
焊接方法对5A06铝合金厚板焊缝接头性能的影响.pdf

yy****24

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
焊接方法对5A06铝合金厚板焊缝接头性能的影响.pdf
制造技术研究2011年2月第1期焊接方法对5A06铝合金厚板焊缝接头性能的影响李宝华唐众民鄢江武魏宝华陈莹(湖北三江航天科工集团红阳机械厂,孝感432100)摘要:分别采用搅拌摩擦焊(FSW)和熔化极氩弧焊(MIG)对20mm厚的5A06铝合金进行了焊接试验,对两种焊接方式的焊缝接头进行了机械性能测试、显微组织的观察以及表面残余应力的检测。结果表明,搅拌摩擦焊缝接头的抗拉强度比熔化极氩弧焊缝接头的高,搅拌摩擦焊缝接头往往断裂于前进侧的熔合过渡区,熔化极氩弧焊缝接头断裂于热影响区;相比熔化极氩弧焊,搅拌摩擦
不同激光焊方法对5A06铝合金中厚板组织及性能的影响.pptx
汇报人:目录PARTONE脉冲激光焊连续激光焊脉冲与连续激光焊比较PARTTWO5A06铝合金中厚板的材料特性5A06铝合金中厚板的焊接难点PARTTHREE对晶粒大小的影响对热影响区的影响对焊接接头组织的影响PARTFOUR对拉伸性能的影响对疲劳性能的影响对耐腐蚀性能的影响PARTFIVE实验数据对比分析实验结果讨论PARTSIX结论总结未来研究方向THANKYOU

5A06铝合金激光填丝焊接头组织性能分析.docx
5A06铝合金激光填丝焊接头组织性能分析概述激光填丝焊接是一种高精度、高效率的焊接方法,已经在航天、航空、汽车等领域得到了广泛应用。5A06铝合金作为一种常用的工业材料,其在航空、汽车、铁路等领域中也有着广泛应用。本文通过对5A06铝合金激光填丝焊接头组织性能的分析,来探讨这种材料和焊接方法的相关特点和应用价值。材料和方法所选取的材料为5A06铝合金板材,采用激光填丝焊接的方法进行焊接。具体的焊接参数如下表所示:焊接参数|设定值--------|--------激光功率|3000W焊接速度|2000mm/
焊缝接头的焊接方法.pdf
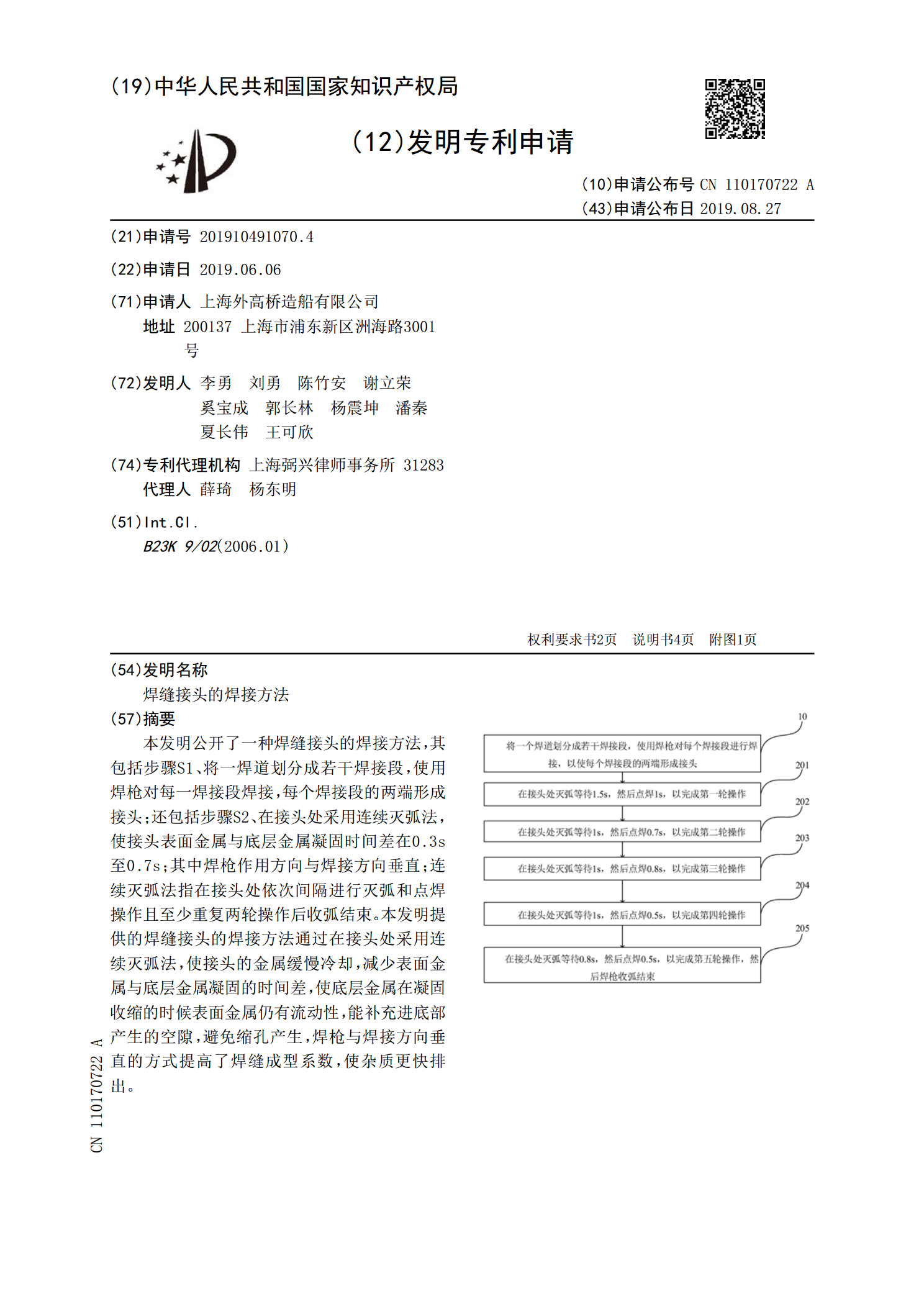
本发明公开了一种焊缝接头的焊接方法,其包括步骤S1、将一焊道划分成若干焊接段,使用焊枪对每一焊接段焊接,每个焊接段的两端形成接头;还包括步骤S2、在接头处采用连续灭弧法,使接头表面金属与底层金属凝固时间差在0.3s至0.7s;其中焊枪作用方向与焊接方向垂直;连续灭弧法指在接头处依次间隔进行灭弧和点焊操作且至少重复两轮操作后收弧结束。本发明提供的焊缝接头的焊接方法通过在接头处采用连续灭弧法,使接头的金属缓慢冷却,减少表面金属与底层金属凝固的时间差,使底层金属在凝固收缩的时候表面金属仍有流动性,能补充进底部产

焊接方法对2219铝合金焊接接头力学性能的影响.docx
焊接方法对2219铝合金焊接接头力学性能的影响引言随着现代高速公路、高铁、航空、航天技术的广泛应用,铝合金逐渐成为航天、军工等领域材料的首选。其中2219铝合金具有高强度、耐腐蚀性、良好的可焊性等优良性能,广泛应用于航空航天领域。因此,对2219铝合金的研究和应用具有重要意义。本文旨在研究不同焊接方法(包括氩弧焊、激光焊、电子束焊)对2219铝合金焊接接头力学性能的影响,以减轻航天、军工领域中的结构疲劳损伤。2219铝合金的评价及现有研究2219铝合金为铝-铜-锰系参数合金,具有高强度、耐腐蚀性、良好的可