
一种铜线灯全自动烘干装置.pdf

文光****iu

1/10
2/10
3/10
4/10
5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铜线灯全自动烘干装置.pdf
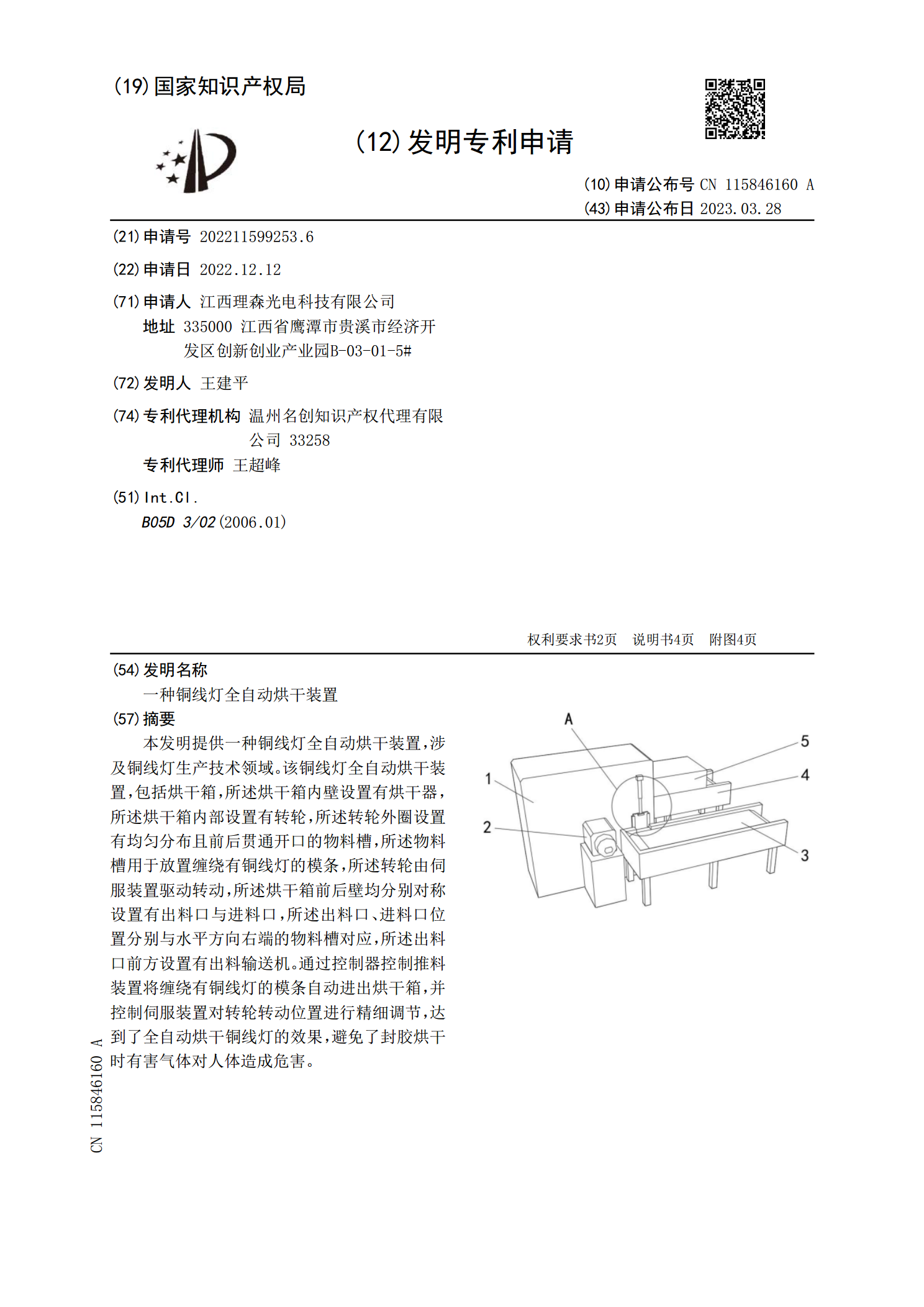
本发明提供一种铜线灯全自动烘干装置,涉及铜线灯生产技术领域。该铜线灯全自动烘干装置,包括烘干箱,所述烘干箱内壁设置有烘干器,所述烘干箱内部设置有转轮,所述转轮外圈设置有均匀分布且前后贯通开口的物料槽,所述物料槽用于放置缠绕有铜线灯的模条,所述转轮由伺服装置驱动转动,所述烘干箱前后壁均分别对称设置有出料口与进料口,所述出料口、进料口位置分别与水平方向右端的物料槽对应,所述出料口前方设置有出料输送机。通过控制器控制推料装置将缠绕有铜线灯的模条自动进出烘干箱,并控制伺服装置对转轮转动位置进行精细调节,达到了全自
一种铜线冷却烘干装置.pdf
本发明涉及铜线加工技术领域,尤其涉及一种铜线冷却烘干装置;包括水冷装置和烘干装置;水冷装置包括储水筒和循环水道;储水筒上端分别设有第一导线轮和第二导线轮,储水筒下端内壁设有第三导线轮;循环水道上设有过滤装置、水冷却器和抽水泵;烘干装置包括第一擦干装置和风干装置;第一擦干装置包括箱体和除湿布,箱体内设有海绵,海绵下方设有第一隔板,第一隔板下方还设有弹簧;风干装置包括风管、风机;风管一端设有多个进线孔,另一端设有出线嘴;风管内靠近进线孔端设有第二隔板;风管两侧均设有进风管;通过简单的结构,不但使铜线得到了更好
一种铜线灯的全自动绕线机.pdf
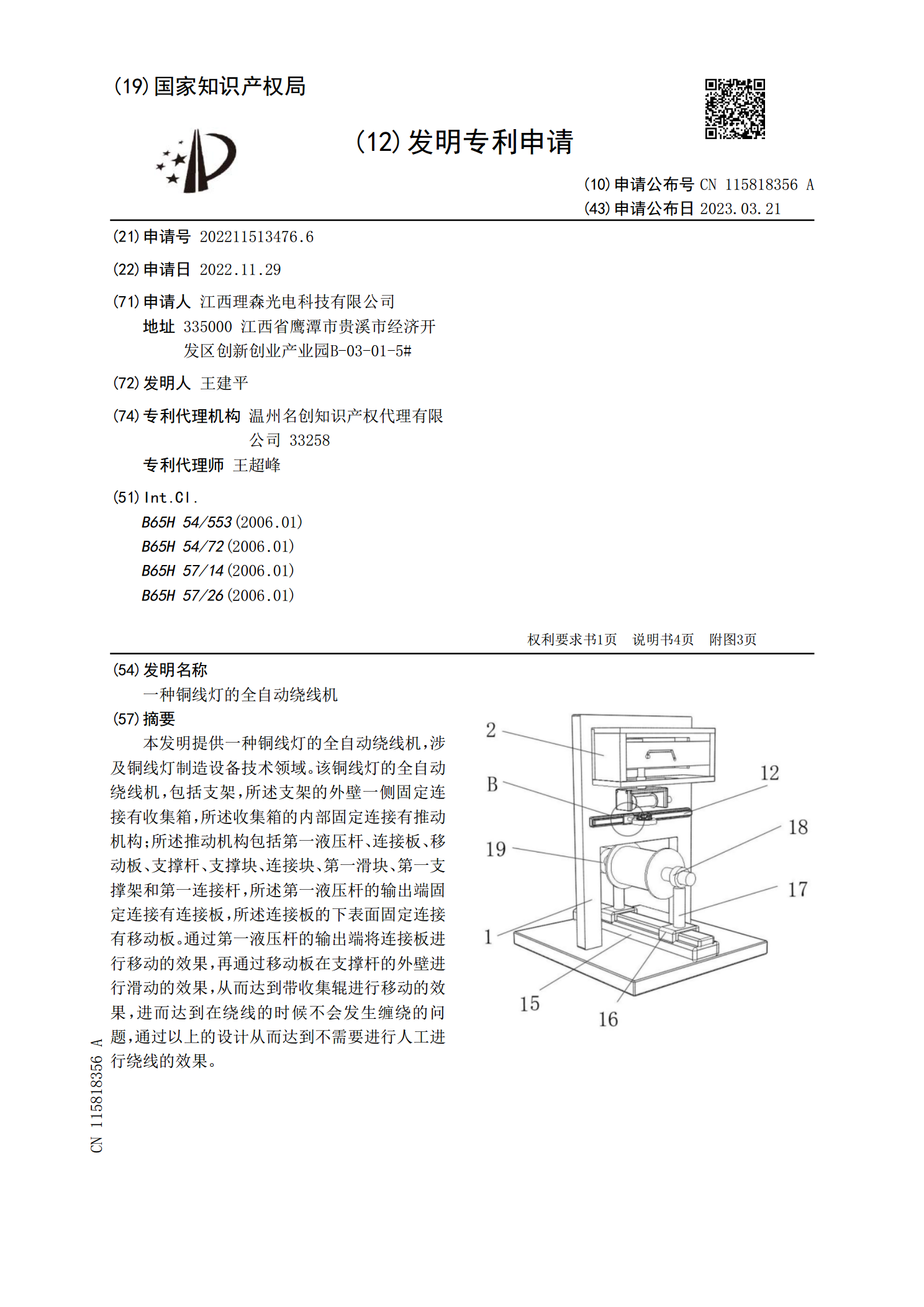
本发明提供一种铜线灯的全自动绕线机,涉及铜线灯制造设备技术领域。该铜线灯的全自动绕线机,包括支架,所述支架的外壁一侧固定连接有收集箱,所述收集箱的内部固定连接有推动机构;所述推动机构包括第一液压杆、连接板、移动板、支撑杆、支撑块、连接块、第一滑块、第一支撑架和第一连接杆,所述第一液压杆的输出端固定连接有连接板,所述连接板的下表面固定连接有移动板。通过第一液压杆的输出端将连接板进行移动的效果,再通过移动板在支撑杆的外壁进行滑动的效果,从而达到带收集辊进行移动的效果,进而达到在绕线的时候不会发生缠绕的问题,通
一种镀锡铜线快速冷却烘干装置.pdf
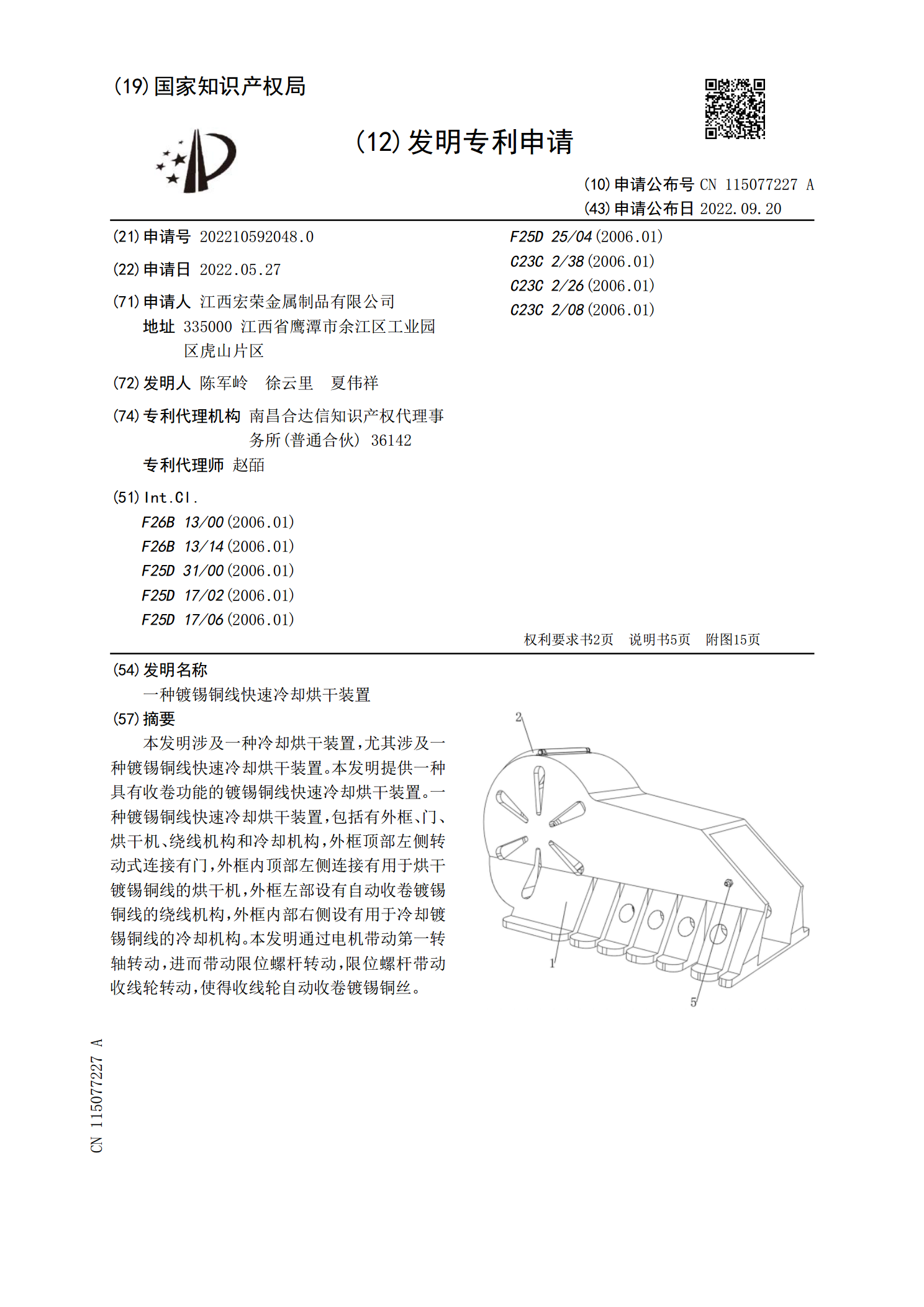
本发明涉及一种冷却烘干装置,尤其涉及一种镀锡铜线快速冷却烘干装置。本发明提供一种具有收卷功能的镀锡铜线快速冷却烘干装置。一种镀锡铜线快速冷却烘干装置,包括有外框、门、烘干机、绕线机构和冷却机构,外框顶部左侧转动式连接有门,外框内顶部左侧连接有用于烘干镀锡铜线的烘干机,外框左部设有自动收卷镀锡铜线的绕线机构,外框内部右侧设有用于冷却镀锡铜线的冷却机构。本发明通过电机带动第一转轴转动,进而带动限位螺杆转动,限位螺杆带动收线轮转动,使得收线轮自动收卷镀锡铜丝。

一种全自动密封烘干装置.pdf
本发明公开一种全自动密封烘干装置,包括机架,机架内部为中空结构,机架内部设置有传输装置,传输装置有三组,每组传输装置均包含有主动轮、从动轮,主动轮和从动轮之间均设置有链条刮板,上层链条刮板的进口衔接机架顶部的进料斗,上层链条刮板和中层链条刮板的下方均安装有加热丝,下层链条刮板的下方设置有降温通风口,下层链条刮板的出口处衔接出料斗。将新鲜的谷物通进料斗进入传输装置,谷物在传输装置上面先进行高温蒸发水分,随着不断的传输进入到中温的传输平台,烘干完成冷却之后进入出料斗,使粮食在烘干的同时做翻转运动,使谷物中的水