
一种焊接收缩量及熔深精确测量方法.pdf

冷霜****魔王


1/7

2/7
3/7
4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种焊接收缩量及熔深精确测量方法.pdf
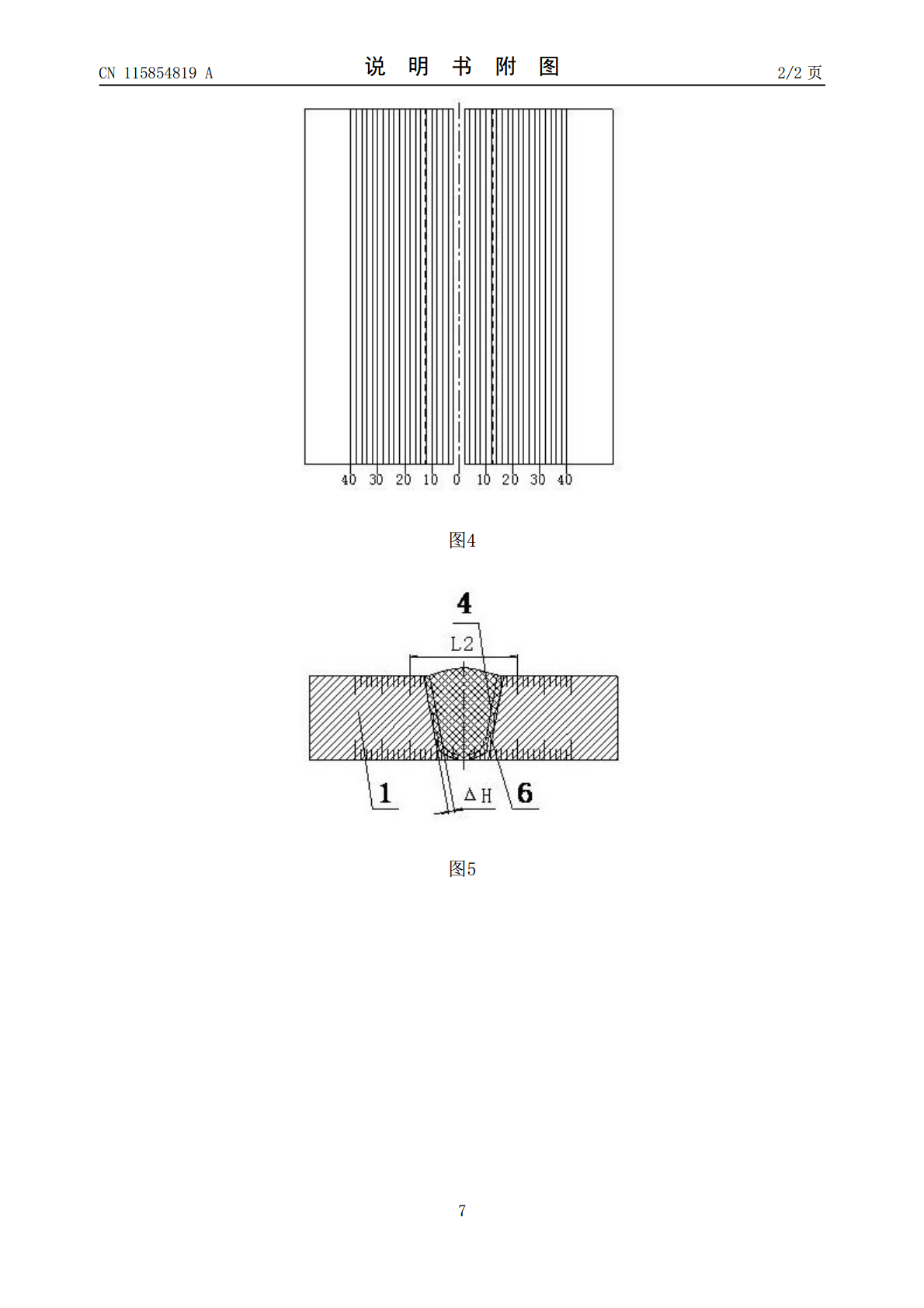
本发明涉及一种焊接收缩量及熔深精确测量方法,该方法包括以下步骤:⑴根据产品图样要求,制作一对测量用焊接试件或与焊接评定用试件合并进行试验;⑵将焊接试件的坡口间隙和坡口宽度调整至符合产品图样要求,进行组对点焊固定;采用划线笔在焊接试件的上、下表面及端面划出间隔均匀的刻度线;同时记录组对后坡口的轮廓线的尺寸数据;⑶对焊接试件进行施焊;⑷测量各刻度之间的相对距离数据;⑸计算焊接收缩数值ΔL;⑹沿垂直焊接方向截取一个完整的平面;⑺采用草酸在截面上腐蚀出焊接熔合线;⑻测量焊接熔合线与刻度线的相对距离尺寸,使用绘图软

焊接熔深检测方法.docx
焊接熔深检测方法焊接熔深检测方法近几年来,随着冶金、机械、石化、电力以及原子能、航天等现代化技术的高速发展,对产品焊接的稳定性性能的要求也越来越高,而焊接的熔深是焊接机械性能的重要标志与外在表现,所以,对焊接熔深的有效检测成为检验焊接效果的重要手段。以下是小编整理的焊接熔深检测方法,欢迎阅读。粗切割1、切割前需按照《熔深试验报告》要求在产品上标出需做熔深的焊缝序号(标注时注意避开刀口位置)。2、切割时尽量少切,提高效率,并考虑下一步精切割的方便性。切割完后大的毛刺需要打磨一下。3、焊缝区域切下,体积不宜太
一种精确可调轴向焊接无收缩外对口器.pdf
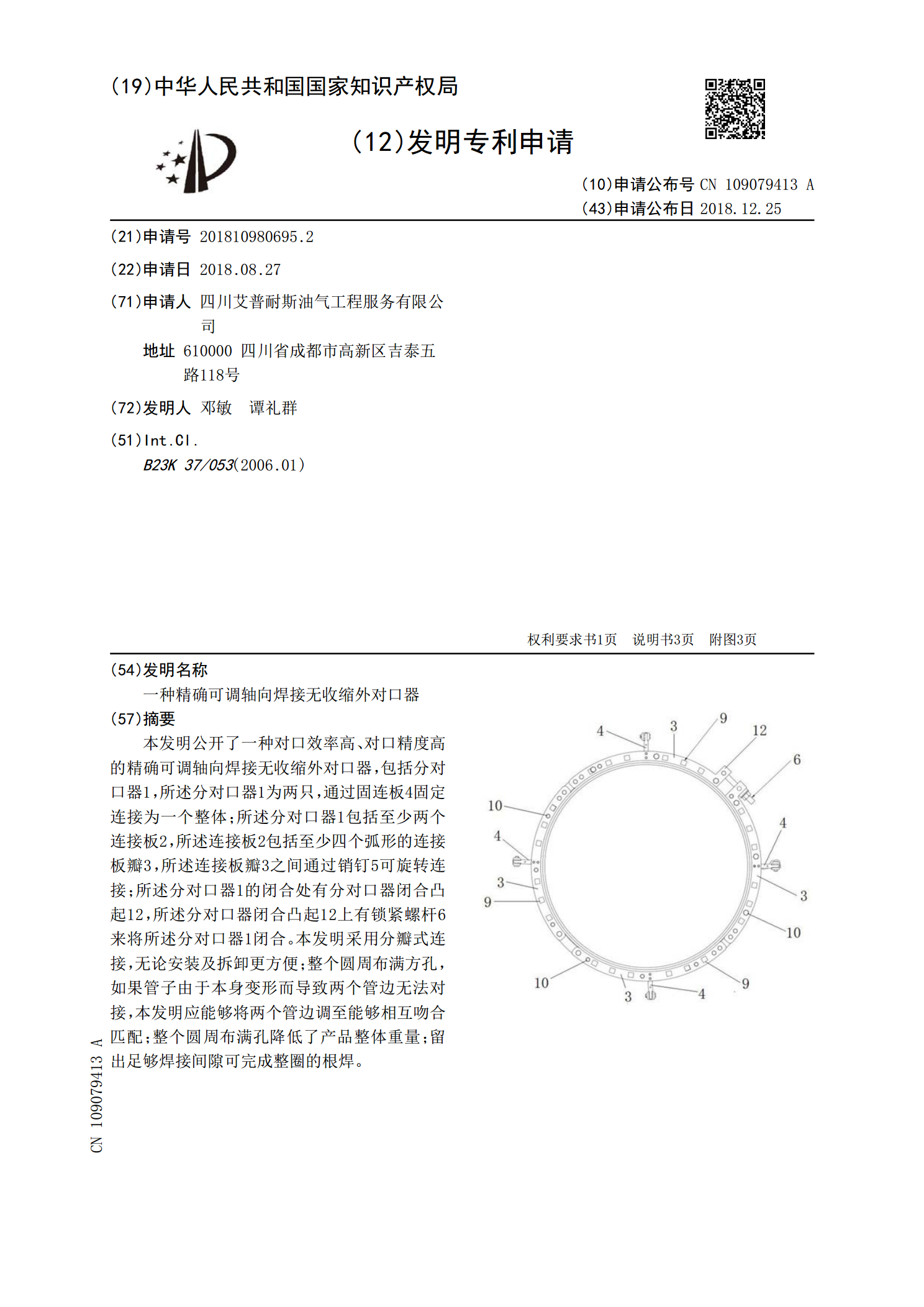
本发明公开了一种对口效率高、对口精度高的精确可调轴向焊接无收缩外对口器,包括分对口器1,所述分对口器1为两只,通过固连板4固定连接为一个整体;所述分对口器1包括至少两个连接板2,所述连接板2包括至少四个弧形的连接板瓣3,所述连接板瓣3之间通过销钉5可旋转连接;所述分对口器1的闭合处有分对口器闭合凸起12,所述分对口器闭合凸起12上有锁紧螺杆6来将所述分对口器1闭合。本发明采用分瓣式连接,无论安装及拆卸更方便;整个圆周布满方孔,如果管子由于本身变形而导致两个管边无法对接,本发明应能够将两个管边调至能够相互吻

如何测量焊接后的熔深.docx
ZOOM-700E熔深立体显微镜一、仪器用途:熔深立体显微镜ZOOM-700E在观察物体时能产生正立的三维空间影像。立体感强,成像清晰和宽阔,又具有长工作距离,并具有超大的视场范围和相应的放大倍数,是焊接熔深检测的专用显微镜。近几年来,随着冶金、机械、石化、电力以及原子能、航天等现代化技术的高速发展,对产品焊接的稳定性性能的要求也越来越高,而焊接的熔深是焊接机械性能的重要标志与外在表现,所以,对焊接熔深的有效检测成为检验焊接效果的重要手段。上海长方光学仪器厂生产的熔深立体显微镜采用国外的先进技术,特别适合

焊缝熔深测量方法(课堂PPT).ppt
焊缝熔深检测方法2011年5月13日焊缝熔深的定义熔深试验前准备熔深样件检测方法测量结束