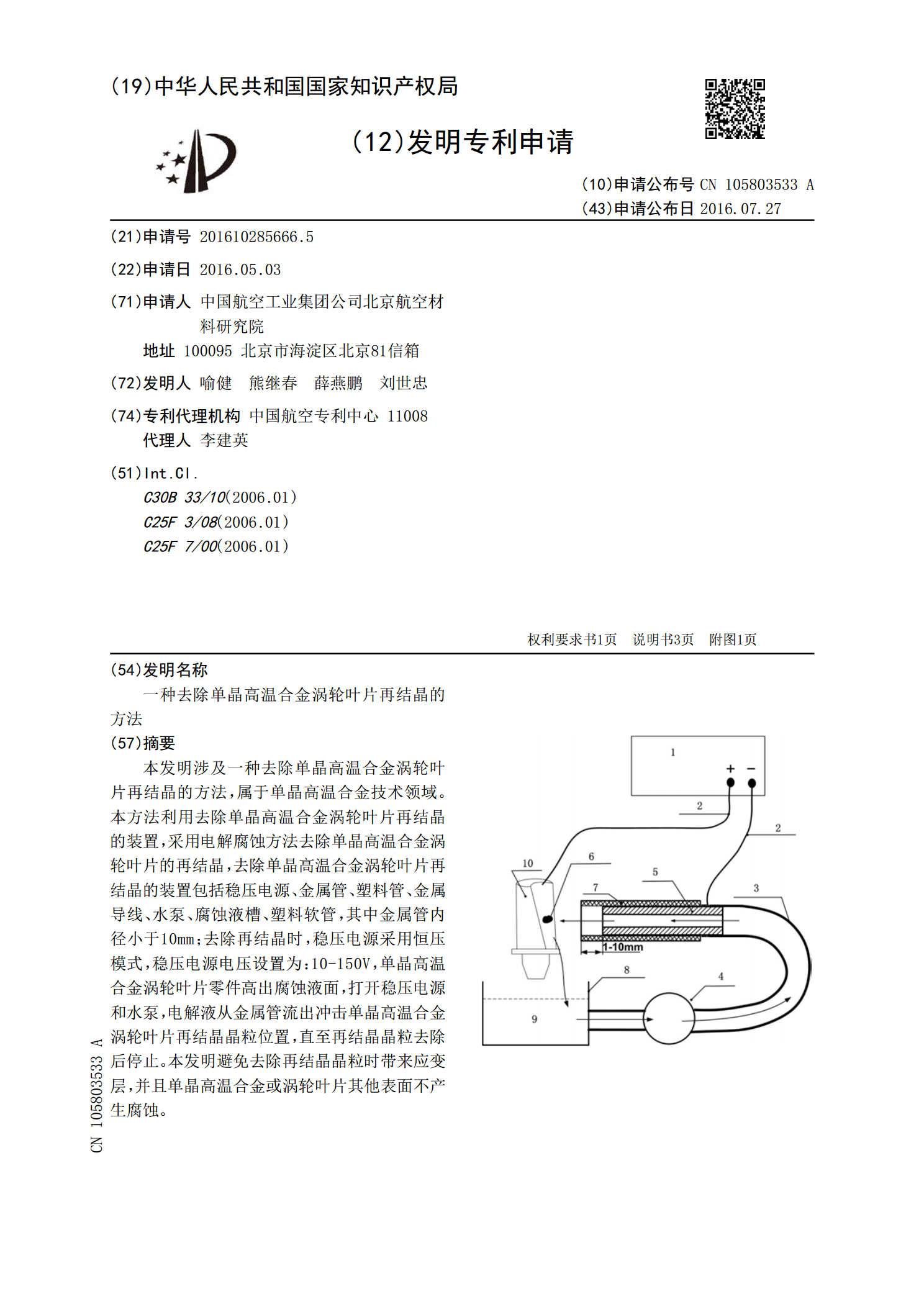
本发明涉及一种去除单晶高温合金涡轮叶片再结晶的方法,属于单晶高温合金技术领域。本方法利用去除单晶高温合金涡轮叶片再结晶的装置,采用电解腐蚀方法去除单晶高温合金涡轮叶片的再结晶,去除单晶高温合金涡轮叶片再结晶的装置包括稳压电源、金属管、塑料管、金属导线、水泵、腐蚀液槽、塑料软管,其中金属管内径小于10mm;去除再结晶时,稳压电源采用恒压模式,稳压电源电压设置为:10?150V,单晶高温合金涡轮叶片零件高出腐蚀液面,打开稳压电源和水泵,电解液从金属管流出冲击单晶高温合金涡轮叶片再结晶晶粒位置,直至再结晶晶粒去
一种无冠空心单晶涡轮叶片叶尖加载方法.pdf
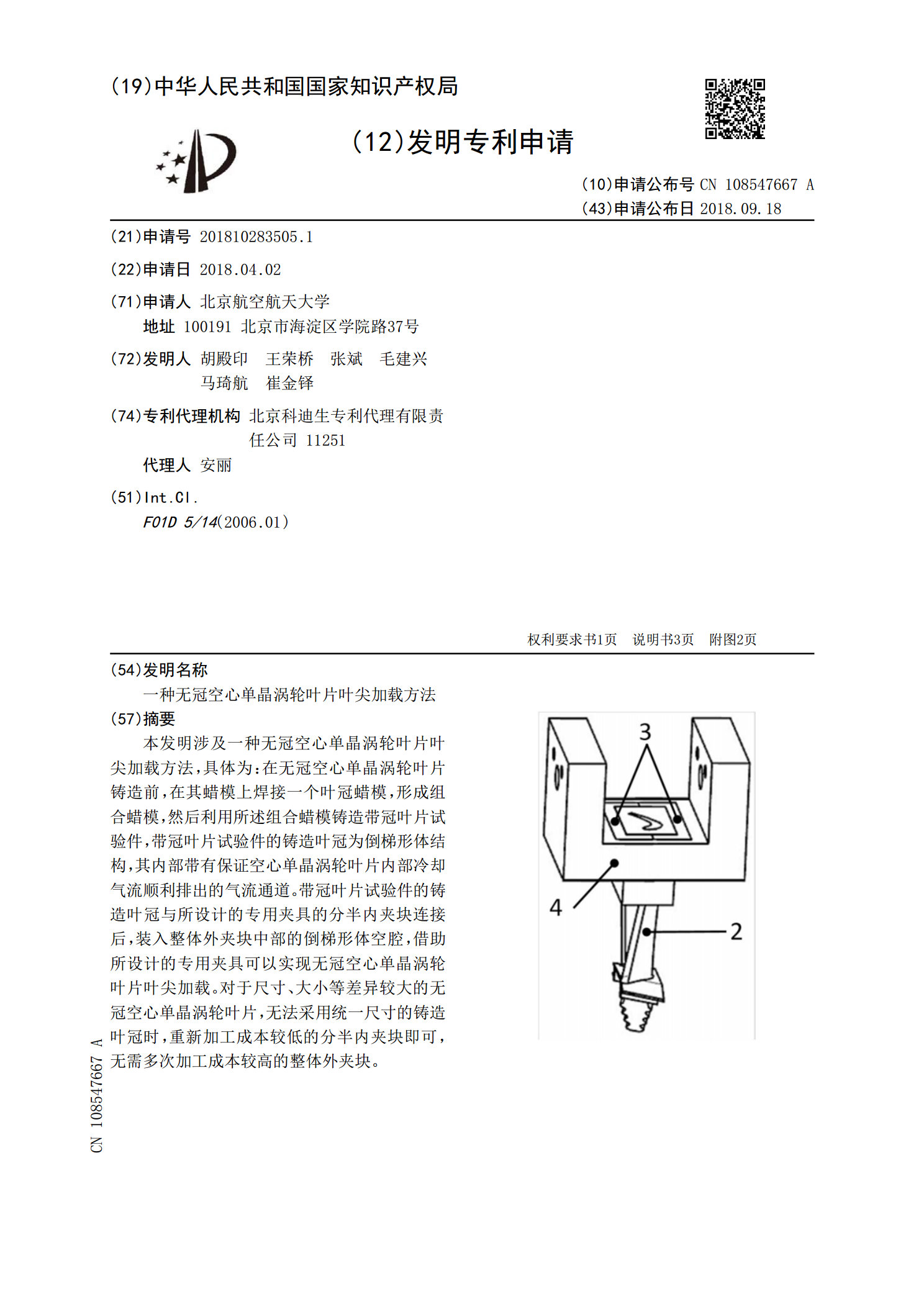
本发明涉及一种无冠空心单晶涡轮叶片叶尖加载方法,具体为:在无冠空心单晶涡轮叶片铸造前,在其蜡模上焊接一个叶冠蜡模,形成组合蜡模,然后利用所述组合蜡模铸造带冠叶片试验件,带冠叶片试验件的铸造叶冠为倒梯形体结构,其内部带有保证空心单晶涡轮叶片内部冷却气流顺利排出的气流通道。带冠叶片试验件的铸造叶冠与所设计的专用夹具的分半内夹块连接后,装入整体外夹块中部的倒梯形体空腔,借助所设计的专用夹具可以实现无冠空心单晶涡轮叶片叶尖加载。对于尺寸、大小等差异较大的无冠空心单晶涡轮叶片,无法采用统一尺寸的铸造叶冠时,重新加工
一种空心单晶涡轮工作叶片外形尺寸精确控制的方法.pdf
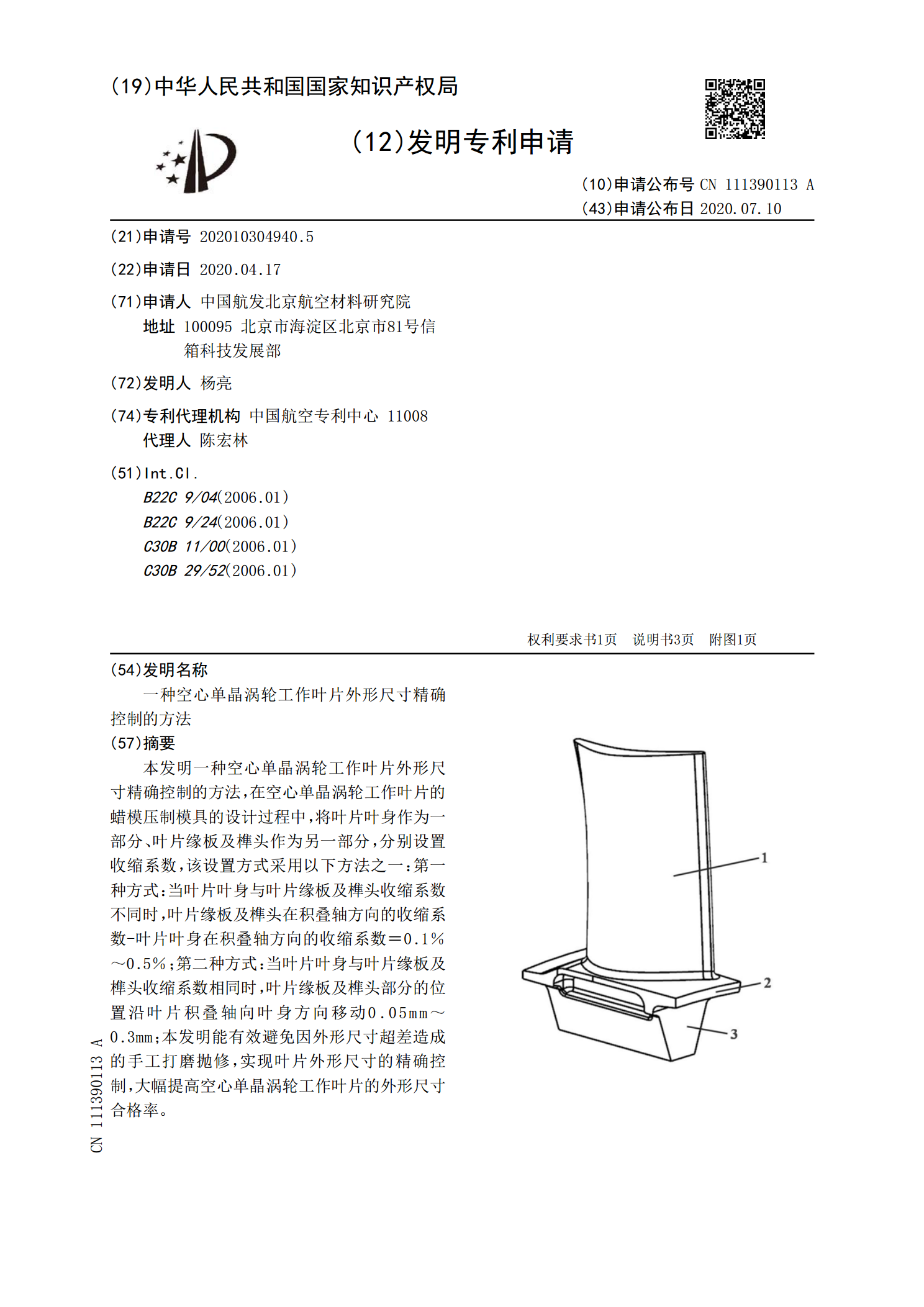
本发明一种空心单晶涡轮工作叶片外形尺寸精确控制的方法,在空心单晶涡轮工作叶片的蜡模压制模具的设计过程中,将叶片叶身作为一部分、叶片缘板及榫头作为另一部分,分别设置收缩系数,该设置方式采用以下方法之一:第一种方式:当叶片叶身与叶片缘板及榫头收缩系数不同时,叶片缘板及榫头在积叠轴方向的收缩系数‑叶片叶身在积叠轴方向的收缩系数=0.1%~0.5%;第二种方式:当叶片叶身与叶片缘板及榫头收缩系数相同时,叶片缘板及榫头部分的位置沿叶片积叠轴向叶身方向移动0.05mm~0.3mm;本发明能有效避免因外形尺寸超差造成的
一种基于光固化技术单晶双层壁空心涡轮叶片的制备方法.pdf
本发明涉及精密铸造领域,具体为一种基于光固化技术单晶双层壁空心涡轮叶片的制备方法。第一步配制高固相含量、高打印性能、同时流动沉降性能更稳定优异的硅基陶瓷型芯浆料;第二步根据需要获得的单晶空心双层壁发动机叶片得到复杂双层壁硅基陶瓷型芯的三维模型,将型芯三维模型进行切片处理并进行光固化3D打印路径编程;第三步将型芯的STL文件导入光固化3D打印机中,并结合第一步配制好的硅基陶瓷型芯浆料进行逐层打印,获得光固化双层壁型芯素坯;第四步将型芯素坯进行干燥、烧结工艺,获得光固化3D打印的复杂双层壁硅基陶瓷型芯;第五步