
空腔阀芯加工方法.pdf

书生****aa


1/7

2/7

3/7
4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
空腔阀芯加工方法.pdf
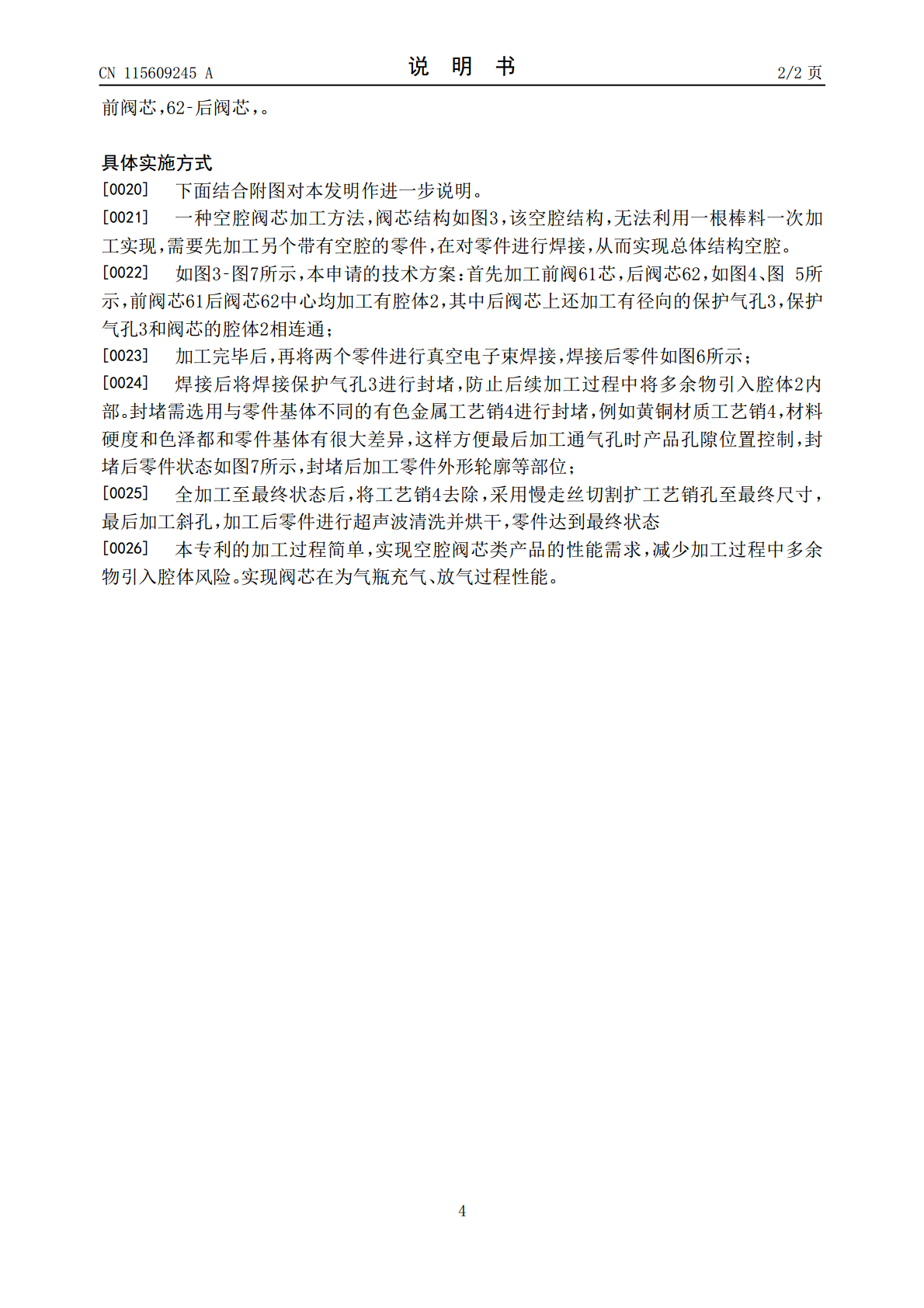
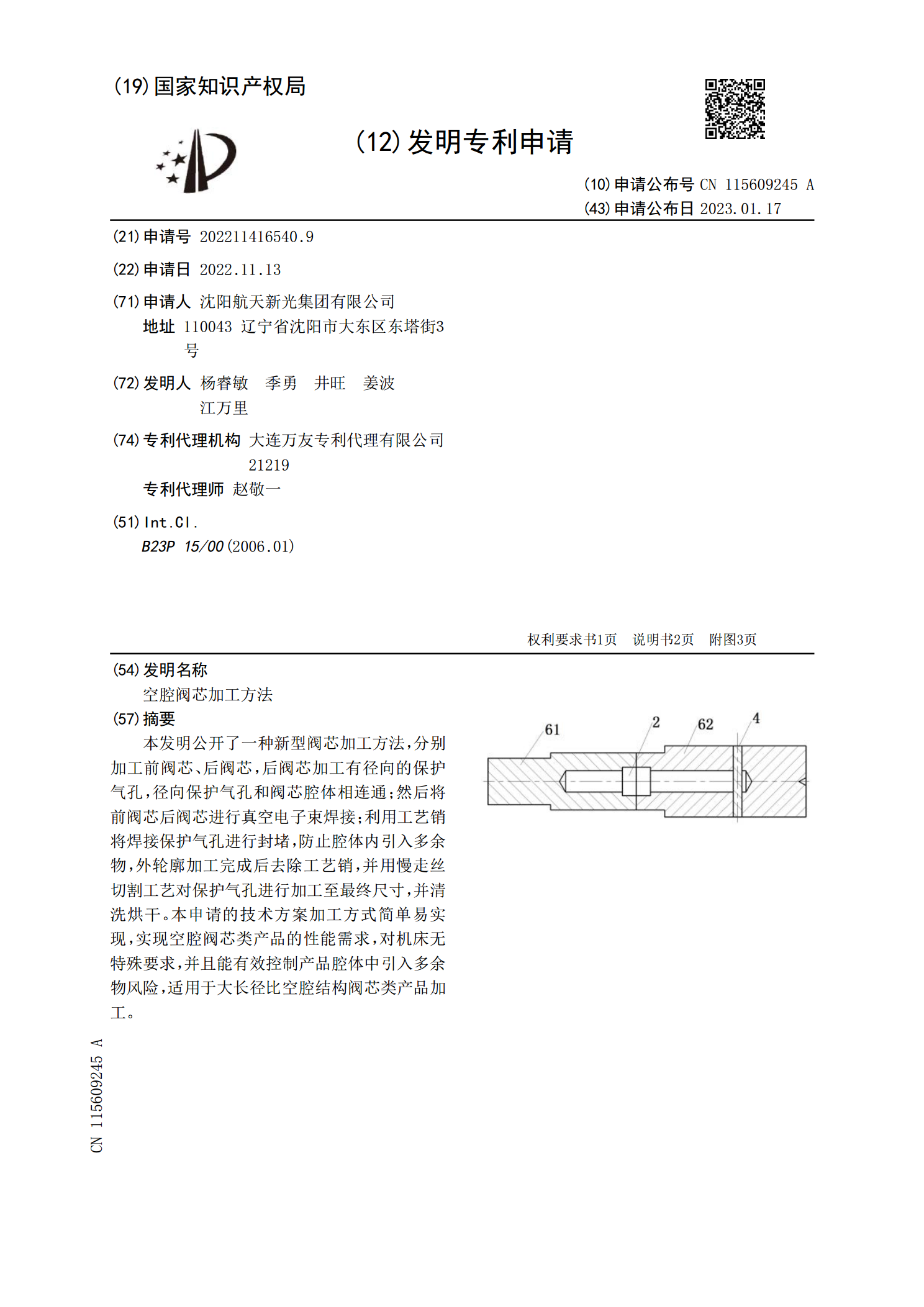
本发明公开了一种新型阀芯加工方法,分别加工前阀芯、后阀芯,后阀芯加工有径向的保护气孔,径向保护气孔和阀芯腔体相连通;然后将前阀芯后阀芯进行真空电子束焊接;利用工艺销将焊接保护气孔进行封堵,防止腔体内引入多余物,外轮廓加工完成后去除工艺销,并用慢走丝切割工艺对保护气孔进行加工至最终尺寸,并清洗烘干。本申请的技术方案加工方式简单易实现,实现空腔阀芯类产品的性能需求,对机床无特殊要求,并且能有效控制产品腔体中引入多余物风险,适用于大长径比空腔结构阀芯类产品加工。

一种换向阀阀芯的加工方法.pdf
本发明公开了一种换向阀阀芯的加工方法,包括以下步骤:1)根据换向阀尺寸锯取坯料;2)对坯料进行热处理,先进行退火,然后进行淬火及高温回火;3)对热处理后的坯料进行粗加工,粗车外圆,钻内孔,单边的留加工余量为1.6-1.9mm,制取阀芯半成品;4)对阀芯半成品进行精加工,精加工外圆、内孔;同时加工槽、螺纹及倒角;5)钻端面安装孔及圆周均布过液孔同时去除交叉口毛刺;6)对精加工后的制件进行发黑处理、镀锌处理或镀铬处理;7)制成阀芯成品,包装入库。本发明加工方法完善,通过该方法制备出的阀芯质量好,提高了换向阀的
碳化硅球阀阀芯加工方法.pdf
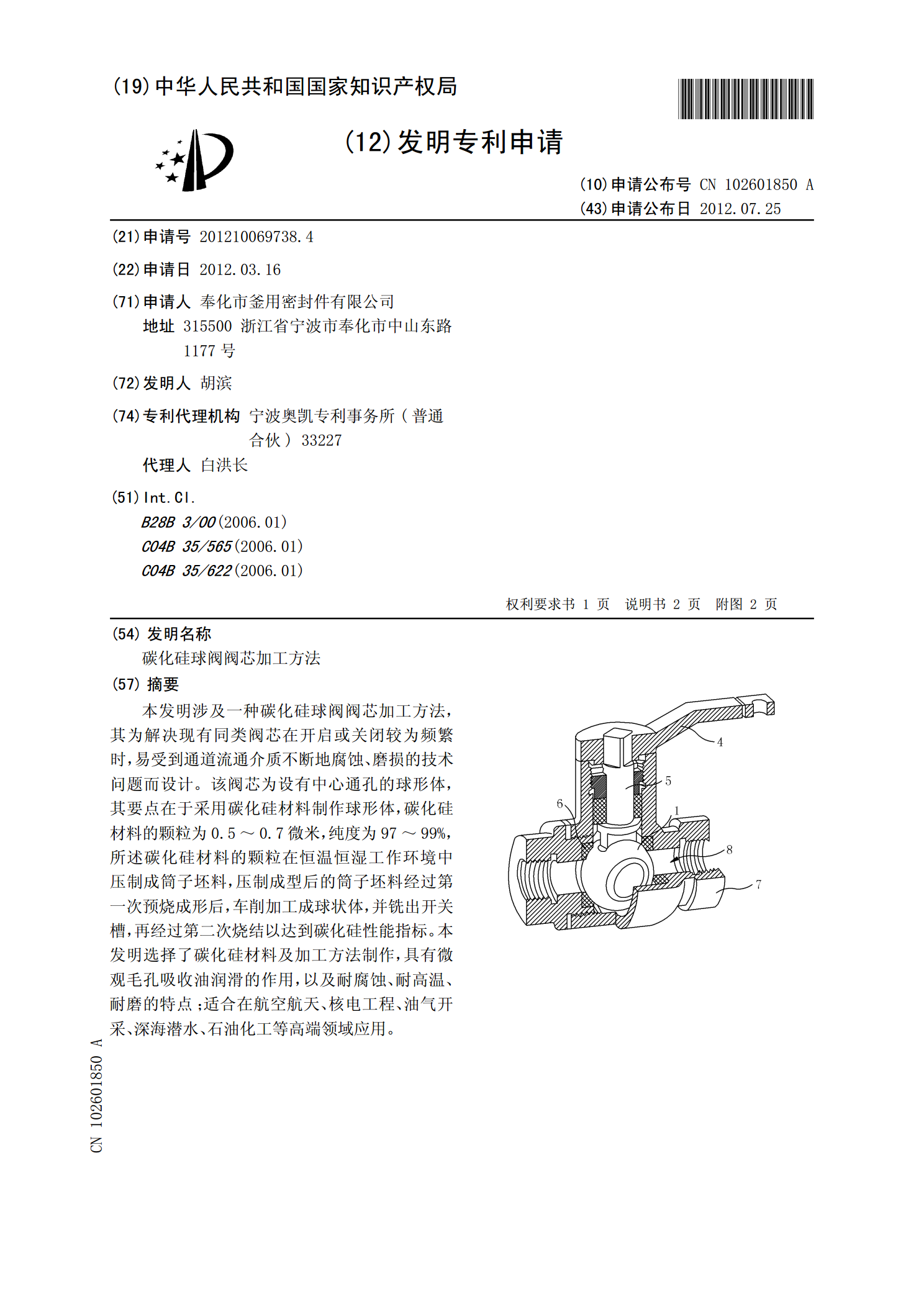
本发明涉及一种碳化硅球阀阀芯加工方法,其为解决现有同类阀芯在开启或关闭较为频繁时,易受到通道流通介质不断地腐蚀、磨损的技术问题而设计。该阀芯为设有中心通孔的球形体,其要点在于采用碳化硅材料制作球形体,碳化硅材料的颗粒为0.5~0.7微米,纯度为97~99%,所述碳化硅材料的颗粒在恒温恒湿工作环境中压制成筒子坯料,压制成型后的筒子坯料经过第一次预烧成形后,车削加工成球状体,并铣出开关槽,再经过第二次烧结以达到碳化硅性能指标。本发明选择了碳化硅材料及加工方法制作,具有微观毛孔吸收油润滑的作用,以及耐腐蚀、耐高
一种球阀阀芯加工设备及其加工方法.pdf
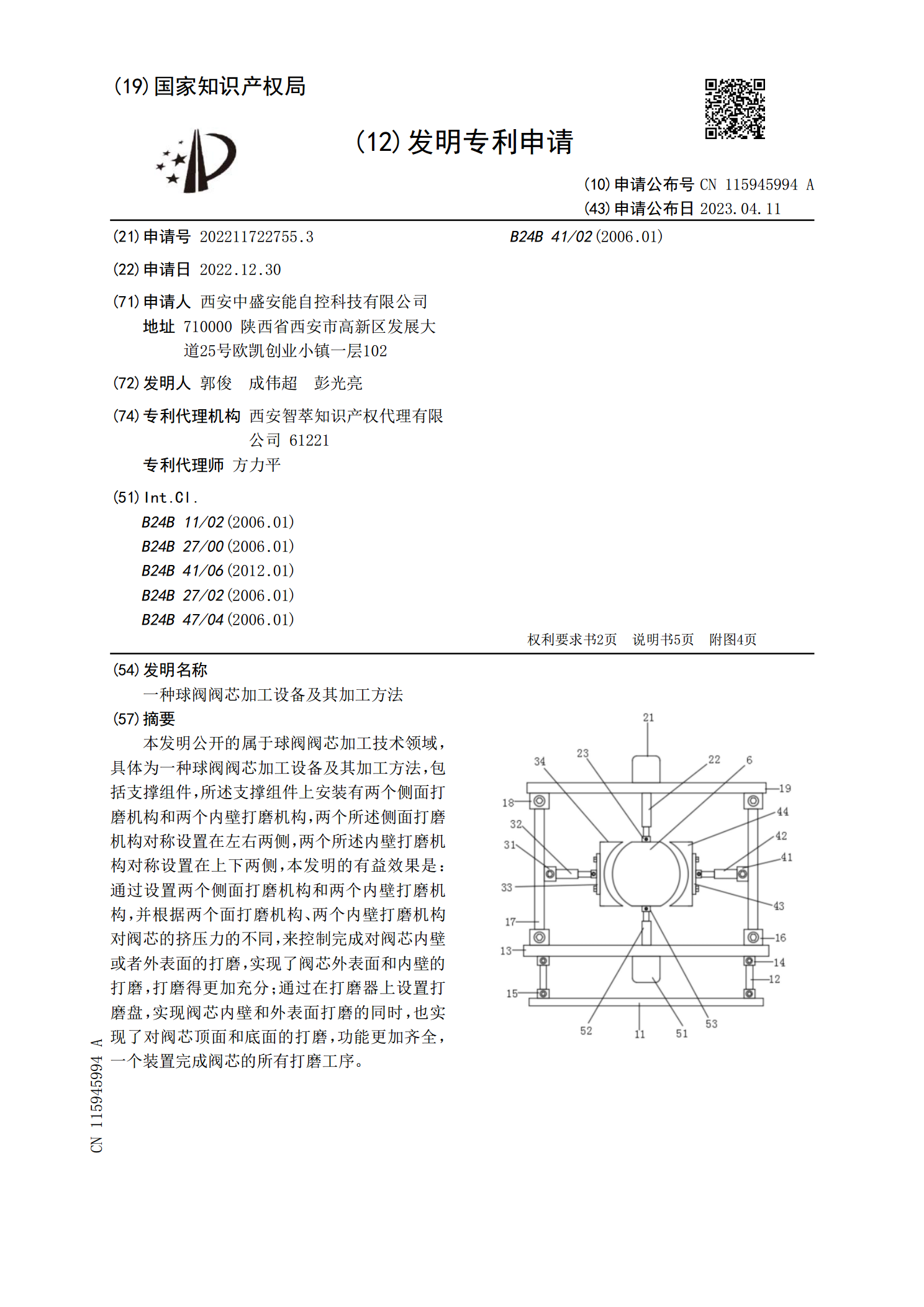
本发明公开的属于球阀阀芯加工技术领域,具体为一种球阀阀芯加工设备及其加工方法,包括支撑组件,所述支撑组件上安装有两个侧面打磨机构和两个内壁打磨机构,两个所述侧面打磨机构对称设置在左右两侧,两个所述内壁打磨机构对称设置在上下两侧,本发明的有益效果是:通过设置两个侧面打磨机构和两个内壁打磨机构,并根据两个面打磨机构、两个内壁打磨机构对阀芯的挤压力的不同,来控制完成对阀芯内壁或者外表面的打磨,实现了阀芯外表面和内壁的打磨,打磨得更加充分;通过在打磨器上设置打磨盘,实现阀芯内壁和外表面打磨的同时,也实现了对阀芯顶

换向阀阀芯加工液压系统.docx
液压系统课程设计换向阀阀芯专用加工设备液压系统设计学院机械工程学院专业机械设计制造及其自动化学生姓名顾正杰学号1314410216指导教师王蕾完成日期2015年12月目录一、设计任务书二、工况分析三、拟定液压系统原理图四、液压缸的计算及选择五、压力和流量计算六、液压阀的计算及选择七、辅助元件的计算及选择八、液压泵及电动机的计算及选择九、元件明细表十、参考资料目录及附表十一、集成块设计说明设计任务书1.设计题目:换向阀阀芯专用加工设备液压系统设计。二、工况分析1.运动分析1)尾架顶紧(工进)2)横刀架快进3