
一种气密焊缝的焊接质量控制方法及装置.pdf

Ro****44

1/10
2/10

3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种气密焊缝的焊接质量控制方法及装置.pdf
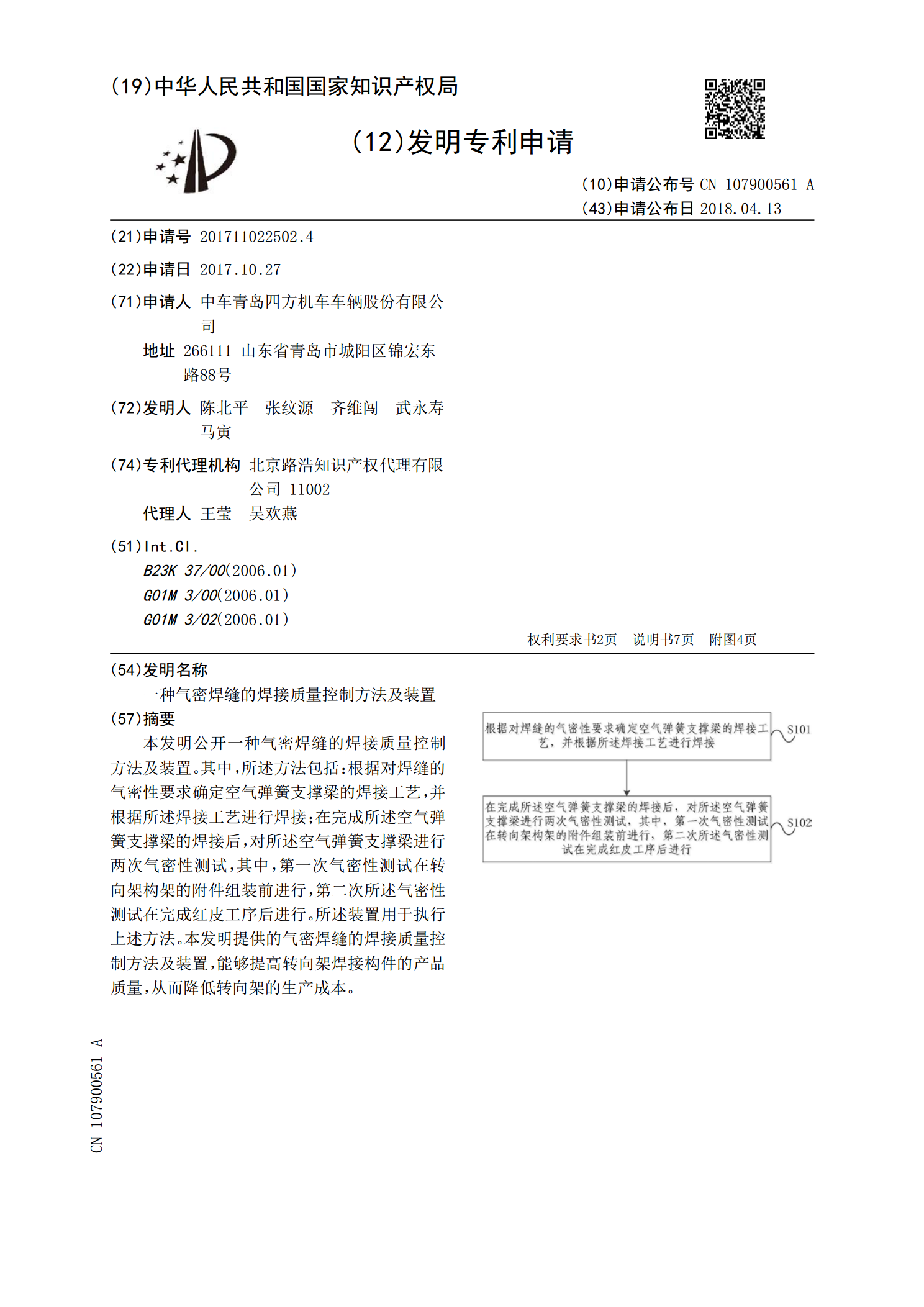
本发明公开一种气密焊缝的焊接质量控制方法及装置。其中,所述方法包括:根据对焊缝的气密性要求确定空气弹簧支撑梁的焊接工艺,并根据所述焊接工艺进行焊接;在完成所述空气弹簧支撑梁的焊接后,对所述空气弹簧支撑梁进行两次气密性测试,其中,第一次气密性测试在转向架构架的附件组装前进行,第二次所述气密性测试在完成红皮工序后进行。所述装置用于执行上述方法。本发明提供的气密焊缝的焊接质量控制方法及装置,能够提高转向架焊接构件的产品质量,从而降低转向架的生产成本。
一种焊缝焊接质量检测装置.pdf
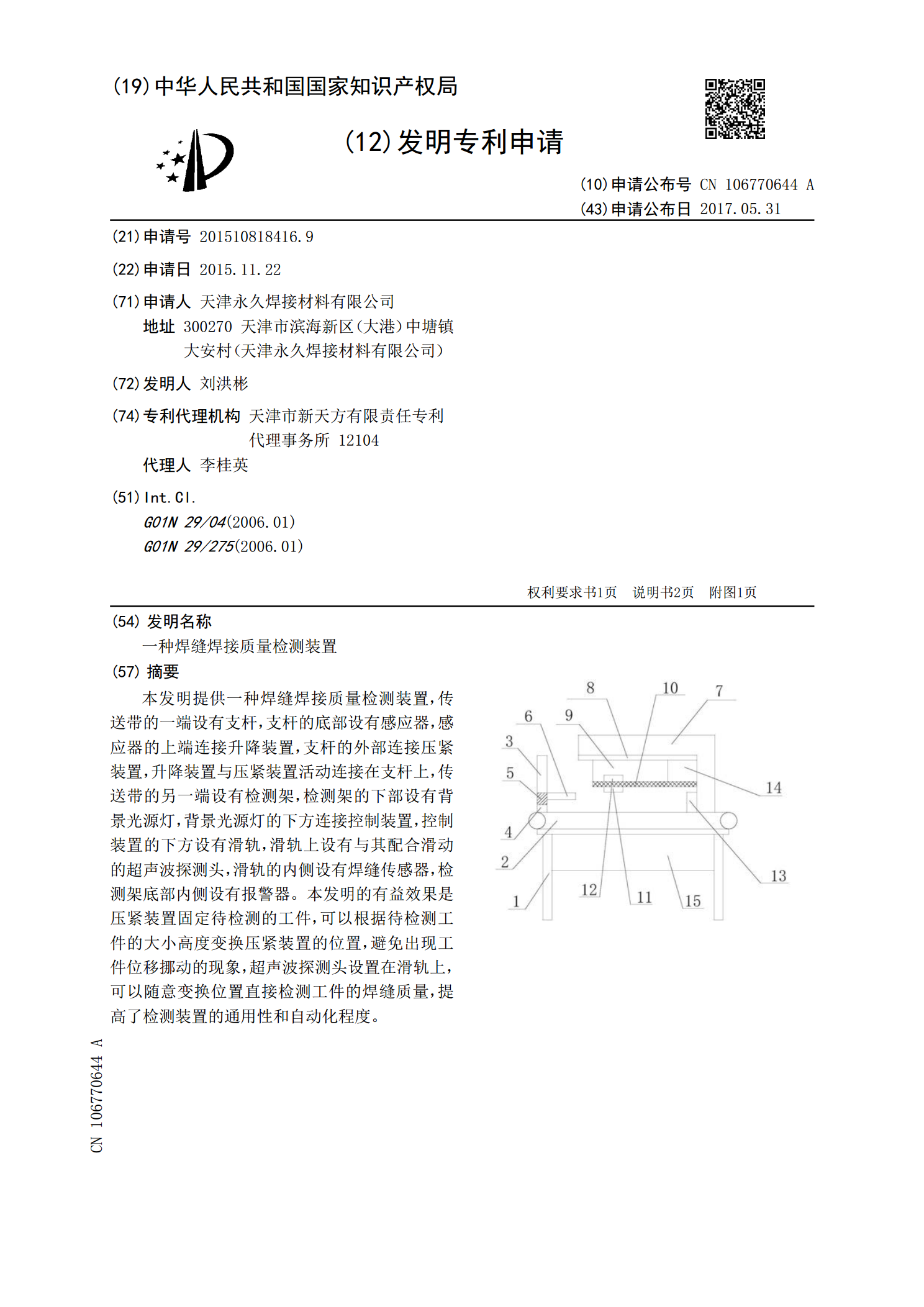
本发明提供一种焊缝焊接质量检测装置,传送带的一端设有支杆,支杆的底部设有感应器,感应器的上端连接升降装置,支杆的外部连接压紧装置,升降装置与压紧装置活动连接在支杆上,传送带的另一端设有检测架,检测架的下部设有背景光源灯,背景光源灯的下方连接控制装置,控制装置的下方设有滑轨,滑轨上设有与其配合滑动的超声波探测头,滑轨的内侧设有焊缝传感器,检测架底部内侧设有报警器。本发明的有益效果是压紧装置固定待检测的工件,可以根据待检测工件的大小高度变换压紧装置的位置,避免出现工件位移挪动的现象,超声波探测头设置在滑轨上,

一种焊缝焊接质量检测装置.pdf
本发明属于质量检测装置技术领域,尤其为一种焊缝焊接质量检测装置,包括支撑架,支撑架的上端设置有检测箱,检测箱的前表壁安装有检测控制器,检测控制器的外表壁一侧设置有固定座,固定座的一端设置有散热板,散热板靠近固定座的一端设置有安装块,安装块的外部且位于固定座的内部开设有安装槽,检测箱的顶端设置有电机。本发明通过增设可拆卸的散热板,散热板可快速将检测控制器使用时产生的热量导出并散去,有效降低了内部的温度,避免了内部元件造成损坏;通过增设可拆卸的挡板,挡板能够避免了物件过多而导致无法得到很好的检测,提高了物件的
一种焊缝跟踪装置及焊接方法.pdf
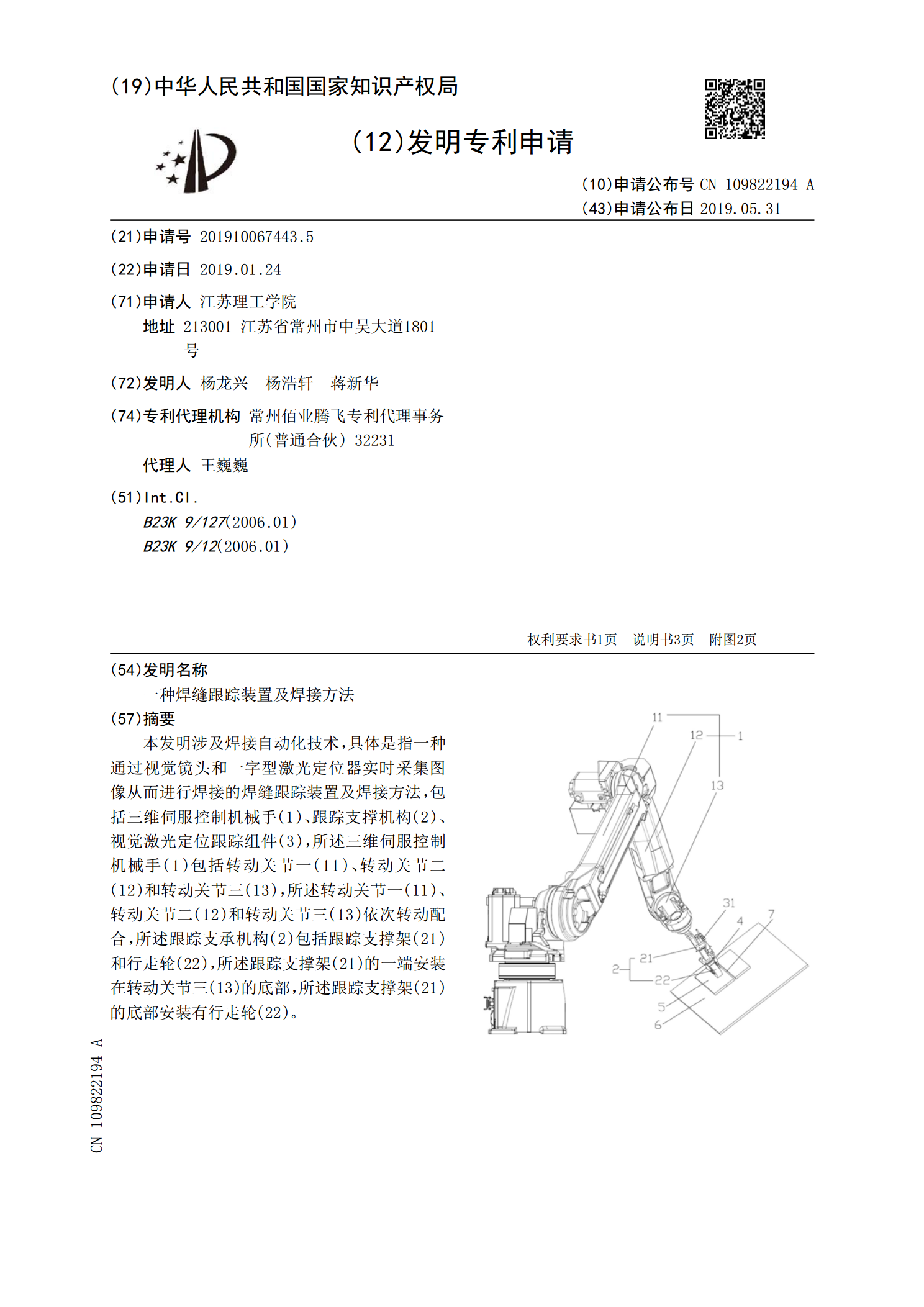
本发明涉及焊接自动化技术,具体是指一种通过视觉镜头和一字型激光定位器实时采集图像从而进行焊接的焊缝跟踪装置及焊接方法,包括三维伺服控制机械手(1)、跟踪支撑机构(2)、视觉激光定位跟踪组件(3),所述三维伺服控制机械手(1)包括转动关节一(11)、转动关节二(12)和转动关节三(13),所述转动关节一(11)、转动关节二(12)和转动关节三(13)依次转动配合,所述跟踪支承机构(2)包括跟踪支撑架(21)和行走轮(22),所述跟踪支撑架(21)的一端安装在转动关节三(13)的底部,所述跟踪支撑架(21)的
一种轮辋焊缝气密性检测装置及气密性检测方法.pdf
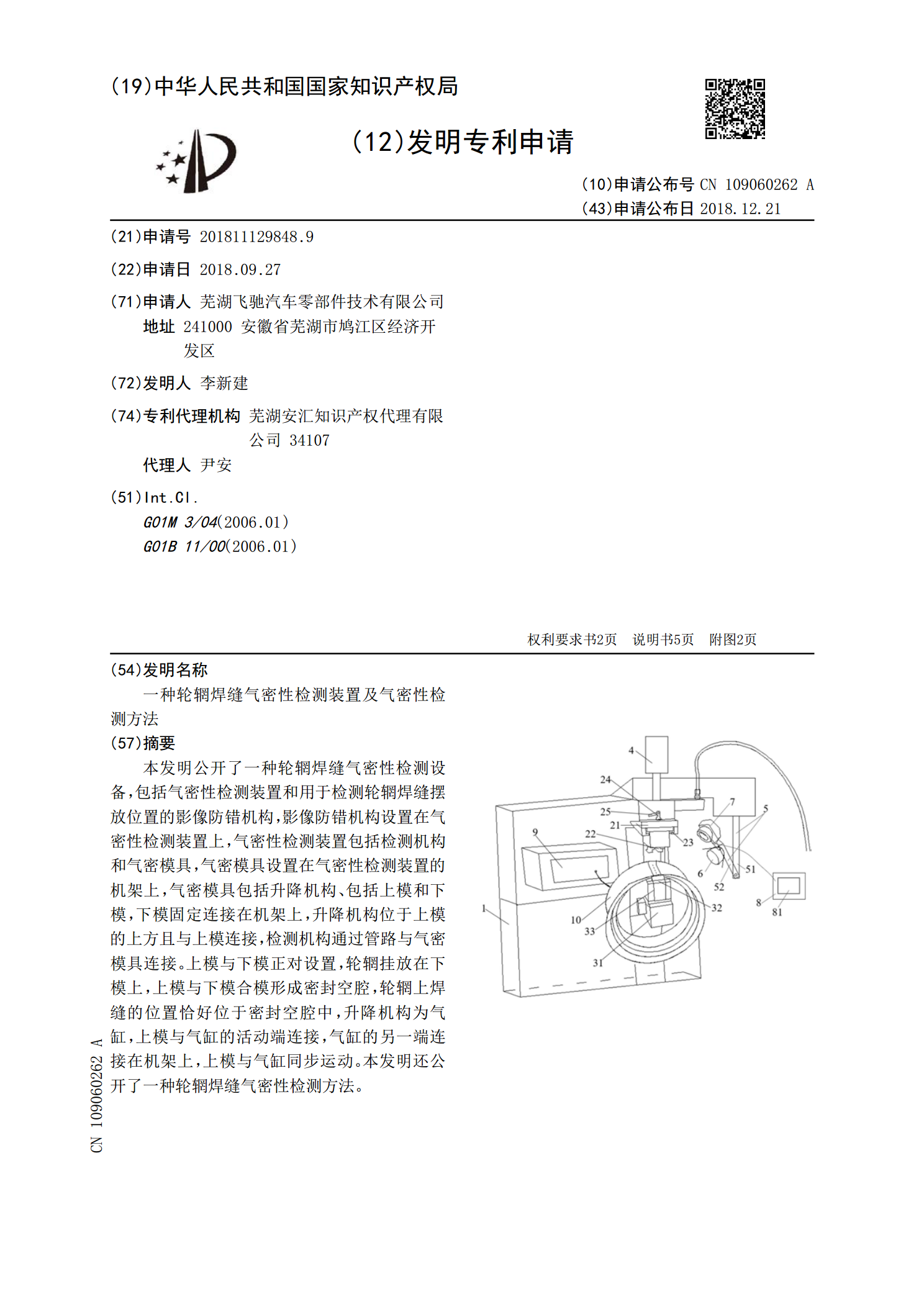
本发明公开了一种轮辋焊缝气密性检测设备,包括气密性检测装置和用于检测轮辋焊缝摆放位置的影像防错机构,影像防错机构设置在气密性检测装置上,气密性检测装置包括检测机构和气密模具,气密模具设置在气密性检测装置的机架上,气密模具包括升降机构、包括上模和下模,下模固定连接在机架上,升降机构位于上模的上方且与上模连接,检测机构通过管路与气密模具连接。上模与下模正对设置,轮辋挂放在下模上,上模与下模合模形成密封空腔,轮辋上焊缝的位置恰好位于密封空腔中,升降机构为气缸,上模与气缸的活动端连接,气缸的另一端连接在机架上,上