
一种轴承磨床的浮动支承.pdf

文库****坚白

1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轴承磨床的浮动支承.pdf
本发明公开了一种轴承磨床的浮动支承,包括支承头和支承座,支承头通过销轴与支承座连接形成悬臂梁结构,支承头与支承座过盈配合连接,支承头与销轴间隙配合,且支承头的轴向窜动量为0.02‑0.03;支承头和销轴内加工有冷却液流道,销轴外径上还加工有与冷却液流道配合的冷却液流出槽;支承头为环扇形结构,支承头内弧面过盈配合有多根合金圆棒。该轴承磨床的浮动支承易加工、生产成本低并提高生产效率。
一种应用于磨床的浮动支承.pdf
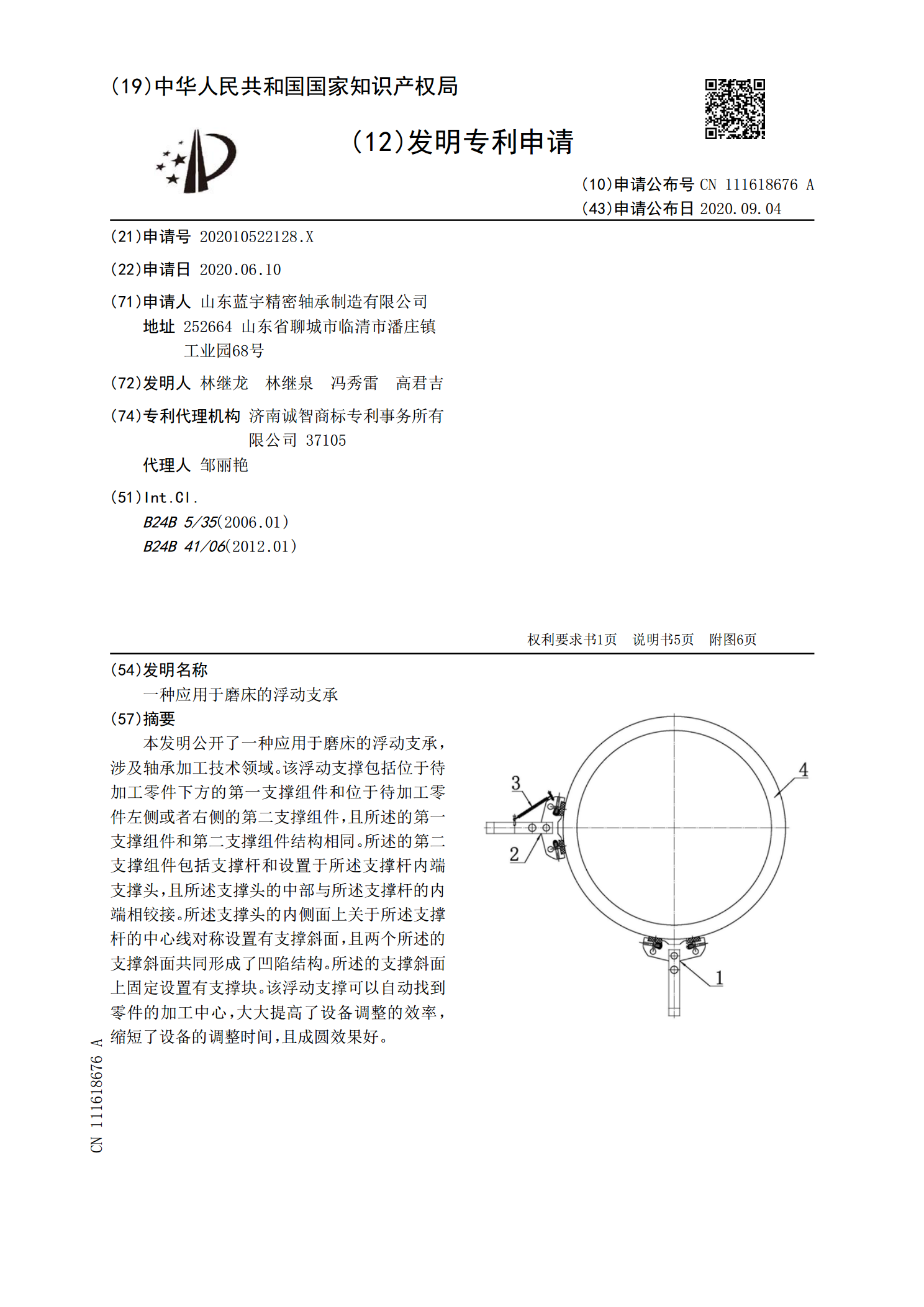
本发明公开了一种应用于磨床的浮动支承,涉及轴承加工技术领域。该浮动支撑包括位于待加工零件下方的第一支撑组件和位于待加工零件左侧或者右侧的第二支撑组件,且所述的第一支撑组件和第二支撑组件结构相同。所述的第二支撑组件包括支撑杆和设置于所述支撑杆内端支撑头,且所述支撑头的中部与所述支撑杆的内端相铰接。所述支撑头的内侧面上关于所述支撑杆的中心线对称设置有支撑斜面,且两个所述的支撑斜面共同形成了凹陷结构。所述的支撑斜面上固定设置有支撑块。该浮动支撑可以自动找到零件的加工中心,大大提高了设备调整的效率,缩短了设备的调

浮动轴承用轴承座系统及在轴承座内浮动地支承轴承的方法.pdf
本发明提供浮动轴承用轴承座系统及在轴承座内浮动地支承轴承的方法。浮动轴承用轴承座系统包括轴、轴承、轴承座,在轴的径向上,轴承位于轴与轴承座之间,在轴由于温度变化而伸缩时,轴承的内圈与轴一起沿轴向移动,轴承的外圈与轴承座松配合。浮动轴承用轴承座系统还包括:驱动装置;以及用于检测轴的伸缩的检测器,驱动装置根据检测器的检测结果驱动轴承的外圈沿轴向移动,以使轴承的外圈的移位与轴的伸缩量一致。在上述浮动轴承用轴承座系统中,利用驱动装置来驱动轴承的外圈、克服摩擦,可以根据轴的伸长或缩短主动地驱动轴承外圈移动,从而确保
轴承磨床活动支承快速安装工装机构.pdf
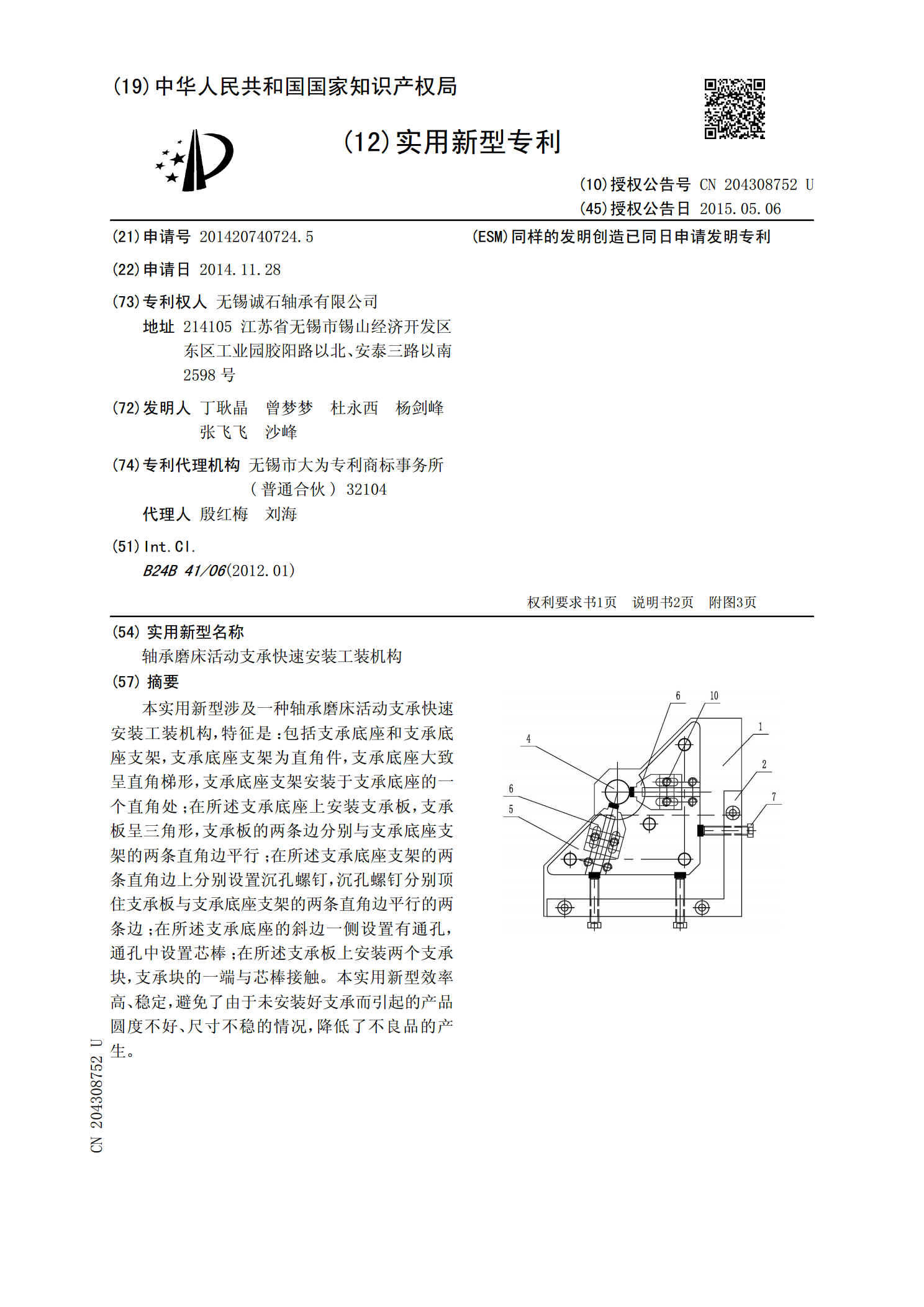
本实用新型涉及一种轴承磨床活动支承快速安装工装机构,特征是:包括支承底座和支承底座支架,支承底座支架为直角件,支承底座大致呈直角梯形,支承底座支架安装于支承底座的一个直角处;在所述支承底座上安装支承板,支承板呈三角形,支承板的两条边分别与支承底座支架的两条直角边平行;在所述支承底座支架的两条直角边上分别设置沉孔螺钉,沉孔螺钉分别顶住支承板与支承底座支架的两条直角边平行的两条边;在所述支承底座的斜边一侧设置有通孔,通孔中设置芯棒;在所述支承板上安装两个支承块,支承块的一端与芯棒接触。本实用新型效率高、稳定,

一种浮动轴承.pdf
本发明涉及一种浮动轴承。具体说,是汽车增压器轮轴与中间体间的浮动轴承。它包括轴承本体,所述轴承本体为管状,其轴向的中间有第一油孔,该第一油孔的中心线与轴承本体的直径重合。所述轴承本体两端的外圆周向有第一沟槽,第一沟槽的槽底周向均布第二有油孔,所述第一油孔的直径大于第二油孔。其特点是所述轴承本体的轴向中间外圆上有用于储存润滑油的第二沟槽,所述第二沟槽为周向槽,其深度小于第一沟槽,且第二沟槽与第一油孔连通。采用这种浮动轴承,可提高浮动轴承本身和轮轴的使用寿命。