
焊接熔深检测方法.docx

猫巷****永安


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

焊接熔深检测方法.docx
焊接熔深检测方法焊接熔深检测方法近几年来,随着冶金、机械、石化、电力以及原子能、航天等现代化技术的高速发展,对产品焊接的稳定性性能的要求也越来越高,而焊接的熔深是焊接机械性能的重要标志与外在表现,所以,对焊接熔深的有效检测成为检验焊接效果的重要手段。以下是小编整理的焊接熔深检测方法,欢迎阅读。粗切割1、切割前需按照《熔深试验报告》要求在产品上标出需做熔深的焊缝序号(标注时注意避开刀口位置)。2、切割时尽量少切,提高效率,并考虑下一步精切割的方便性。切割完后大的毛刺需要打磨一下。3、焊缝区域切下,体积不宜太

焊接熔深测量及制样方法.docx
ZOOM-400E型熔深立体显微镜一、仪器用途熔深立体显微镜ZOOM-400E(如图)在观察物体时能直接在电脑上成像。具有立体感,成像较清晰和宽阔,又具有长工作距离,并具有较大的视场范围和相应的放大倍数,是焊接熔深检测的普遍专用显微镜。近几年来,随着冶金、机械、石化、电力以及原子能、航天等现代化技术的高速发展,对产品焊接的稳定性性能的要求也越来越高,而焊接的熔深是焊接机械性能的重要标志与外在表现,所以,对焊接熔深的有效检测成为检验焊接效果的重要手段。上海长方光学仪器厂生产的熔深立体显微镜采用国外的先进技术
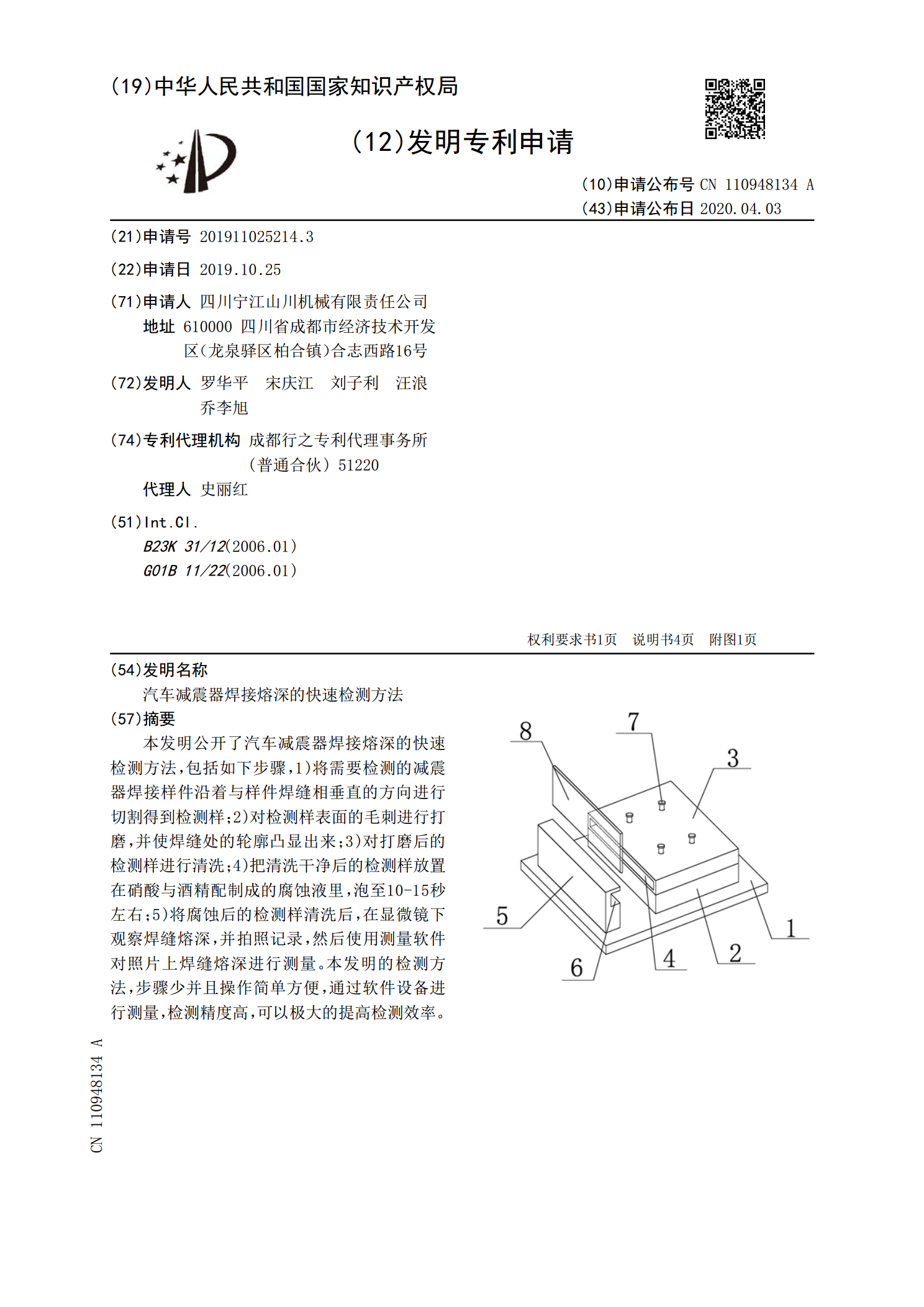
汽车减震器焊接熔深的快速检测方法.pdf
本发明公开了汽车减震器焊接熔深的快速检测方法,包括如下步骤,1)将需要检测的减震器焊接样件沿着与样件焊缝相垂直的方向进行切割得到检测样;2)对检测样表面的毛刺进行打磨,并使焊缝处的轮廓凸显出来;3)对打磨后的检测样进行清洗;4)把清洗干净后的检测样放置在硝酸与酒精配制成的腐蚀液里,泡至10‑15秒左右;5)将腐蚀后的检测样清洗后,在显微镜下观察焊缝熔深,并拍照记录,然后使用测量软件对照片上焊缝熔深进行测量。本发明的检测方法,步骤少并且操作简单方便,通过软件设备进行测量,检测精度高,可以极大的提高检测效率。

如何测量焊接后的熔深.docx
ZOOM-700E熔深立体显微镜一、仪器用途:熔深立体显微镜ZOOM-700E在观察物体时能产生正立的三维空间影像。立体感强,成像清晰和宽阔,又具有长工作距离,并具有超大的视场范围和相应的放大倍数,是焊接熔深检测的专用显微镜。近几年来,随着冶金、机械、石化、电力以及原子能、航天等现代化技术的高速发展,对产品焊接的稳定性性能的要求也越来越高,而焊接的熔深是焊接机械性能的重要标志与外在表现,所以,对焊接熔深的有效检测成为检验焊接效果的重要手段。上海长方光学仪器厂生产的熔深立体显微镜采用国外的先进技术,特别适合
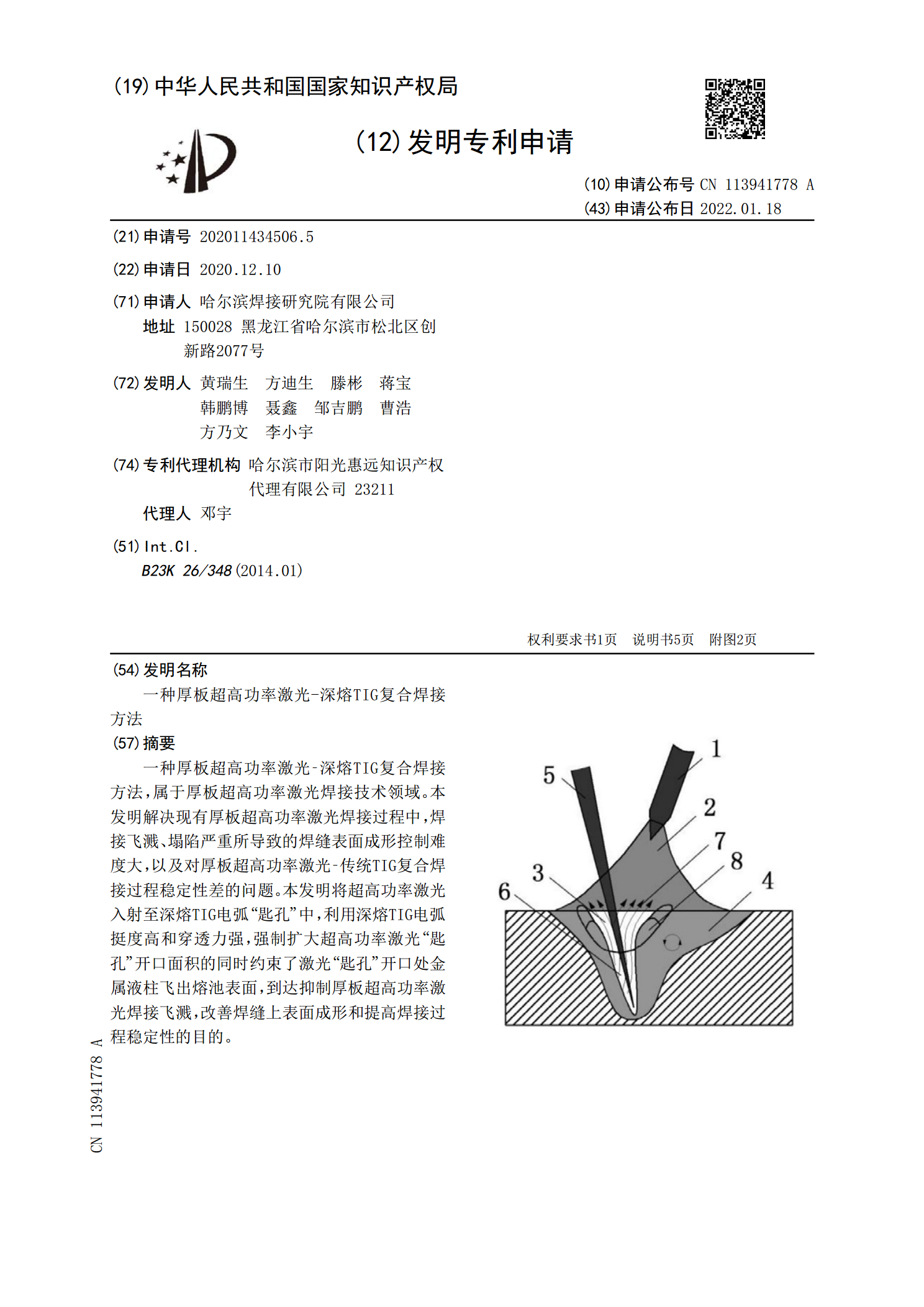
一种厚板超高功率激光-深熔TIG复合焊接方法.pdf
一种厚板超高功率激光‑深熔TIG复合焊接方法,属于厚板超高功率激光焊接技术领域。本发明解决现有厚板超高功率激光焊接过程中,焊接飞溅、塌陷严重所导致的焊缝表面成形控制难度大,以及对厚板超高功率激光‑传统TIG复合焊接过程稳定性差的问题。本发明将超高功率激光入射至深熔TIG电弧“匙孔”中,利用深熔TIG电弧挺度高和穿透力强,强制扩大超高功率激光“匙孔”开口面积的同时约束了激光“匙孔”开口处金属液柱飞出熔池表面,到达抑制厚板超高功率激光焊接飞溅,改善焊缝上表面成形和提高焊接过程稳定性的目的。