
焊接基础知识—常用焊接方法和其特点.ppt

天马****23

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共47页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
焊接基础知识—常用焊接方法和其特点.ppt
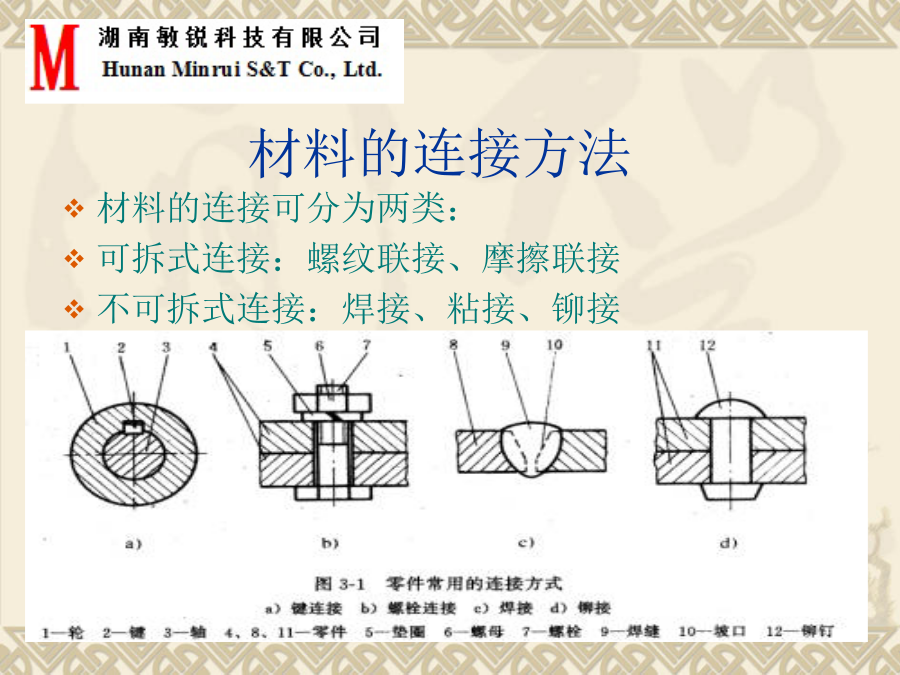
焊接基础知识—常用焊接方法和其特点绪论材料的连接可分为两类:可拆式连接:螺纹联接、摩擦联接不可拆式连接:焊接、粘接、铆接粘接的的特点:①可用于多种不同形状的接头和各种不同材料(如各种金属、非金属以及金属与非金属)的连接。②可实现大面积连接。接头的应力分布较均匀,耐疲劳性能好。③接头的密封性能好,并具有耐腐蚀和绝缘等性能。④工艺简便,无焊接的高温,又无螺纹连接和铆接所需的多种机械紧固件(如螺钉、螺母、垫圈、销钉等),生产率高。粘接的不足之处:①粘接接头的强度不及焊接接头高。②接头的耐热性较低(一般在300℃

常用焊接方法及特点.doc
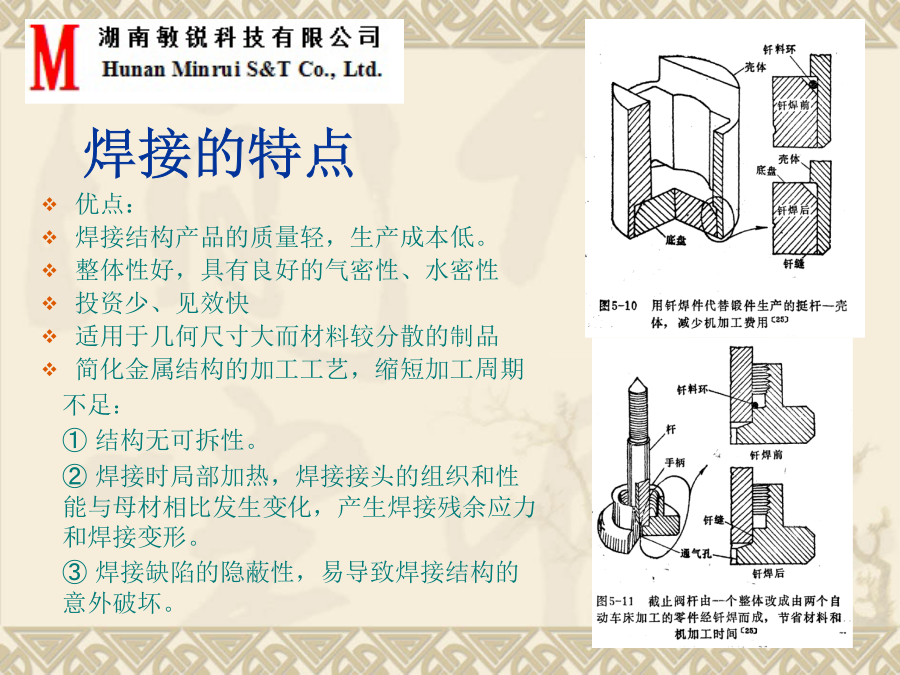
常用焊接方法及特点一、什么是钎焊?钎焊是如何分类的?钎焊的接头形式有何特点?钎焊是利用熔点比母材低的金属作为钎料,加热后,钎料熔化,焊件不熔化,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散,将焊件牢固的连接在一起。根据钎料熔点的不同,将钎焊分为软钎焊和硬钎焊。(1)软钎焊:软钎焊的钎料熔点低于450°C,接头强度较低(小于70MPa)。(2)硬钎焊:硬钎焊的钎料熔点高于450°C,接头强度较高(大于200MPa)。钎焊接头的承载能力与接头连接面大小有关。因此,钎焊一般采用搭接接头和套件镶接,以弥补钎

常用焊接方法的分类及特点.docx
常用焊接方法的分类及特点焊接是一种常见的金属加工技术,可以将两个或更多的金属零部件连接在一起。随着科技的日益发展和工业生产技术的不断进步,各种不同的焊接方法不断涌现,并逐渐成为各种工业制造和应用领域的主要焊接方法。本文将介绍焊接的广泛分类和各种焊接方法的特点。分类:就常见的焊接方法而言,它们可以大致分为以下几种:气体焊接、电弧焊接、热焊接和激光焊接等。1.气体焊接气体焊接包括氧喷焊、乙炔喷焊和氩弧焊等。这些焊接方法非常适合各种材料类型,例如:铝、不锈钢和钢板等。气体焊接的原则是使用燃气和气体的混合物来创造

常用焊接方法的焊接基础知识.docx
常用焊接方法的焊接基础知识焊接方法一、焊条电弧焊焊接电源的种类和极性进行焊条电弧焊时,采用的电源有交流和直流两大类,根据焊条的性质进行选择,焊接电源的选择通常酸性焊条可采用交流、直流两种电源,一般优先选用交流电源,碱性焊条由于电弧稳定性差,所以必须使用直流电源,但对药皮中含有较多稳弧剂的碱性焊条(如低氢钾型),也可使用交流电源,此时电源的空载电压应较高些。极性的选择碱性焊条采用反接,碱性焊条采用正接时,电弧燃烧不稳定,飞溅严重,采用反接时,燃烧稳定,飞溅少,酸性焊条,如果使用直流电源时,通常采用正接,因为
常用焊接方法的焊接基础知识.pdf
焊接方法一、焊条电弧焊焊接电源的种类和极性进行焊条电弧焊时,采用的电源有交流和直流两大类,根据焊条的性质进行选择,焊接电源的选择通常酸性焊条可采用交流、直流两种电源,一般优先选用交流电源,碱性焊条由于电弧稳定性差,所以必须使用直流电源,但对药皮中含有较多稳弧剂的碱性焊条(如低氢钾型),也可使用交流电源,此时电源的空载电压应较高些。极性的选择碱性焊条采用反接,碱性焊条采用正接时,电弧燃烧不稳定,飞溅严重,采用反接时,燃烧稳定,飞溅少,酸性焊条,如果使用直流电源时,通常采用正接,因为阳极部分的温度高于阴极部分