
一种磨轮及利用夹具对磨轮进行磨齿钎焊的工艺.pdf

爱欢****23

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种磨轮及利用夹具对磨轮进行磨齿钎焊的工艺.pdf
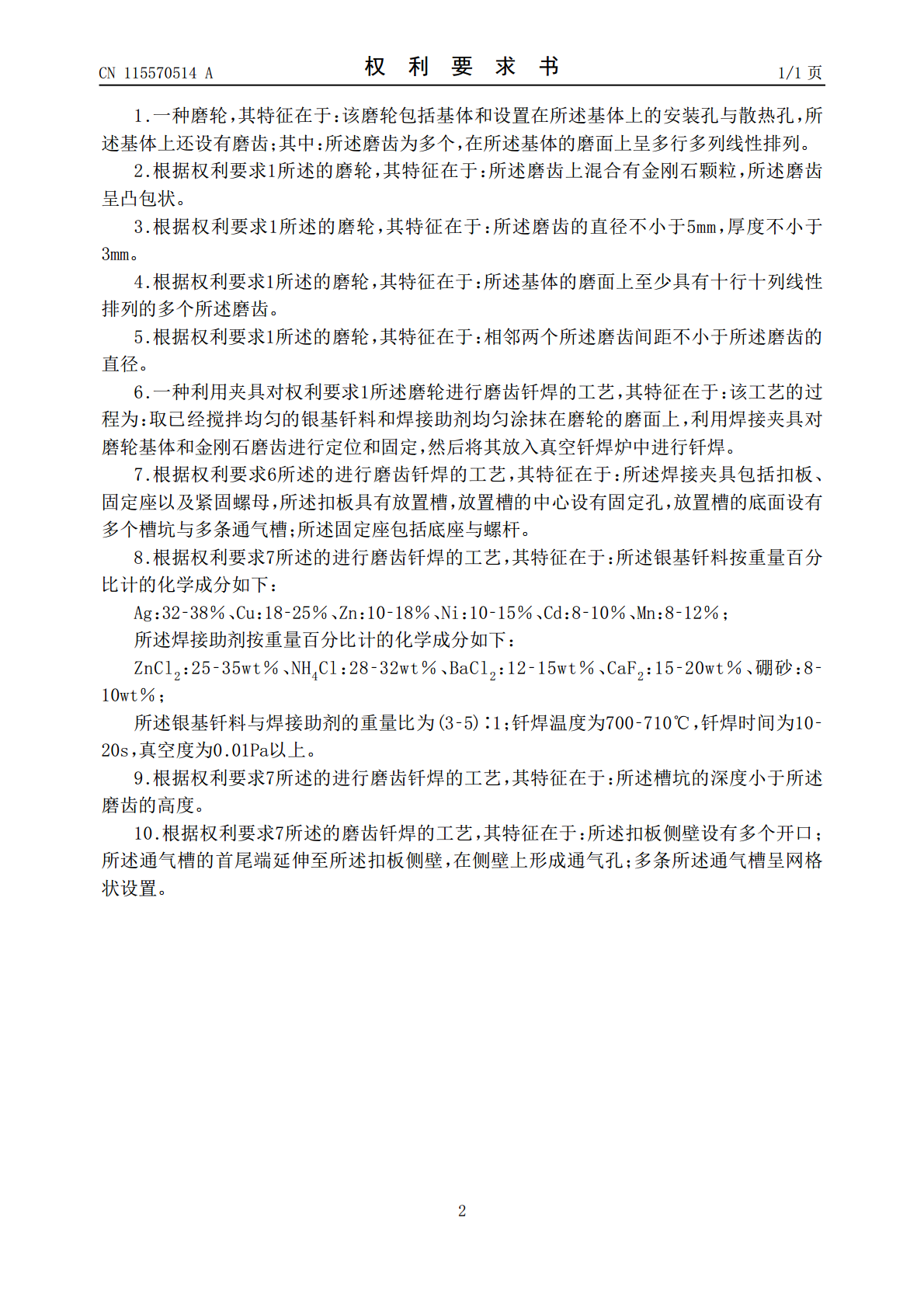
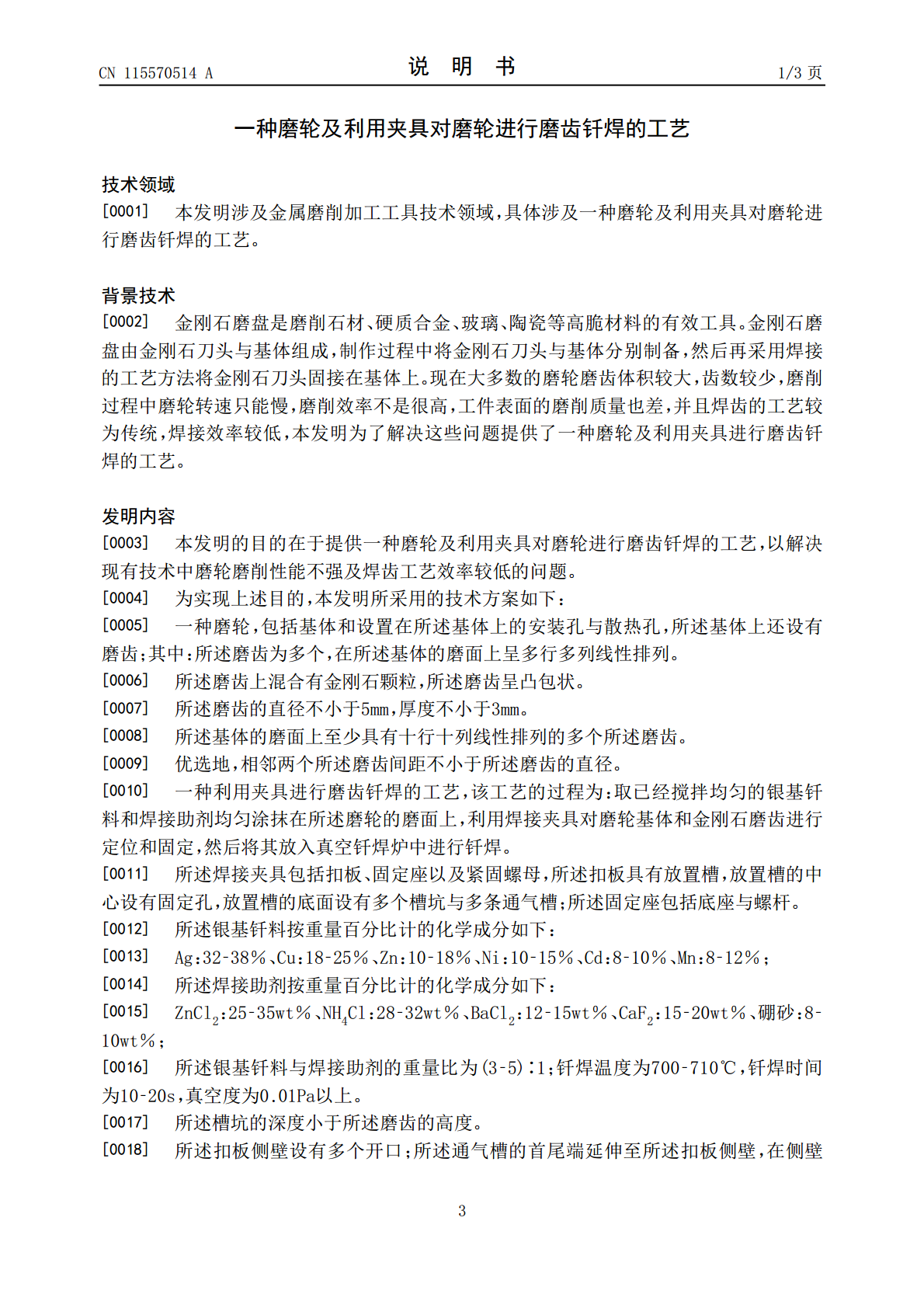
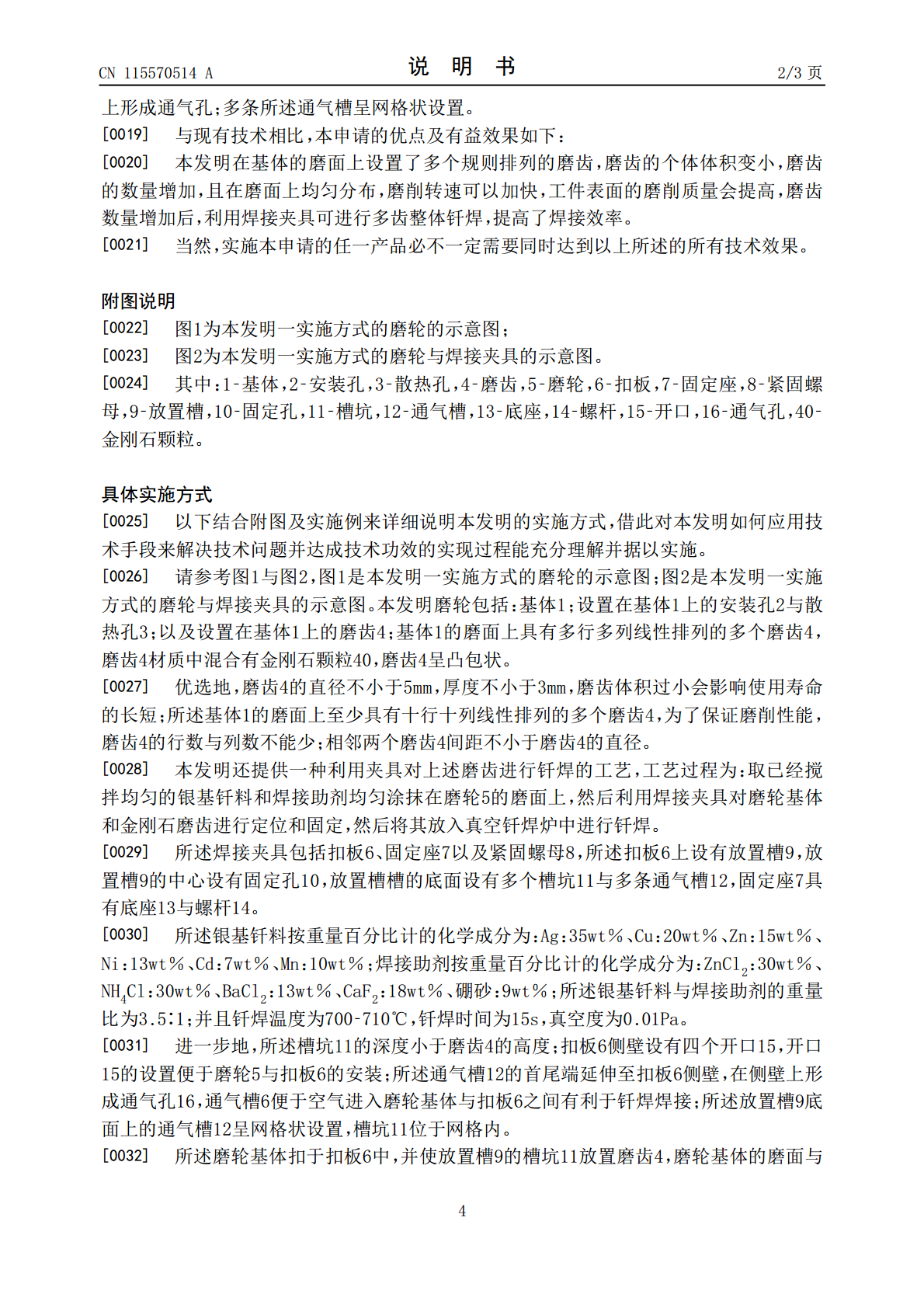
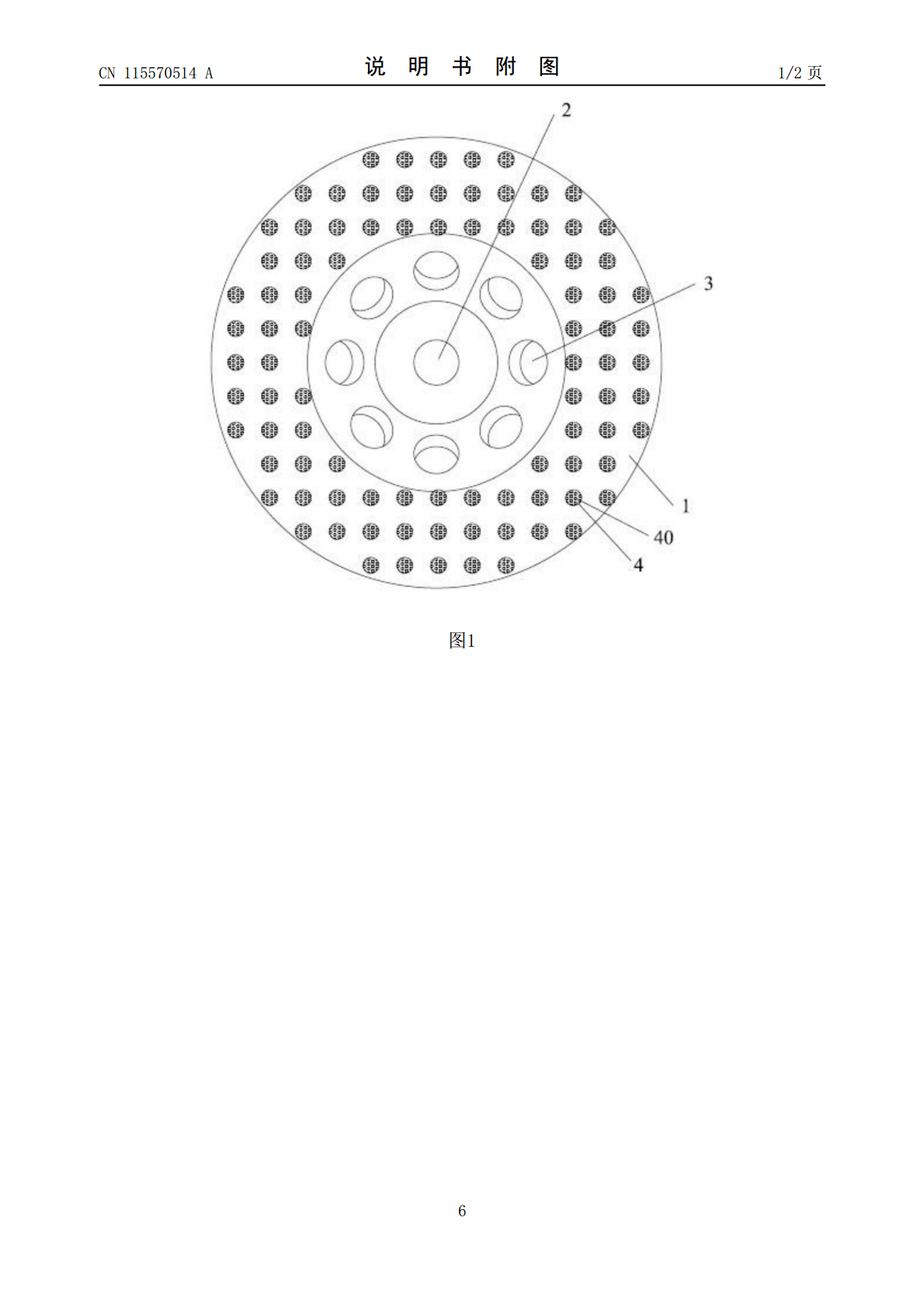
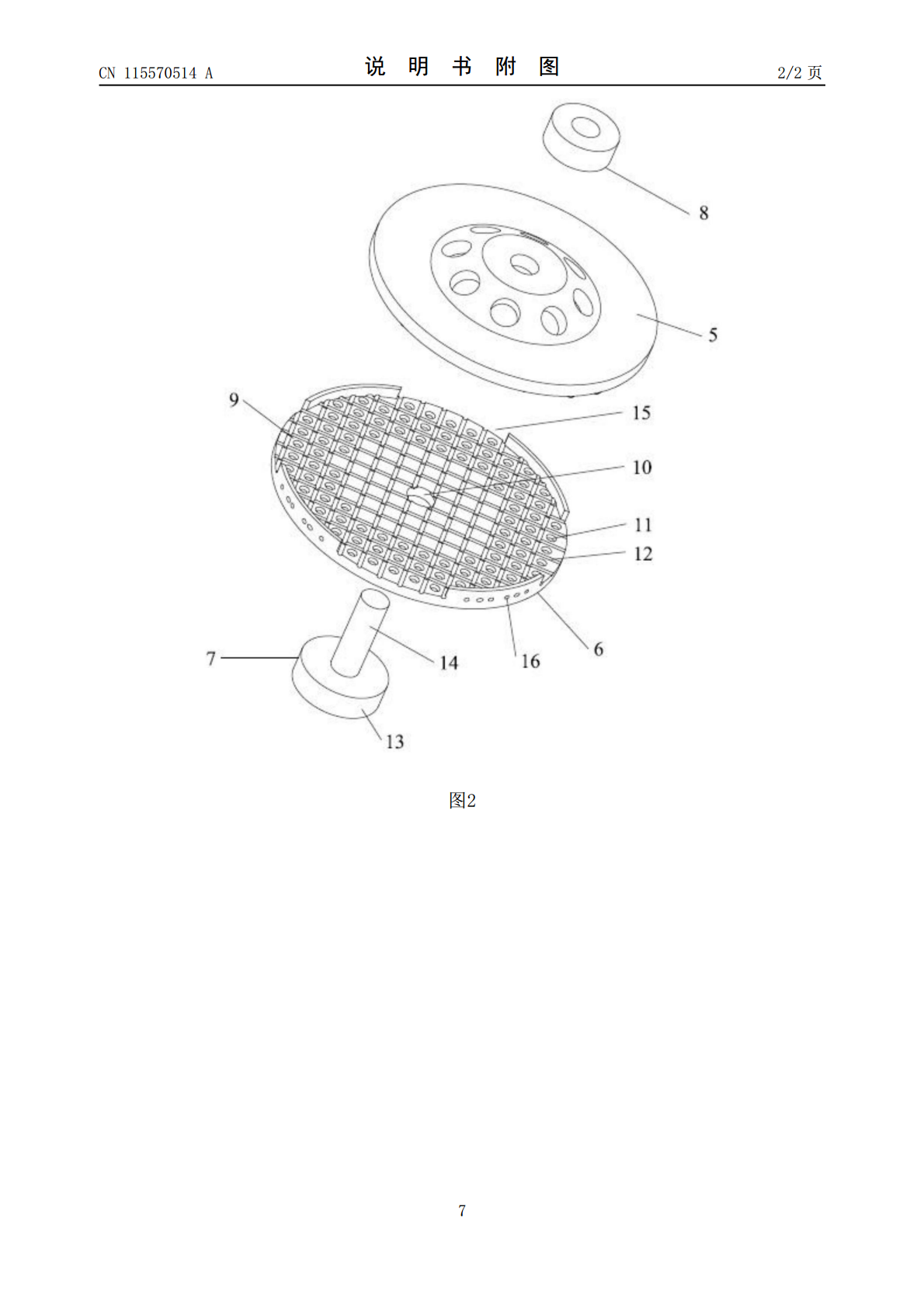
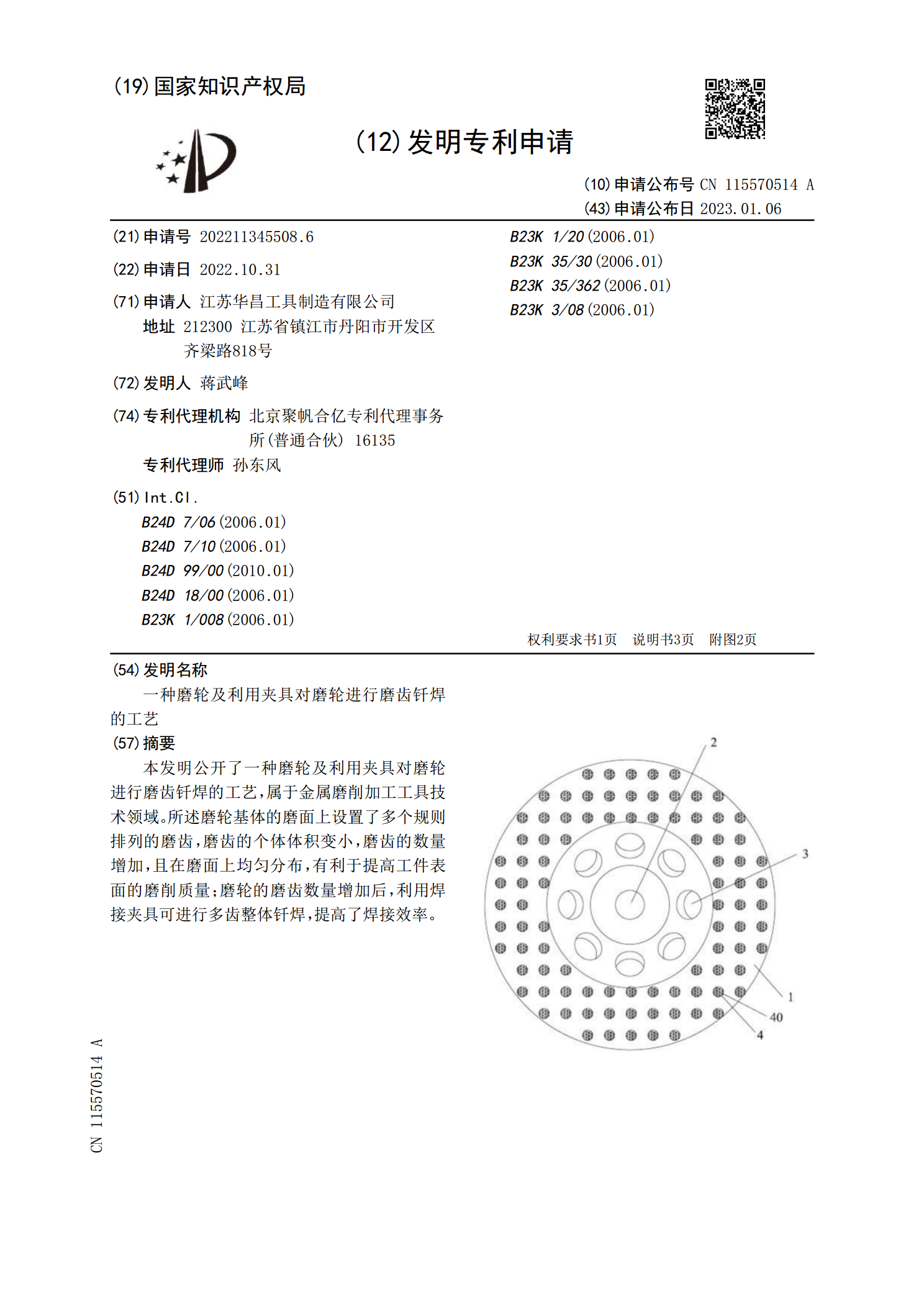
本发明公开了一种磨轮及利用夹具对磨轮进行磨齿钎焊的工艺,属于金属磨削加工工具技术领域。所述磨轮基体的磨面上设置了多个规则排列的磨齿,磨齿的个体体积变小,磨齿的数量增加,且在磨面上均匀分布,有利于提高工件表面的磨削质量;磨轮的磨齿数量增加后,利用焊接夹具可进行多齿整体钎焊,提高了焊接效率。

锥齿大轮磨孔夹具.pdf
锥齿大轮磨孔夹具,它由浮动钢球、压板、拉杆、底座、木体、连接板和柄部组成,底座上固定木体,木体的内圈止口中设浮动钢球,钢球由固定于本体上的铁皮包盖住:柄部由底座中心穿进,与连接板中心相连,连接板的圆周三等分角度上纵向固定拉杆,拉杆穿过本体,分别连接压板。本夹具提高齿轮加工的精度,结构简单,可靠性好。

一种磨轮及使用该磨轮的抛光工艺.pdf
一种磨轮及该磨轮的抛光工艺,包括酚醛树脂、生成聚氨酯弹性料的单体、硅盐、白炭黑、磨料,其中酚醛树脂用量为6—13重量份、生成聚氨酯弹性料的单体为12—30重量份、硅盐3—10重量份、白炭黑1—4重量份、磨料50—70重量份;先将酚醛树脂、硅盐、磨料混合,然后用水淋湿,以便进行酸碱中和反应,生成凝胶;将生成聚氨酯弹性料的单体及白炭黑混合均匀后,马上加入凝胶,搅拌均匀,并将搅拌均匀的物料注入模具成型,即得到磨轮。本发明与已有技术相比,具有既具有工件表面磨平的功能,又有镜面抛光功能的优点。

磨齿涨夹具.pdf
本发明公开一种磨齿涨夹具,目的是解决上述问题。本发明采用定位心轴⑶和涨紧套⑴两部分涨紧组合结构;定位心轴⑶中部的心轴定位面是锥度为1:20的外锥面;涨紧套⑴为5mm薄壁套,薄壁套内为轴向槽口,槽口的内孔是锥度为1:20的锥孔;把工件⑵套装在涨紧套⑴外定位表面上。再将装着工件⑵的涨紧套⑴的锥孔安插在定位心轴⑶外锥面上,用力插紧压实,使涨紧套⑴槽口张大使外径涨大,从而夹紧工件⑵。本发明有益处在于:结构简单、工件安装、拆卸都比较方便;齿轮磨削后精度达到图纸要求,磨齿效率高。
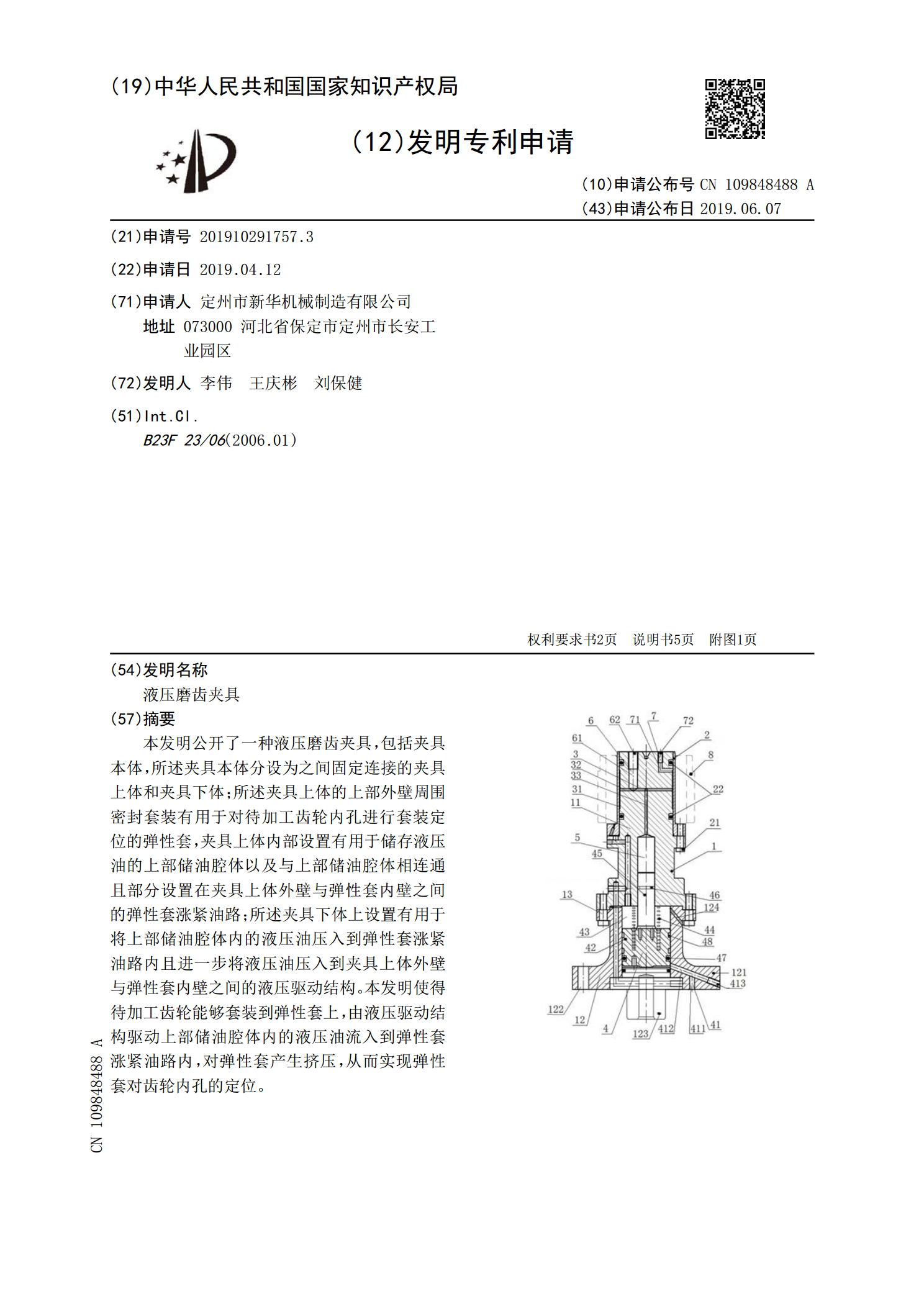
液压磨齿夹具.pdf
本发明公开了一种液压磨齿夹具,包括夹具本体,所述夹具本体分设为之间固定连接的夹具上体和夹具下体;所述夹具上体的上部外壁周围密封套装有用于对待加工齿轮内孔进行套装定位的弹性套,夹具上体内部设置有用于储存液压油的上部储油腔体以及与上部储油腔体相连通且部分设置在夹具上体外壁与弹性套内壁之间的弹性套涨紧油路;所述夹具下体上设置有用于将上部储油腔体内的液压油压入到弹性套涨紧油路内且进一步将液压油压入到夹具上体外壁与弹性套内壁之间的液压驱动结构。本发明使得待加工齿轮能够套装到弹性套上,由液压驱动结构驱动上部储油腔体内