
一种压边钣金件的加工方法.pdf

是你****岺呀


1/10
2/10
3/10

4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种压边钣金件加工方法.pdf
本发明涉及钣金件加工领域,具体说是一种压边钣金件加工方法,包括以下步骤:S1、放置金属板材料:首先操作者可以拉动压边钣金件加工装置中位于操作台一侧的限位结构,将金属板放置在支撑板上;S2、冲压:在步骤S1中的金属板放置完成后,开启冲压装置开始对金属板进行冲压;S3、清洁:在步骤S2中冲压装置下降过程中,通过冲压装置的一侧连接有清洁结构对金属板表面进行清洁,防止固体杂质在金属板表面留下印痕。本发明通过冲压装置的往复运动,使得安装臂驱动清洁刷对置于支撑板上的待加工金属板原料进行表面的清洁,防止由于金属板表面的

一种压边钣金件的加工方法.pdf
本发明公开了一种压边钣金件的加工方法,涉及钣金件加工领域。一种压边钣金件的加工方法,包括以下步骤:步骤(1):将金属板材通过冲裁装置进行冲裁,得到压边的钣金件的板体;步骤(2):完成步骤(1)后对板体的边角进行打磨,去除毛刺,在对板体的外表面进行清洁,去除表面的铁屑杂质;步骤(3):将板体放入冲压装置内,对其进行限位,开启冲压装置开始对金属板进行冲压。本发明在冲压时对钣金件的外表面进行高压水枪冲洗,水压不小于18MPa,能够将外表面的铁屑以及粘粘的硬质杂质进行清洁,以此保证了钣金件外表面的光洁度,避免了冲
一种压边钣金件的加工方法.pdf
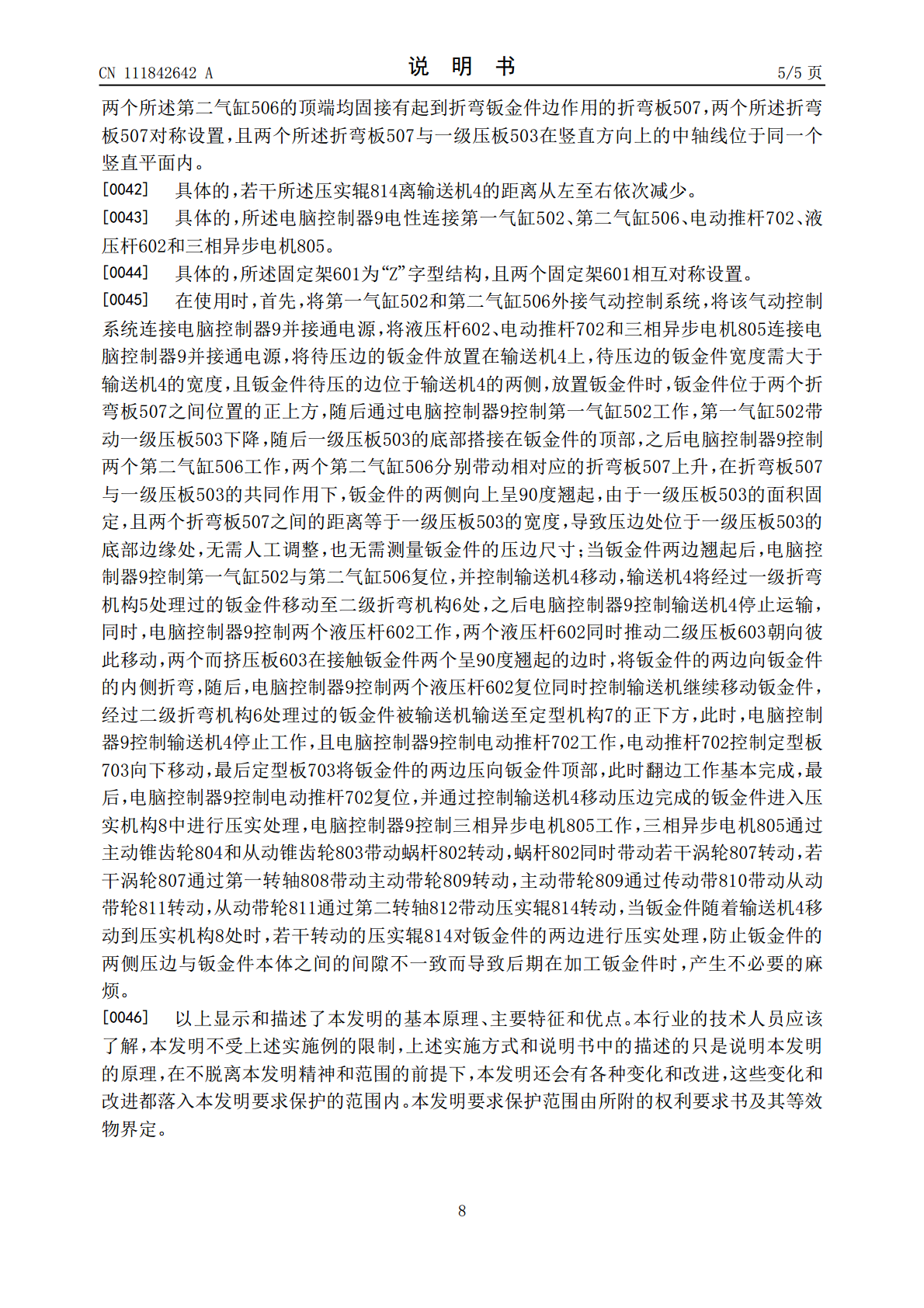
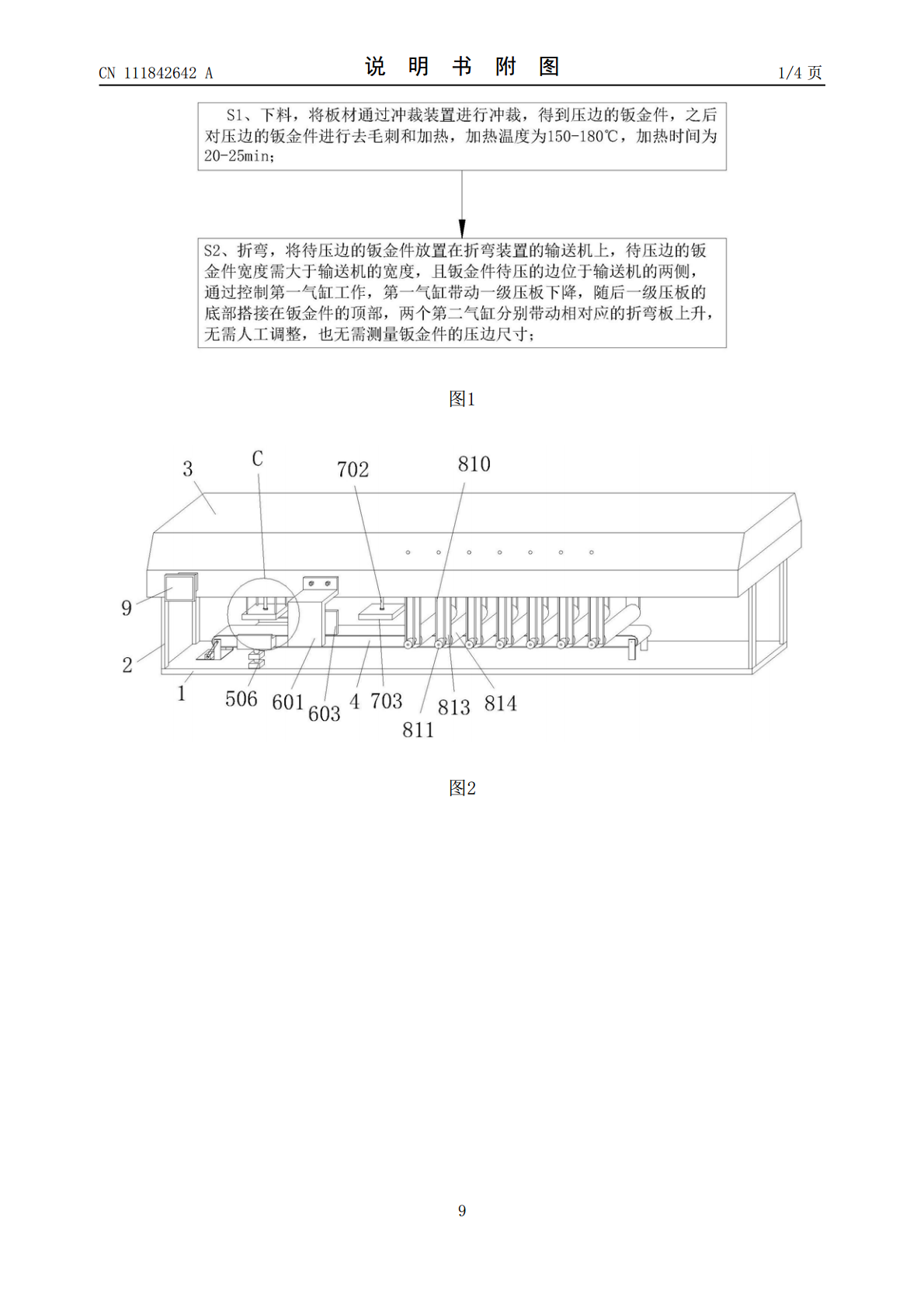
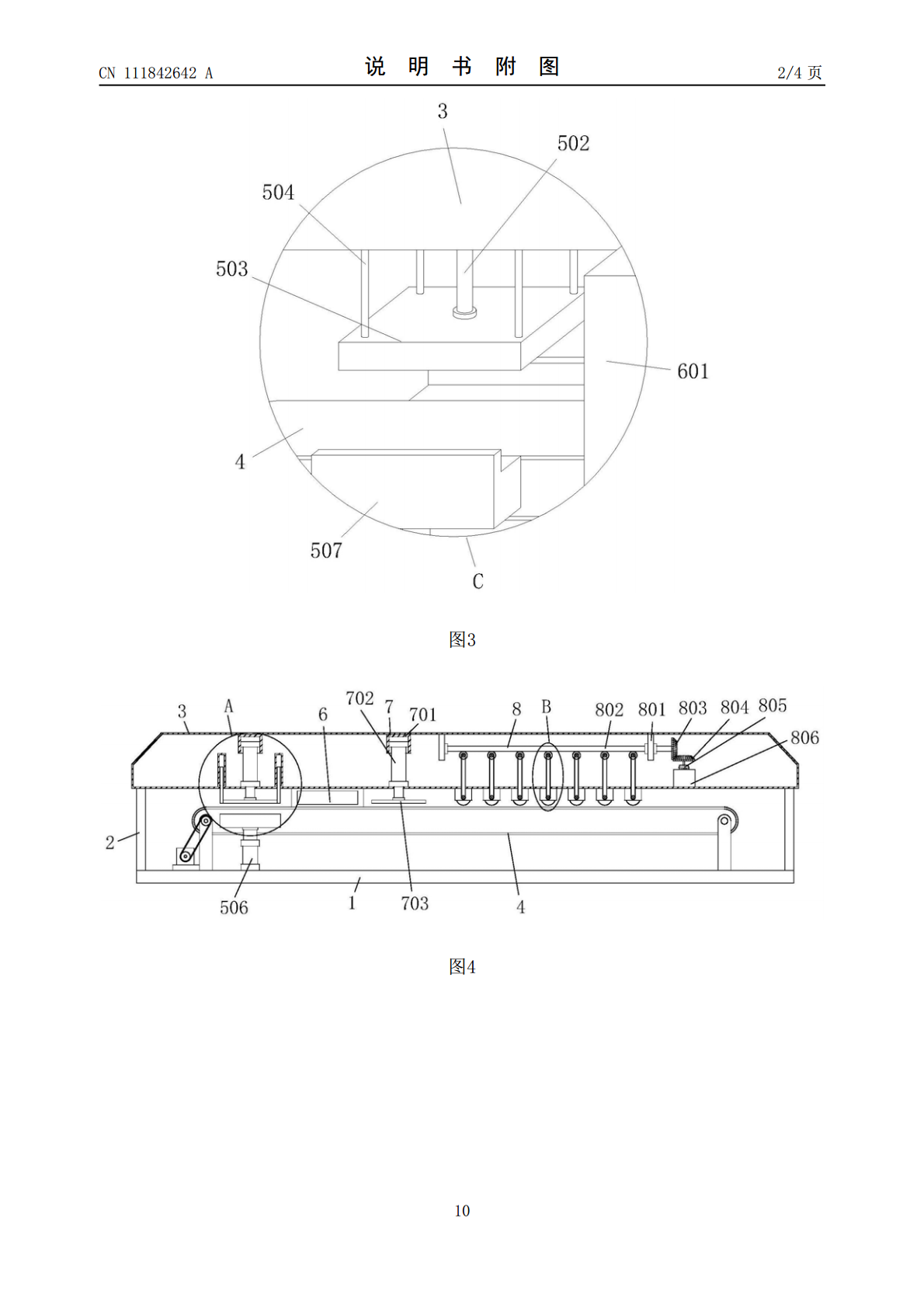
本发明涉及钣金加工领域,具体的说是一种压边钣金件的加工方法,该方法中的折弯装置包括底板、支撑杆、顶箱、输送机、一级折弯机构、二级折弯机构、定型机构、压实机构和电脑控制器;通过一级折弯机构的处理,在钣金加工过程中,可以有效的定位钣金折弯处,通过两个折弯板的定位作用,可以使钣金过程中定位折弯处时更加的方便快捷,避免人工测量装完尺寸而造成钣金时尺寸不精确的弊端,从而提升钣金处理速度;通过二级折弯机构、定型机构和压实机构的相互配合,可以提升钣金件的压边效率,并且在若干压实辊的作用下,最大化减小压边与钣金件之间的间
一种压边钣金件的加工方法.pdf
本发明公开了一种压边钣金件的加工方法,涉及钣金件加工领域。一种压边钣金件的加工方法,包括以下步骤:步骤(1):将金属板材通过冲裁装置进行冲裁,得到压边的钣金件的板体;步骤(2):完成步骤(1)后对板体的边角进行打磨,去除毛刺,在对板体的外表面进行清洁,去除表面的铁屑杂质;步骤(3):将板体放入冲压装置内,对其进行限位,开启冲压装置开始对金属板进行冲压。本发明在冲压时对钣金件的外表面进行高压水枪冲洗,水压不小于18MPa,能够将外表面的铁屑以及粘粘的硬质杂质进行清洁,以此保证了钣金件外表面的光洁度,避免了冲
一种压边钣金件加工工艺.pdf
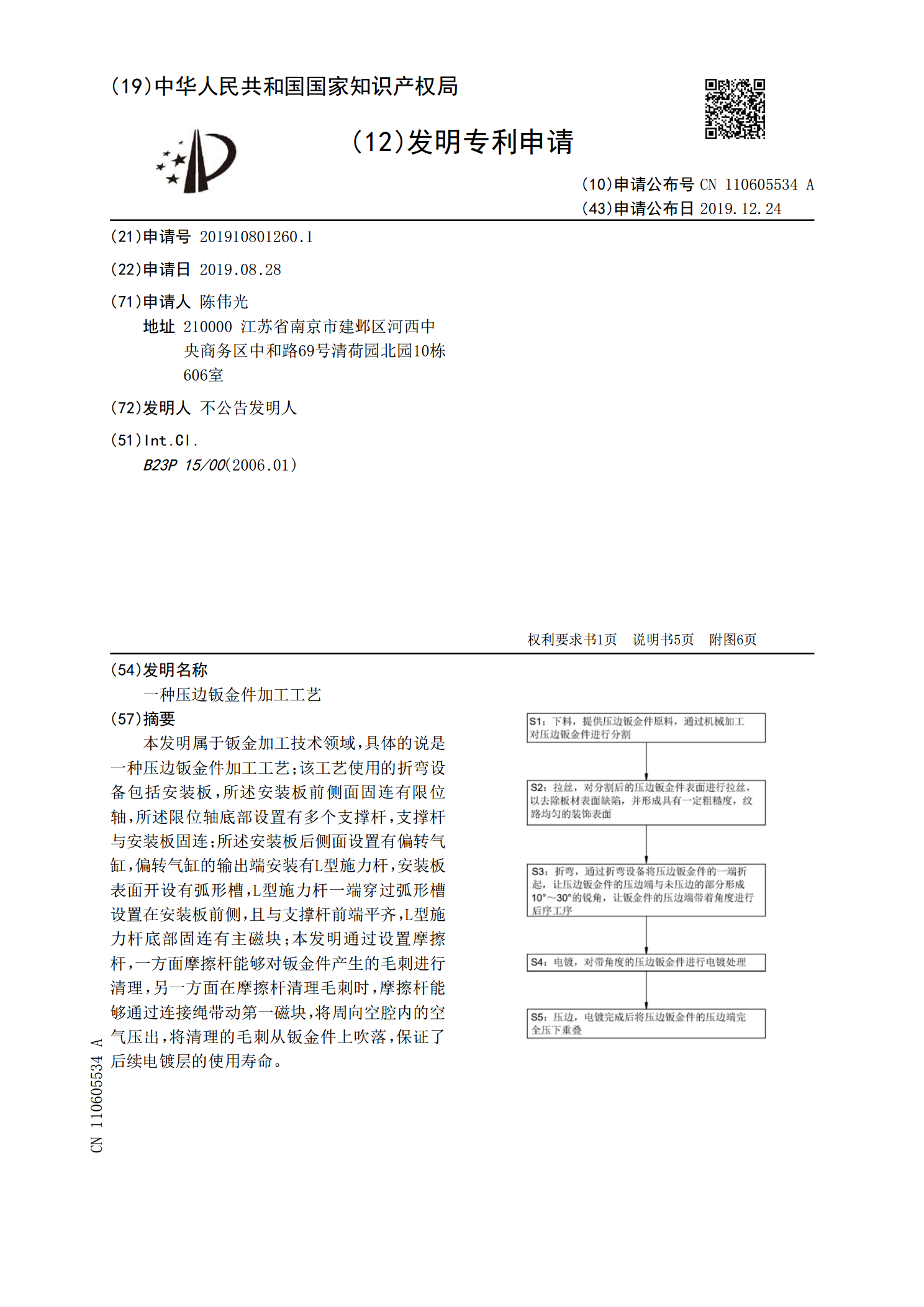
本发明属于钣金加工技术领域,具体的说是一种压边钣金件加工工艺;该工艺使用的折弯设备包括安装板,所述安装板前侧面固连有限位轴,所述限位轴底部设置有多个支撑杆,支撑杆与安装板固连;所述安装板后侧面设置有偏转气缸,偏转气缸的输出端安装有L型施力杆,安装板表面开设有弧形槽,L型施力杆一端穿过弧形槽设置在安装板前侧,且与支撑杆前端平齐,L型施力杆底部固连有主磁块;本发明通过设置摩擦杆,一方面摩擦杆能够对钣金件产生的毛刺进行清理,另一方面在摩擦杆清理毛刺时,摩擦杆能够通过连接绳带动第一磁块,将周向空腔内的空气压出,将