
吹塑尿素箱的排尿素装置及其焊接工艺.pdf

是笛****加盟

1/8

2/8

3/8
4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
吹塑尿素箱的排尿素装置及其焊接工艺.pdf
本发明涉及一种吹塑尿素箱的排尿素装置,所述排尿素装置包括焊接底座、固定塞、两个密封圈及固定螺钉,所述固定塞通过固定螺钉固定在焊接底座上,所述两个密封圈分别装配到固定塞密封凹槽处并与焊接底座通孔过盈配合实现密封效果。该技术方案整体设计巧妙、结构紧凑简单,该设计既能满足尿素箱排放尿素功能,又能直接利用在吹塑工艺成型的尿素箱上,实用性强。
一种尿素喷嘴真空焊接装置及其焊接工艺.pdf
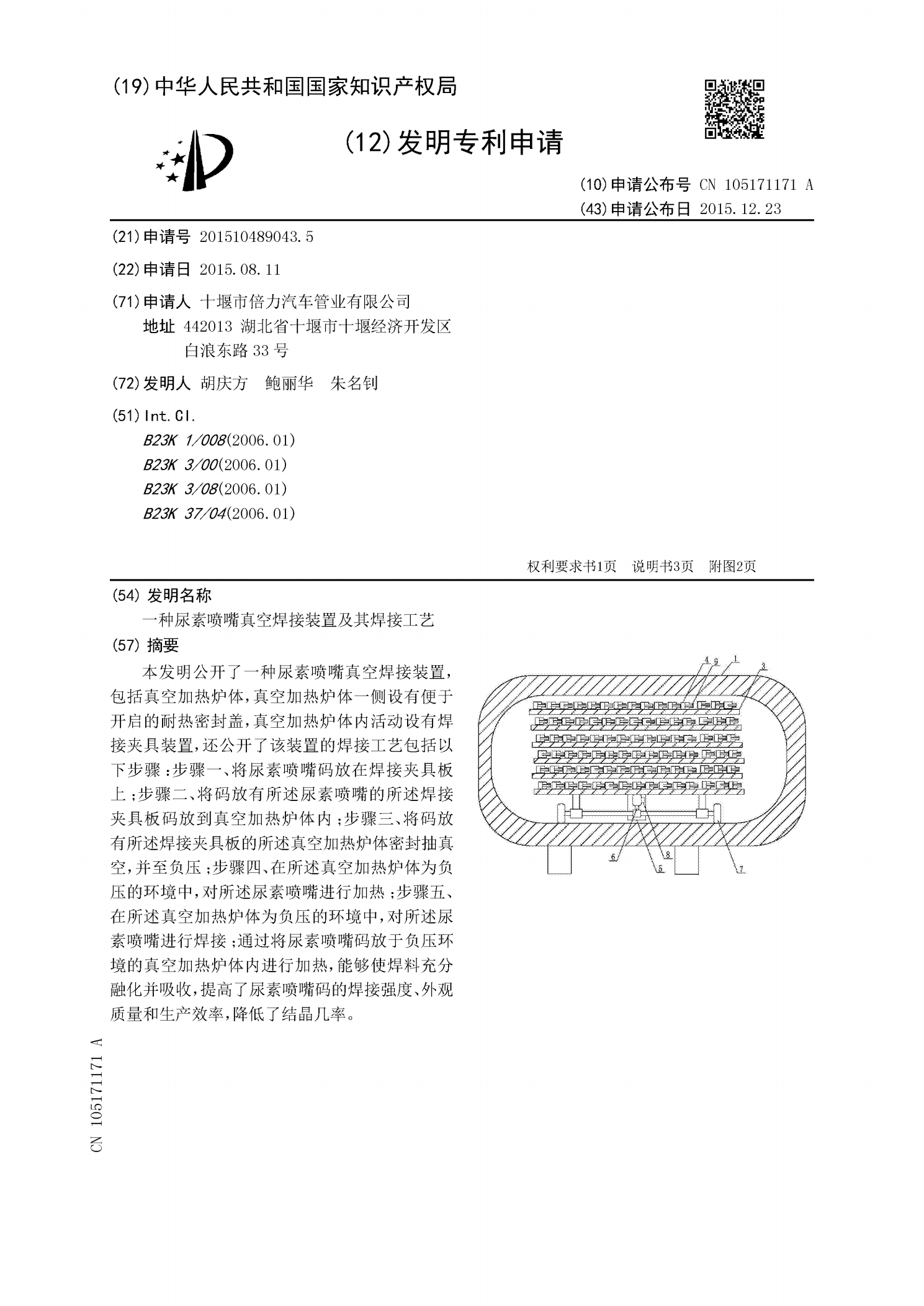
本发明公开了一种尿素喷嘴真空焊接装置,包括真空加热炉体,真空加热炉体一侧设有便于开启的耐热密封盖,真空加热炉体内活动设有焊接夹具装置,还公开了该装置的焊接工艺包括以下步骤:步骤一、将尿素喷嘴码放在焊接夹具板上;步骤二、将码放有所述尿素喷嘴的所述焊接夹具板码放到真空加热炉体内;步骤三、将码放有所述焊接夹具板的所述真空加热炉体密封抽真空,并至负压;步骤四、在所述真空加热炉体为负压的环境中,对所述尿素喷嘴进行加热;步骤五、在所述真空加热炉体为负压的环境中,对所述尿素喷嘴进行焊接;通过将尿素喷嘴码放于负压环境的真

中空吹塑胶板焊接方法及其夹持装置.pdf
本发明公开了一种中空吹塑胶板焊接方法及其夹持装置,步骤为:开启焊接设备使得多个焊接杆预热15‑25min;将多块中空吹塑胶板通过夹持装置固定,使得多块中空塑料板围成一个多边形框体,多块中空吹塑胶板连接处预留焊接缝隙;将焊接杆分别设置在每一个焊接缝隙内,加热多块中空吹塑板至熔接温度;将焊接杆从焊接缝隙中移除,同时移动多块中空吹塑胶板,使得相邻的中空吹塑胶板在连接处紧密结合,保持30‑50s;从夹持装置内取出焊接成型的多边形框体,自然冷却。通过夹持装置对中空吹塑胶板进行准确固定定位,通过焊接杆对定位后中空吹塑

一种尿素热解工艺及其装置.pdf
本发明提供了一种尿素热解工艺及其装置,涉及尿素分解技术领域,获取尿素颗粒和吸波颗粒;其中,尿素颗粒与吸波颗粒密度相同;将尿素颗粒与吸波颗粒混合,得到第一混合物;基于第一策略对第一混合物进行处理,得到目标物质;其中,第一策略用于表征在微波源的作用下以预设速度转动第一混合物;将目标物质从出气口排出。本发明基于对尿素颗粒和吸波颗粒得到的混合,在微波源作用下对混合物进行高温分解,实现了在对尿素的高效分解,降低了尿素分解过程中所需的能耗,节能环保。
吹塑箱工艺要求(PPT30页).ppt
第五章中空吹塑成型方式挤出吹塑工艺过程及控制因素1.挤出型坯2挤出吹塑控制因素型坯温度过低离模膨胀严重会出现长度收缩壁厚增大现象降低型坯的表面质量出现流痕同时增加不均匀性。还会导致制品的强度差表面粗糙无光。2.吹气压力和鼓气速率型坯的吹胀是利用压缩空气对型坯施加空气压力而吹胀并紧贴模腔壁。同时通过压缩空气的冷却形成所需要的形状和呈现模面花纹的中空制品。(2)鼓气速率加大吹胀比制品的壁厚变薄虽可节约原料但制品的强度和刚度降低吹胀比过小原料消耗增加制品壁厚有效容积减小。制品冷却时间