
一种钣金件、该钣金件的加工方法及用于该加工方法的冲压模具.pdf

宜然****找我


1/10

2/10
3/10

4/10

5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种钣金件、该钣金件的加工方法及用于该加工方法的冲压模具.pdf
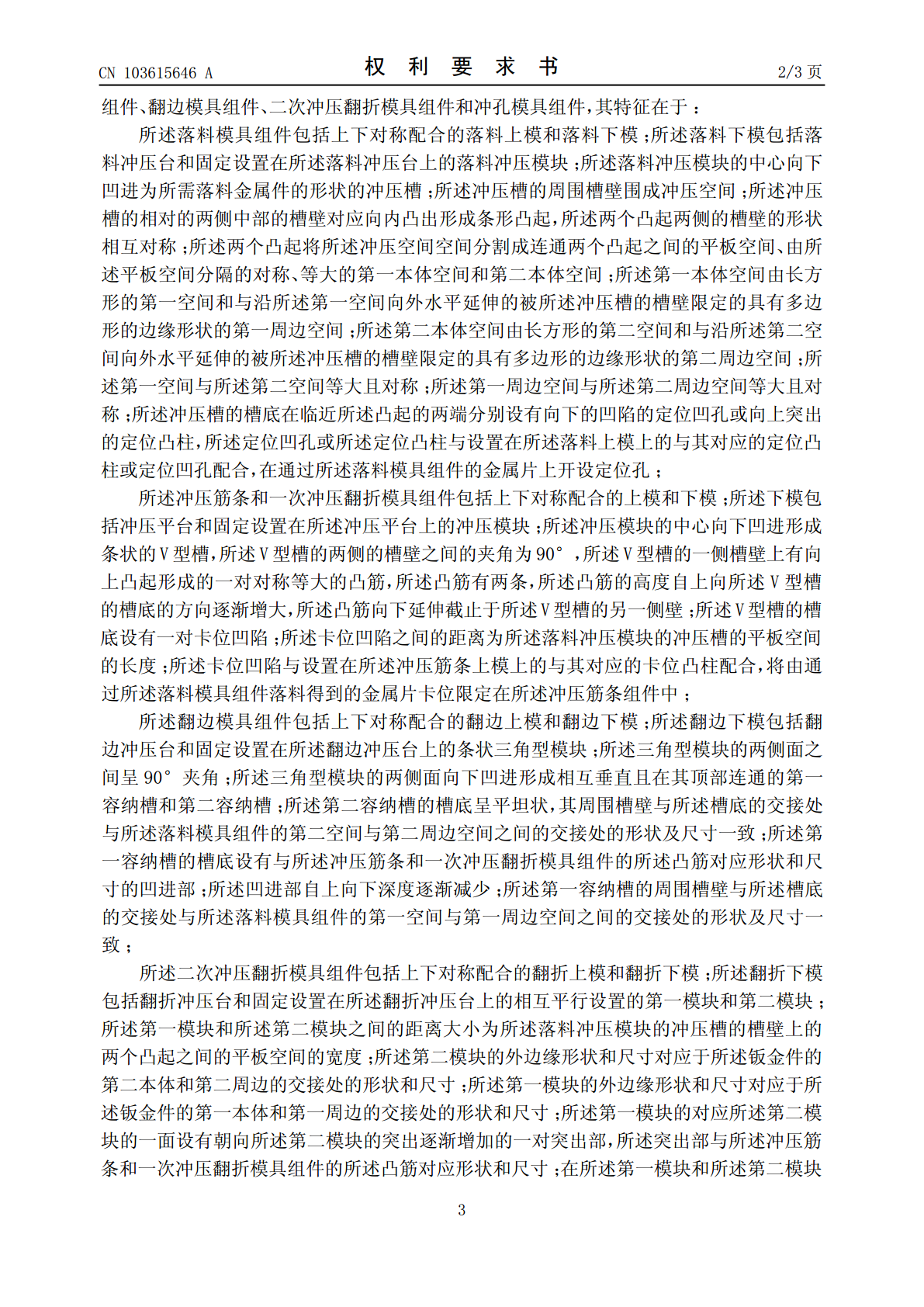
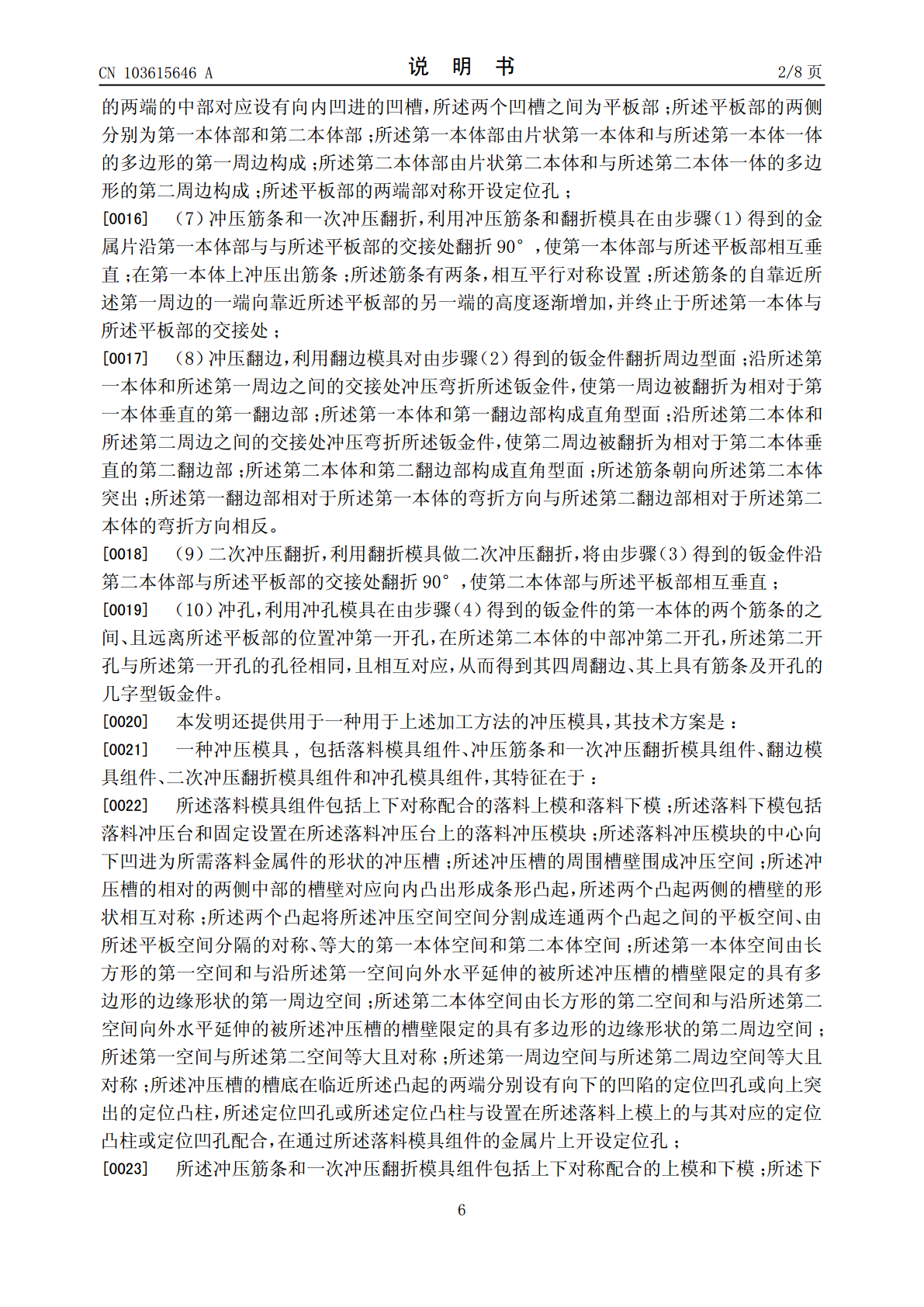
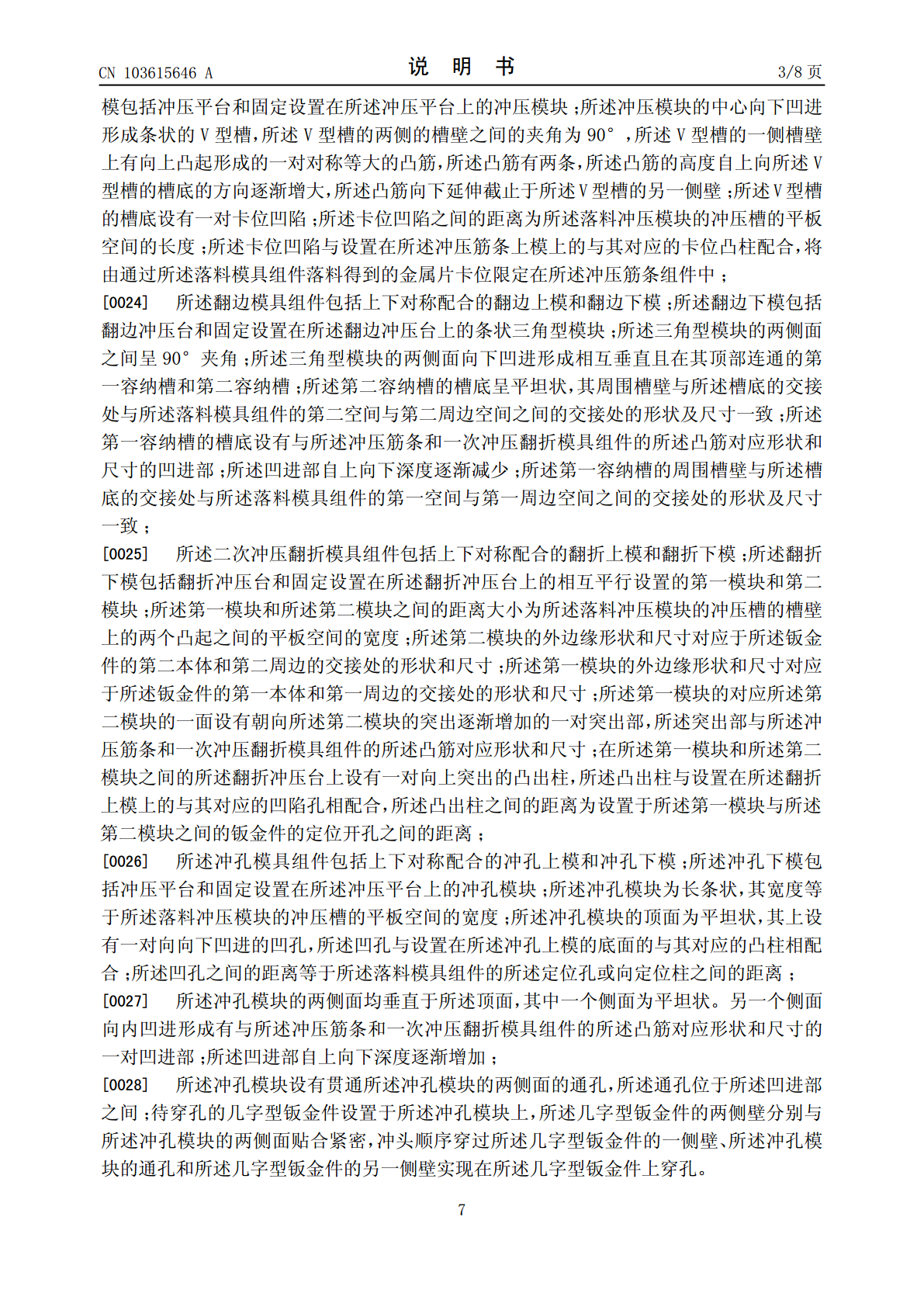
本发明提供一种钣金件,是用于某车型的前牵引钩螺母加强板等呈几字型而且具有不对称筋条布置特征的梁类冲压零件,还提供该钣金件的加工方法,包括顺序进行落料、冲筋条和翻折一侧直角型面、翻折周边型面、翻折另一侧直角型面和冲孔五道工序,冲压出来的零件都是合格品,完全消除了筋条叠料、孔位偏差、孔变形、孔尺寸超差、型面偏差、两边型面高低差等等冲压成型的问题。本发明还提供用于该加工方法的冲压模具,结构简单,便于加工和制造;使用方便,模具易切换,冲压零件合格率和稳定性大大提高。

一种压边钣金件加工方法.pdf
本发明涉及钣金件加工领域,具体说是一种压边钣金件加工方法,包括以下步骤:S1、放置金属板材料:首先操作者可以拉动压边钣金件加工装置中位于操作台一侧的限位结构,将金属板放置在支撑板上;S2、冲压:在步骤S1中的金属板放置完成后,开启冲压装置开始对金属板进行冲压;S3、清洁:在步骤S2中冲压装置下降过程中,通过冲压装置的一侧连接有清洁结构对金属板表面进行清洁,防止固体杂质在金属板表面留下印痕。本发明通过冲压装置的往复运动,使得安装臂驱动清洁刷对置于支撑板上的待加工金属板原料进行表面的清洁,防止由于金属板表面的

一种压边钣金件的加工方法.pdf
本发明公开了一种压边钣金件的加工方法,涉及钣金件加工领域。一种压边钣金件的加工方法,包括以下步骤:步骤(1):将金属板材通过冲裁装置进行冲裁,得到压边的钣金件的板体;步骤(2):完成步骤(1)后对板体的边角进行打磨,去除毛刺,在对板体的外表面进行清洁,去除表面的铁屑杂质;步骤(3):将板体放入冲压装置内,对其进行限位,开启冲压装置开始对金属板进行冲压。本发明在冲压时对钣金件的外表面进行高压水枪冲洗,水压不小于18MPa,能够将外表面的铁屑以及粘粘的硬质杂质进行清洁,以此保证了钣金件外表面的光洁度,避免了冲
一种压边钣金件的加工方法.pdf
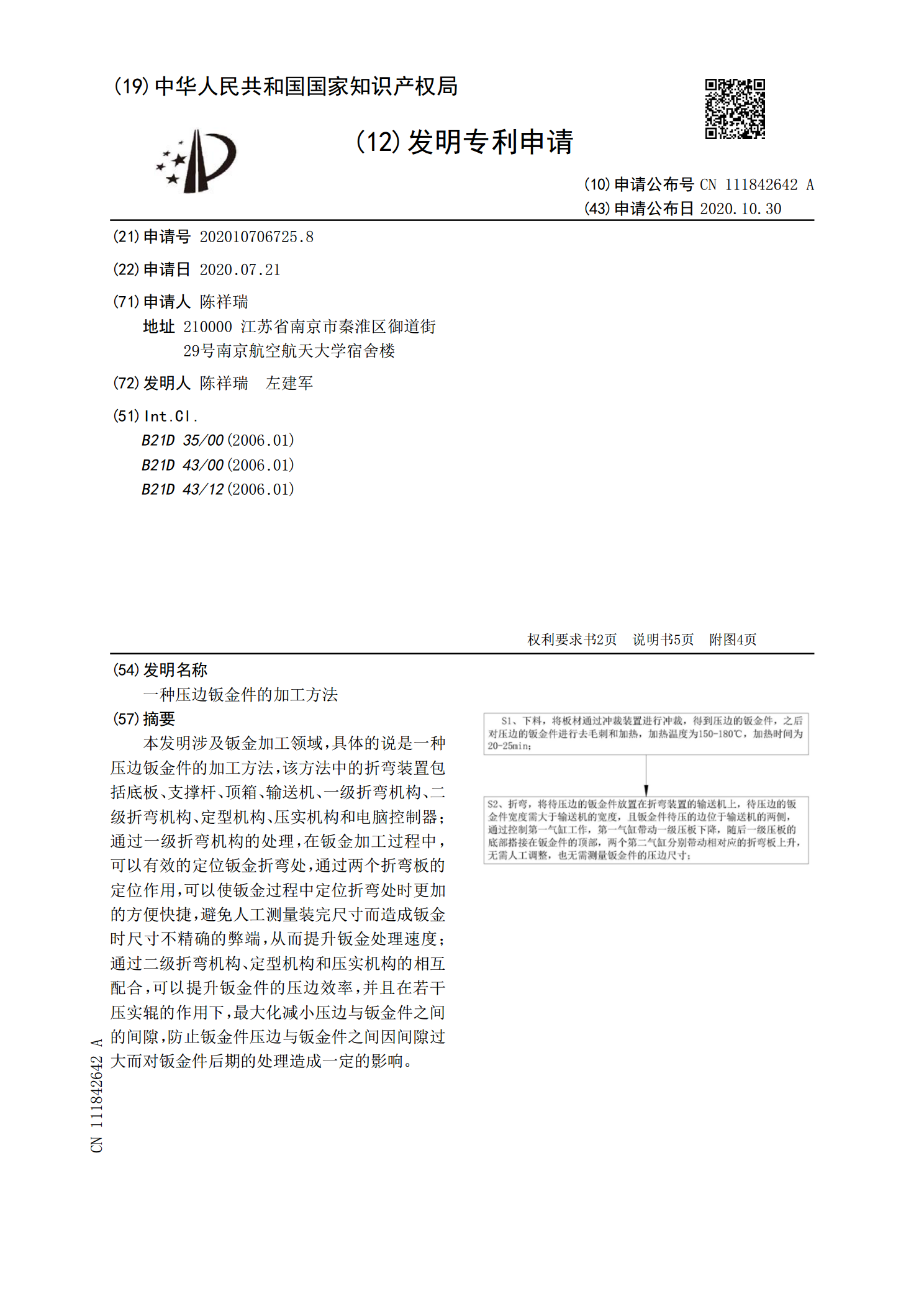
本发明涉及钣金加工领域,具体的说是一种压边钣金件的加工方法,该方法中的折弯装置包括底板、支撑杆、顶箱、输送机、一级折弯机构、二级折弯机构、定型机构、压实机构和电脑控制器;通过一级折弯机构的处理,在钣金加工过程中,可以有效的定位钣金折弯处,通过两个折弯板的定位作用,可以使钣金过程中定位折弯处时更加的方便快捷,避免人工测量装完尺寸而造成钣金时尺寸不精确的弊端,从而提升钣金处理速度;通过二级折弯机构、定型机构和压实机构的相互配合,可以提升钣金件的压边效率,并且在若干压实辊的作用下,最大化减小压边与钣金件之间的间
一种压边钣金件的加工方法.pdf
本发明公开了一种压边钣金件的加工方法,涉及钣金件加工领域。一种压边钣金件的加工方法,包括以下步骤:步骤(1):将金属板材通过冲裁装置进行冲裁,得到压边的钣金件的板体;步骤(2):完成步骤(1)后对板体的边角进行打磨,去除毛刺,在对板体的外表面进行清洁,去除表面的铁屑杂质;步骤(3):将板体放入冲压装置内,对其进行限位,开启冲压装置开始对金属板进行冲压。本发明在冲压时对钣金件的外表面进行高压水枪冲洗,水压不小于18MPa,能够将外表面的铁屑以及粘粘的硬质杂质进行清洁,以此保证了钣金件外表面的光洁度,避免了冲