
一种与换辊集成架组合使用的自动运载车.pdf

一吃****书竹

1/10
2/10
3/10

4/10
5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种与换辊集成架组合使用的自动运载车.pdf
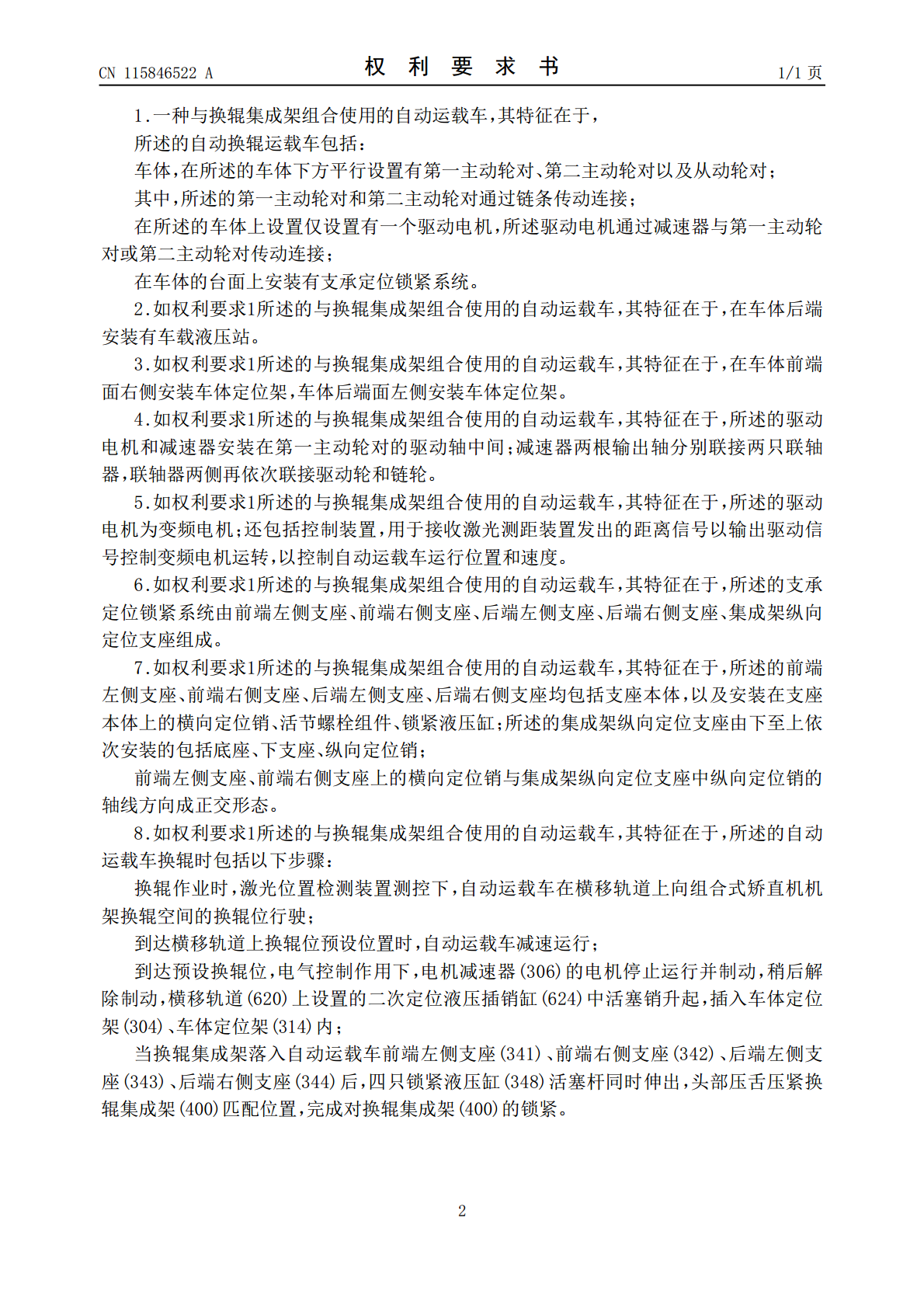
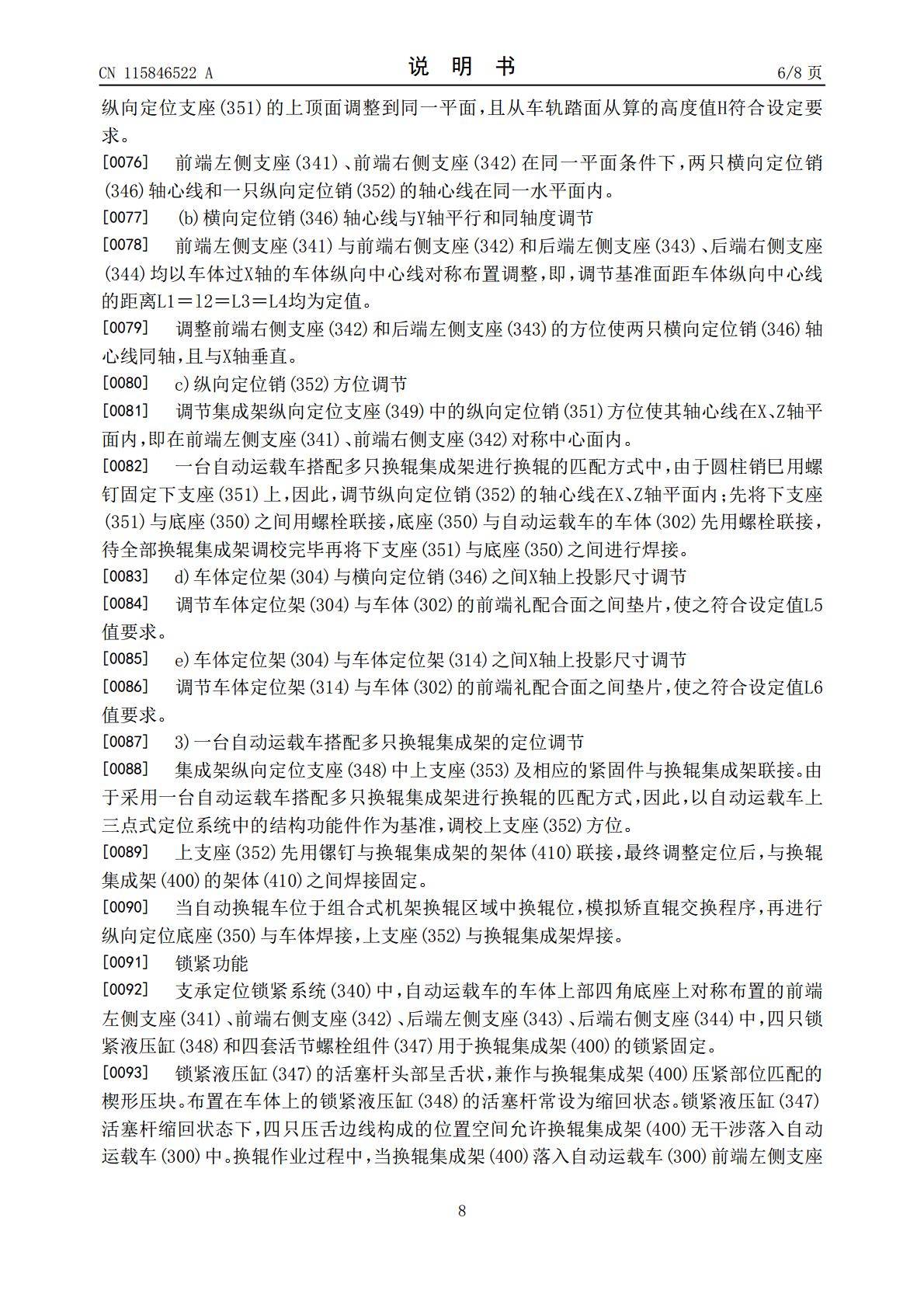
本发明公开一种与换辊集成架组合使用的自动运载车。包括:车体,在所述的车体下方平行设置有第一主动轮对、第二主动轮对以及从动轮对;其中,所述的第一主动轮对和第二主动轮对通过链条传动连接;在所述的车体上设置仅设置有一个驱动电机,所述驱动电机通过减速器与第一主动轮对或第二主动轮对传动连接;在车体的台面上安装有支承定位锁紧系统。本发明在横移轨道上可以自动行驶、精准定位;快速实施换辊工艺,具有自动化程度高、换辊耗时短、换辊工艺可靠等特点。
一种自动换辊车用换辊集成架.pdf
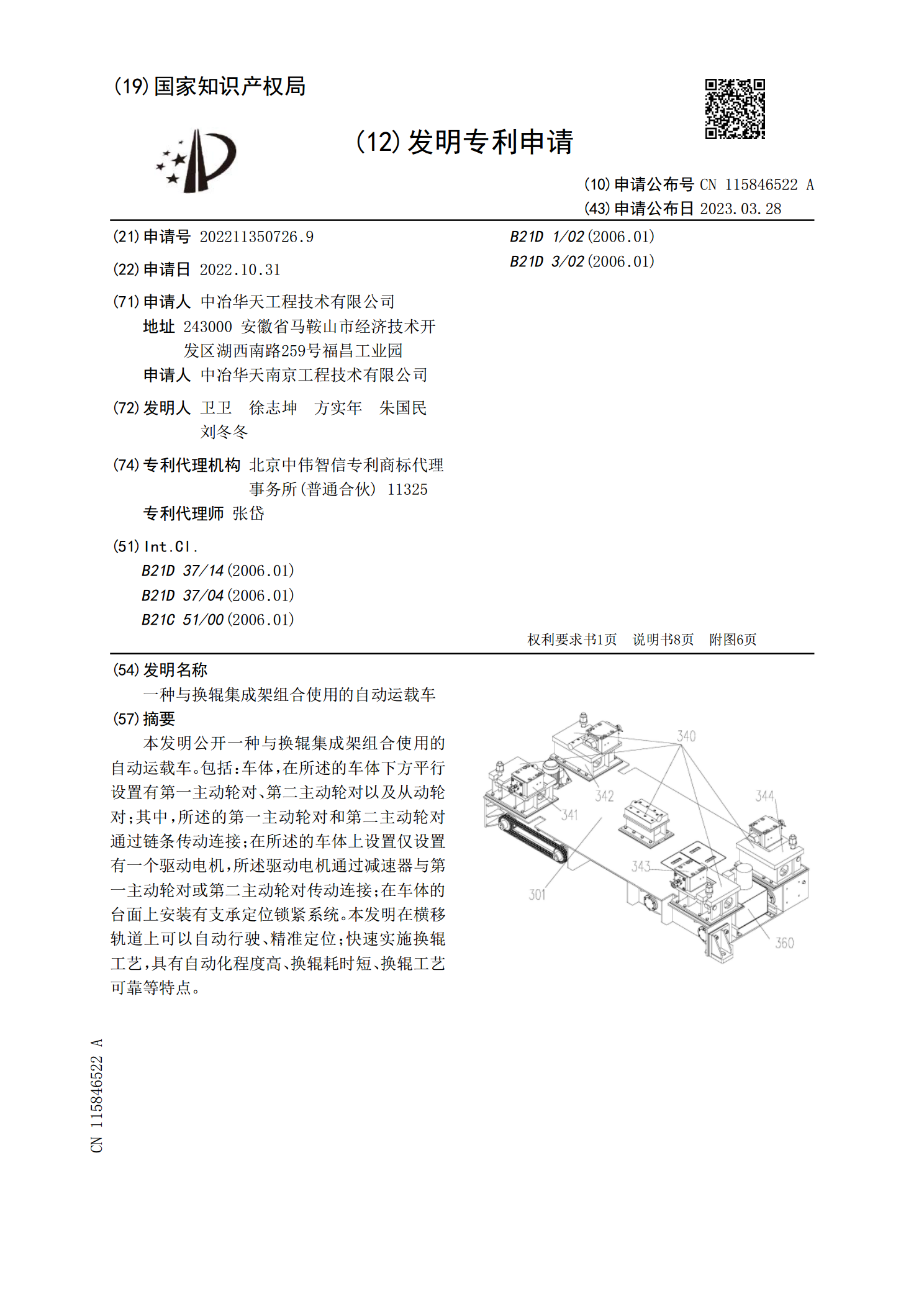
本发明公开一种自动换辊车用换辊集成架。所述的集成架至少包括:架体,包括立板,立板周边根据轮廓由围板包边;在所的立板上间隔布置有多个轴套,所述的轴套垂直于立板焊装;立板下部安装有垂直于立板的底板,底板与立板之间设置有底脚结构。本发明自动换辊车用整体式换辊集成架,具有结构简单、动作可靠、换辊过程中易于对中、最大限度减少现场设备调整量、自动化、智能化水平高等特点。同时,具有换辊耗时短、换辊工艺可靠等特点,应用条件灵活、集成架具有独立周转应用功能,准备作业区域不受场地条件限制,可以离开现场备辊等优点;以及具备横移
换辊车及该换辊车的换辊方法.pdf
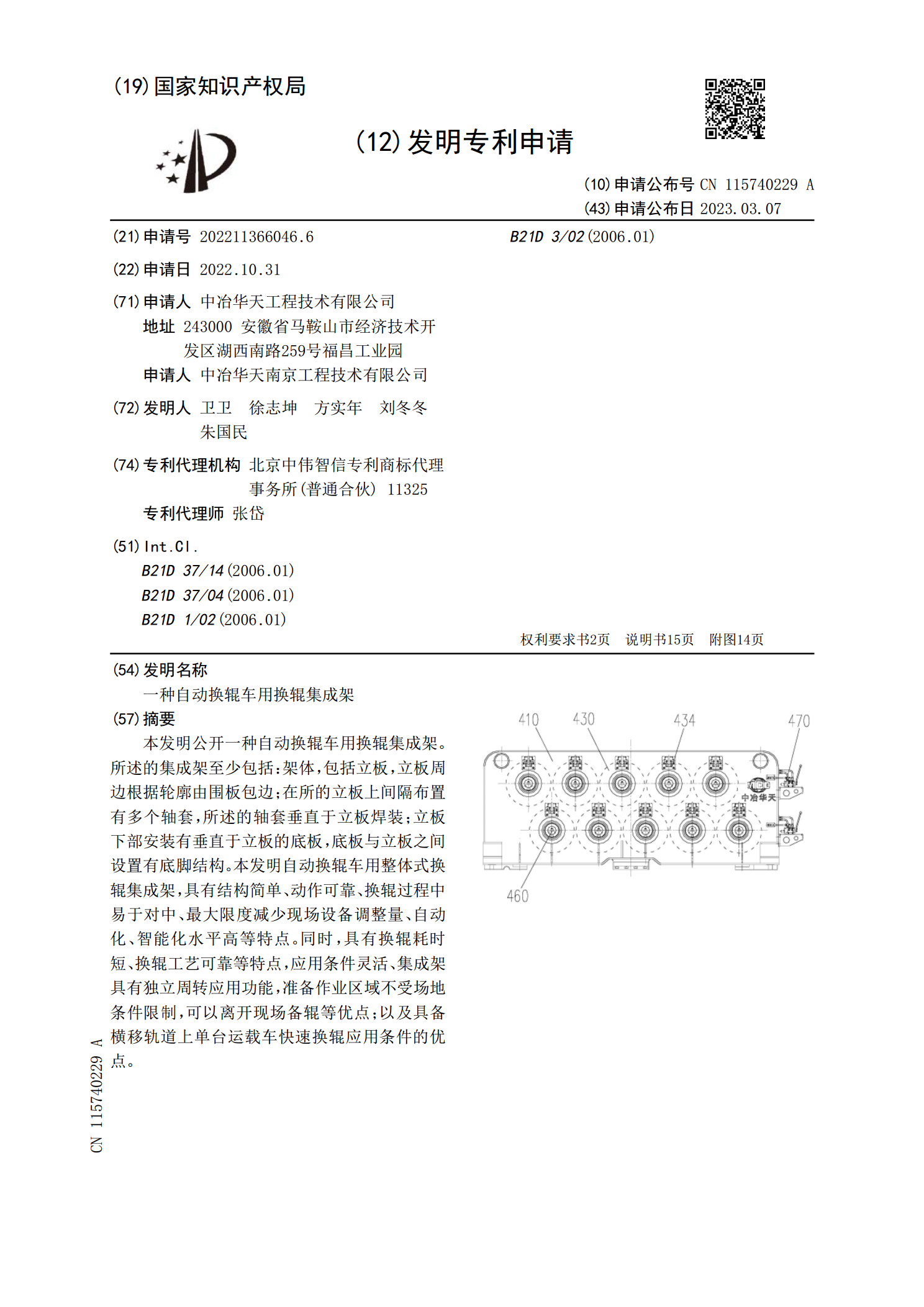
本发明提供一种换辊车,包括滑车、支撑架及抓头装置,滑车一端纵向地设有第一齿轮滑轨及第一导槽滑轨,形成固定导轨组,固定导轨组以供安装抓头装置,支撑架可滑动地安装在滑车上,支撑架包括底架及形成在底架两侧的存辊架,每一存辊架相对侧顶端设置有支撑凸起,用以承载辊体,每一存辊架相对侧底端形成有边侧导轨组,抓头装置包括机架以及安装在机架上且可相对机架上下滑动的换辊抓头机构,通过滑动所述支撑架使得两存辊架的边侧导轨组可选择性地与固定导轨组相对准,以供抓头装置滑入至一侧的边侧导轨组或另一侧边侧导轨组。本发明还提供换辊车的
一种用于钢带加工线的换辊车及换辊方法.pdf
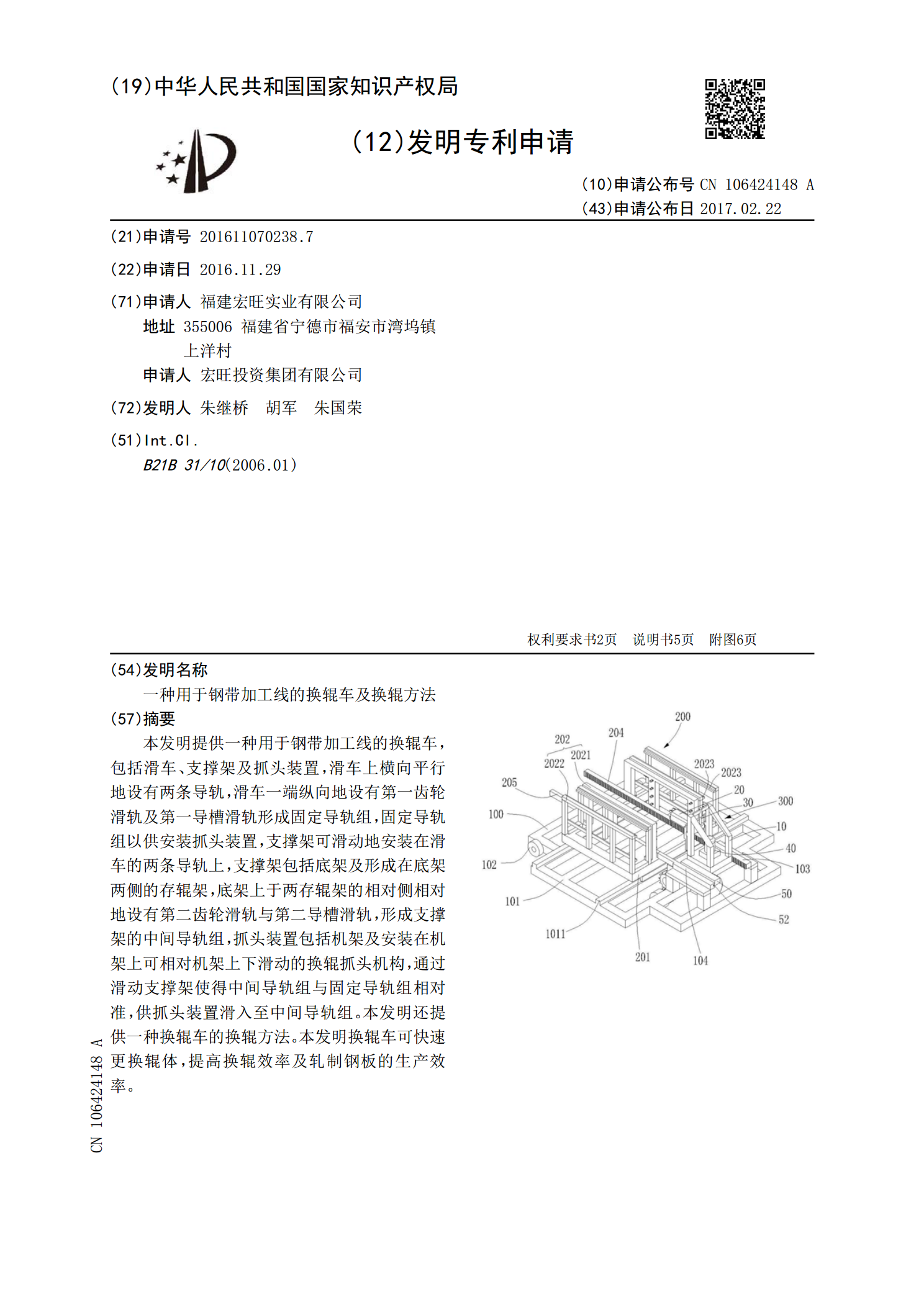
本发明提供一种用于钢带加工线的换辊车,包括滑车、支撑架及抓头装置,滑车上横向平行地设有两条导轨,滑车一端纵向地设有第一齿轮滑轨及第一导槽滑轨形成固定导轨组,固定导轨组以供安装抓头装置,支撑架可滑动地安装在滑车的两条导轨上,支撑架包括底架及形成在底架两侧的存辊架,底架上于两存辊架的相对侧相对地设有第二齿轮滑轨与第二导槽滑轨,形成支撑架的中间导轨组,抓头装置包括机架及安装在机架上可相对机架上下滑动的换辊抓头机构,通过滑动支撑架使得中间导轨组与固定导轨组相对准,供抓头装置滑入至中间导轨组。本发明还提供一种换辊车

一种在线更换过渡辊的换辊车.pdf
本发明属于玻璃制造技术领域,旨在提供一种在线更换过渡辊的换辊车,包括车主体、移动小车装置、驱动端支撑机构和从动端支撑机构,本发明通过在车主体的支撑平台底部上固定安装多个万向轮使得换辊车能自由移动,在支撑平台上安装移动小车装置,通过移动小车装置中的辊子进出移动机构来带动移动小车装置沿着支撑平台移动,这样,当过渡辊在驱动端支撑机构、从动端支撑机构的协助下固定连接于换辊车上时,过渡辊即可在辊子进出移动机构的带动下沿着支撑平台移动,以进出渣箱,同理,也可在辊子转动机构的驱动下能自动旋转,由此,实现了过渡辊的在线更