
十字轴锻件的自由锻造技术.doc

yy****24


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

十字轴锻件的自由锻造技术.doc
最终编辑修改稿十字轴锻件的自由锻造技术于飞龙赵忠诚(中国第一重型机械集团公司水压机锻造分厂,黑龙江161042)摘要:详细介绍了全纤维锻造法锻造十字轴锻件的工艺。该工艺可提高产品的质量和生产效率。关键词:十字轴;锻造;纤维性中图分类号:TG316.2文献标识码:B——————收稿日期:2008-11-05十字轴是十字轴式万向接轴上的重要零件,材质为18Cr2Ni4W,形状见图1。设计要求采用自由锻造成形,化学成分要求见表1,表面要求热处理硬度达330~400HBS,内部按JB/T5000.15标准进行超声

一种大型十字轴锻件自由锻造工艺.docx
一种大型十字轴锻件自由锻造工艺一种大型十字轴锻件自由锻造工艺摘要:随着工业的发展,大型机械设备的需求也在增加。而大型十字轴作为机械设备中十分重要的部件,其制造工艺也越来越受到关注。本文提出了一种大型十字轴锻件的自由锻造工艺,通过详细分析工艺步骤以及材料的选择,实现了大型十字轴的高质量制造。本工艺有望在实际生产中得到广泛应用。关键词:大型十字轴,锻造工艺,自由锻造,制造质量1.引言大型十字轴作为机械设备中的关键部件之一,承受着巨大的负荷和压力,在工作过程中需要具备较高的强度和耐磨性。目前,大型十字轴的制造工
一种十字轴锻件的锻造方法.pdf
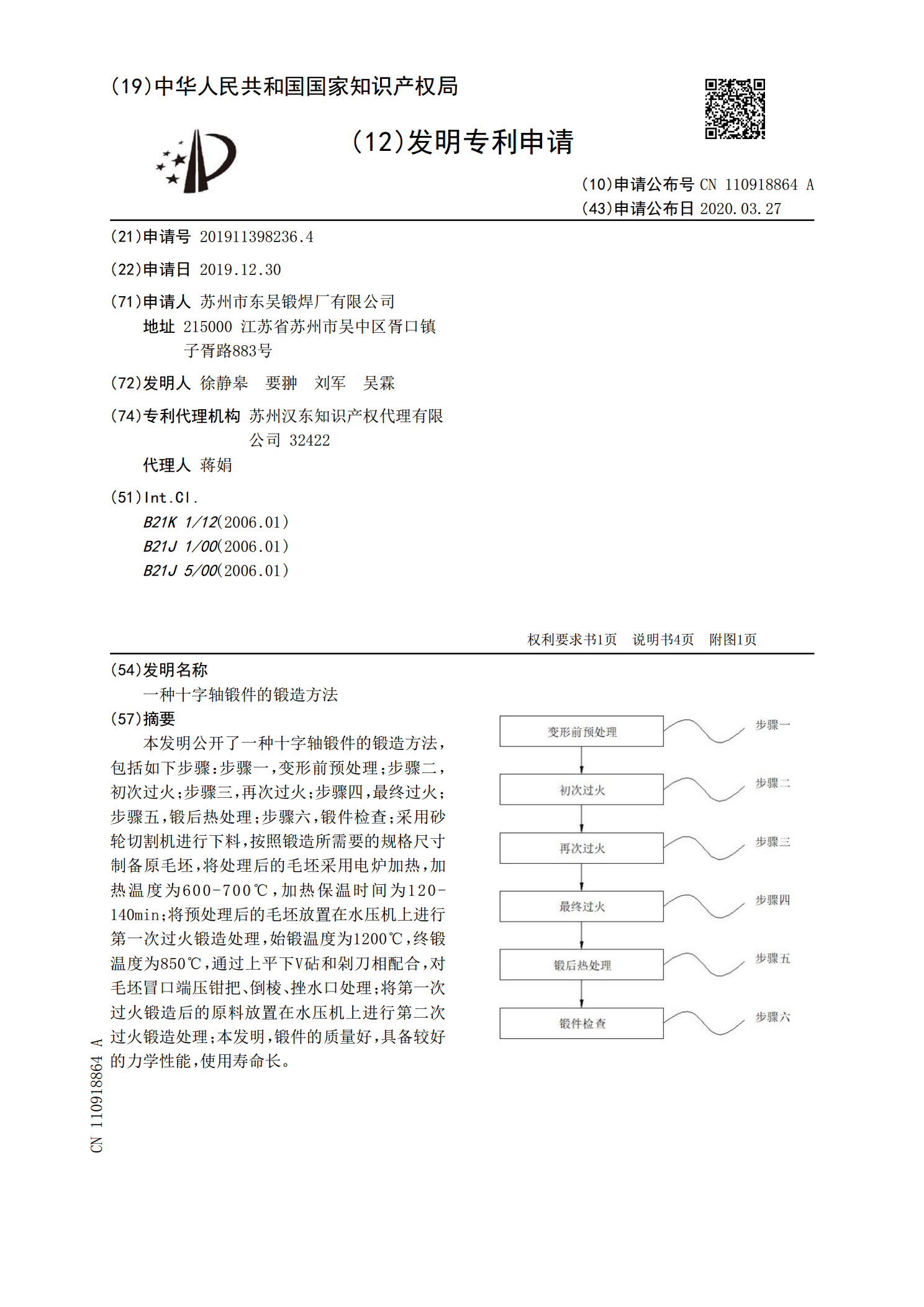
本发明公开了一种十字轴锻件的锻造方法,包括如下步骤:步骤一,变形前预处理;步骤二,初次过火;步骤三,再次过火;步骤四,最终过火;步骤五,锻后热处理;步骤六,锻件检查;采用砂轮切割机进行下料,按照锻造所需要的规格尺寸制备原毛坯,将处理后的毛坯采用电炉加热,加热温度为600‑700℃,加热保温时间为120‑140min;将预处理后的毛坯放置在水压机上进行第一次过火锻造处理,始锻温度为1200℃,终锻温度为850℃,通过上平下V砧和剁刀相配合,对毛坯冒口端压钳把、倒棱、挫水口处理;将第一次过火锻造后的原料放置在

长轴类大锻件的自由锻造工艺分析.docx
长轴类大锻件的自由锻造工艺分析摘要:随着我国市场经济的不断发展以及科学技术的不断进步长轴类的大型锻件作为我国工业发展必不可少的一部分在我国经济实现又好又快发展过程中发挥着举足轻重的地位。因此提高长轴类的大型锻件锻造工艺从而降低生产成本降低能耗进而提高长轴类大型锻件的成形质量。本文从对传统的长轴类大锻件工艺改善入手揭示了自由锻造工艺的特点从而实现长轴类大型锻件的自由锻造满足我国工业发展的需要以期促进我国经济的又好又快发展。关键词:长轴类大锻件;自由锻造;锻造工艺
一种耳轴体锻件的自由锻造工艺.pdf
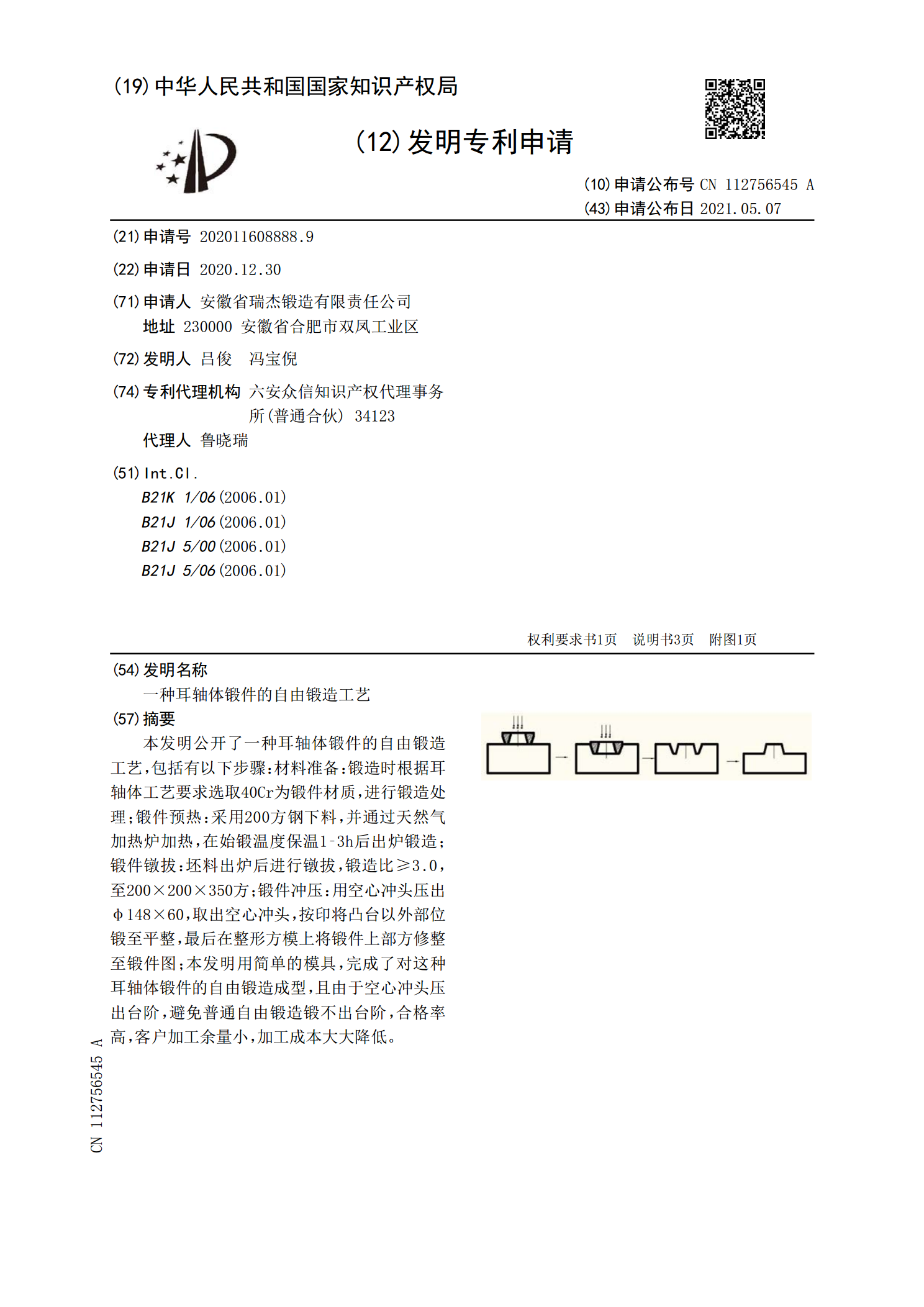
本发明公开了一种耳轴体锻件的自由锻造工艺,包括有以下步骤:材料准备:锻造时根据耳轴体工艺要求选取40Cr为锻件材质,进行锻造处理;锻件预热:采用200方钢下料,并通过天然气加热炉加热,在始锻温度保温1‑3h后出炉锻造;锻件镦拔:坯料出炉后进行镦拔,锻造比≥3.0,至200×200×350方;锻件冲压:用空心冲头压出φ148×60,取出空心冲头,按印将凸台以外部位锻至平整,最后在整形方模上将锻件上部方修整至锻件图;本发明用简单的模具,完成了对这种耳轴体锻件的自由锻造成型,且由于空心冲头压出台阶,避免普通自由