
SMT培训教材.pdf

yy****24

1/10

2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
SMT培训教材.pdf
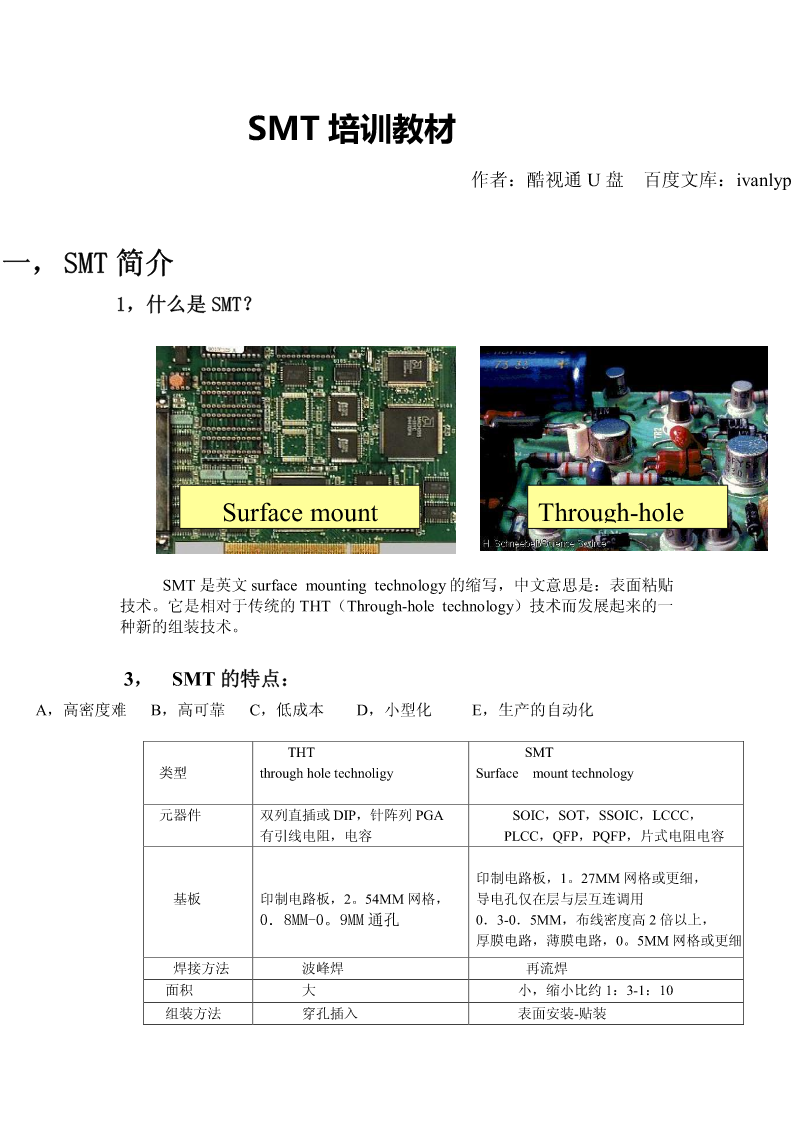
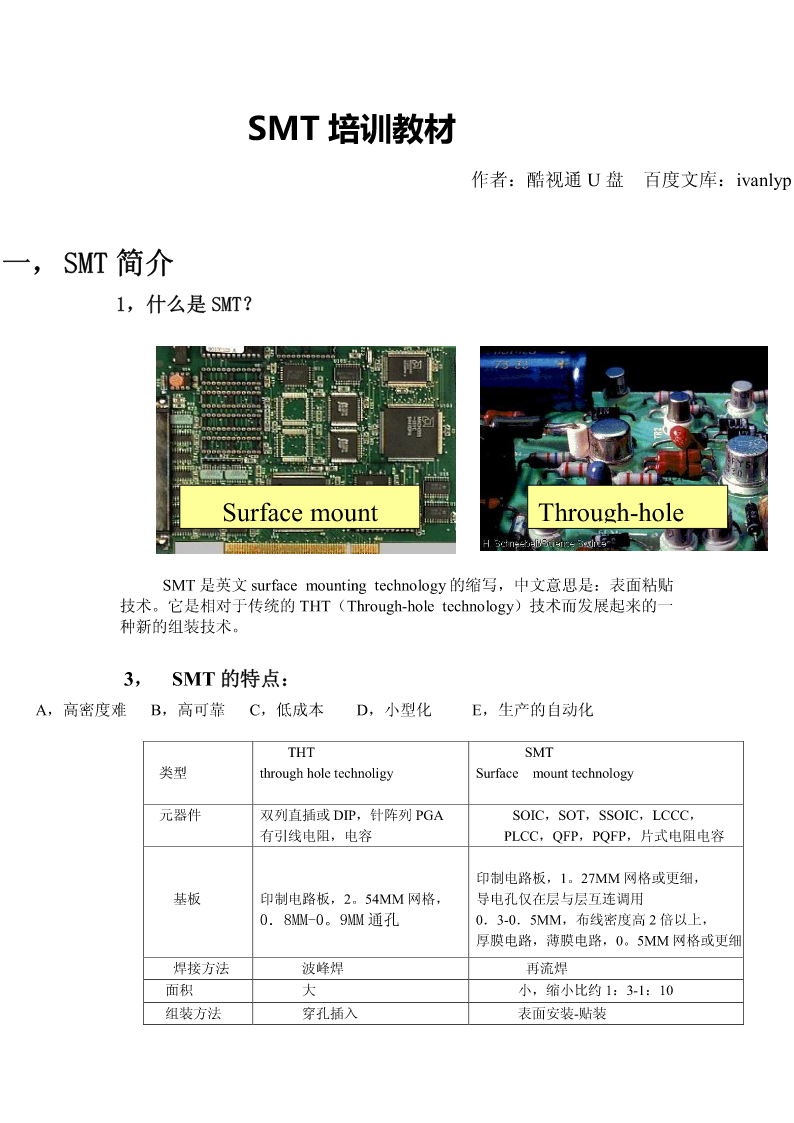
SMT培训教材作者:酷视通U盘百度文库:ivanlyp一,SMT简介1,什么是SMT?SurfacemountThrough-holeSMT是英文surfacemountingtechnology的缩写,中文意思是:表面粘贴技术。它是相对于传统的THT(Through-holetechnology)技术而发展起来的一种新的组装技术。3,SMT的特点:A,高密度难B,高可靠C,低成本D,小型化E,生产的自动化THTSMT类型throughholetechnoligySurfacemounttechnolog

SMT培训教材.pptx
表面组装技术(SMT)培训教材通用工艺是根据工艺内容的通用性、成熟性和先进性并结合公司的设备条件产品特点而提出的工艺课题是按照具体工艺内容编写的。通用工艺的内容包括工艺条件、工艺流程、操作程序、安全技术操作方法、工艺参数、检验标准和检验方法等。通用工艺是指导工人操作的最基本的技术文件严格按照通用工艺规定的操作程序和质量控制程序进行操作对提高生产效率、提高产品质量肯有十分重要的意义。表面组装通用工艺包括施加焊膏、施加贴片胶、贴装元器件、再流焊;波峰焊、手
SMT培训教材.pdf
SMT培训教材.ppt
SMT表面组装技术一、什么是SMT?二、为什么要用SMT:三、SMT有关的技术组成四、人员要求五、SMT基本工艺构成:六、SMT工艺流程简介4、SMT工艺流程------双面混装工艺4.A:来料检测-->PCB的B面点贴片胶-->贴片-->固化-->翻板-->PCB的A面插件-->波峰焊-->清洗-->检测-->返修先贴后插,适用于SMD元件多于分离元件的情况4.B:来料检测-->PCB的A面插件(引脚打弯)-->翻板-->PCB的B面点贴片胶-->贴片-->固化-->翻板-->波峰焊-->清洗-->检测

SMT培训教材.ppt
SMT制程培训SMT简介SMT的特点SMT工艺流程SMT流水线体设备认识(一)设备认识(二)设备认识(三)设备认识(四)设备认识(五)设备认识(辅助设备)SMT元件的认识(电阻)SMT元件的认识(电容)SMT元件的认识(二极管、电晶体、集成电路)结束语