
电烙铁焊接培训手册.pdf

yy****24


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
电烙铁焊接培训手册.pdf
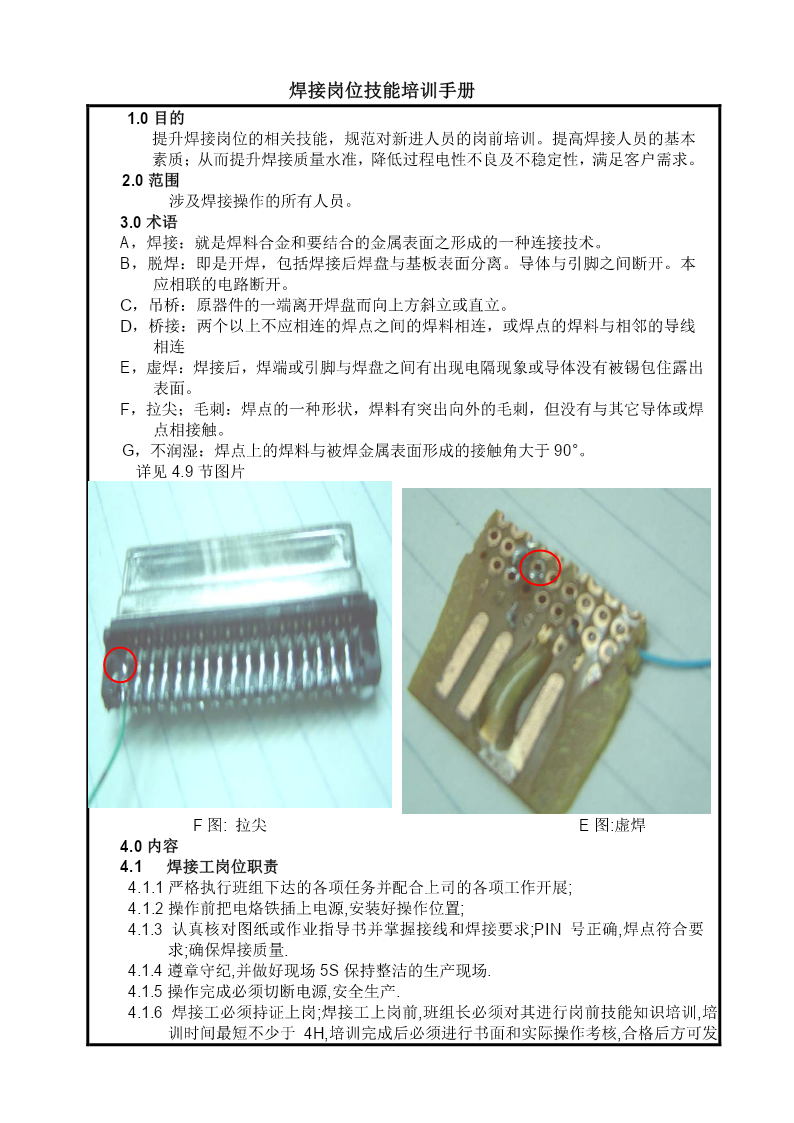
焊接岗位技能培训手册1.0目的提升焊接岗位的相关技能,规范对新进人员的岗前培训。提高焊接人员的基本素质;从而提升焊接质量水准,降低过程电性不良及不稳定性,满足客户需求。2.0范围涉及焊接操作的所有人员。3.0术语A,焊接:就是焊料合金和要结合的金属表面之形成的一种连接技术。B,脱焊:即是开焊,包括焊接后焊盘与基板表面分离。导体与引脚之间断开。本应相联的电路断开。C,吊桥:原器件的一端离开焊盘而向上方斜立或直立。D,桥接:两个以上不应相连的焊点之间的焊料相连,或焊点的焊料与相邻的导线相连E,虚焊:焊接后,焊

电烙铁的焊接知识培训.doc
电烙铁焊接知识培训一电烙铁简介二电烙铁的选择三电烙铁的使用四焊料五助焊剂六合格焊点与不合格焊点认识一电烙铁的简介外热式电烙铁由烙铁头、烙铁芯、外壳、木柄、电源引线、插头等部分组成。由于烙铁头安装在烙铁芯里面,故称为外热式电烙铁。烙铁芯是电烙铁的关键部件,它是将电热丝平行地绕制在一根空心瓷管上构成,中间的云母片绝缘,并引出两根导线与220V交流电源连接。外热式电烙铁的规格很多,常用的有25W,45W,75W,100W等,功率越大烙铁头的温度也就越高.烙铁芯的功率规格不同,其内阻也不同.25W烙铁的阻值约为2

电烙铁的焊接知识培训.doc
电烙铁焊接知识培训一电烙铁简介二电烙铁的选择三电烙铁的使用四焊料五助焊剂六合格焊点与不合格焊点认识一电烙铁的简介外热式电烙铁由烙铁头、烙铁芯、外壳、木柄、电源引线、插头等部分组成。由于烙铁头安装在烙铁芯里面,故称为外热式电烙铁。烙铁芯是电烙铁的关键部件,它是将电热丝平行地绕制在一根空心瓷管上构成,中间的云母片绝缘,并引出两根导线与220V交流电源连接。外热式电烙铁的规格很多,常用的有25W,45W,75W,100W等,功率越大烙铁头的温度也就越高。烙铁芯的功率规格不同,其内阻也不同。25W烙铁的阻值约为2

电烙铁的焊接知识培训.doc
电烙铁焊接知识培训一电烙铁简介二电烙铁的选择三电烙铁的使用四焊料五助焊剂六合格焊点与不合格焊点认识一电烙铁的简介外热式电烙铁由烙铁头、烙铁芯、外壳、木柄、电源引线、插头等部分组成。由于烙铁头安装在烙铁芯里面,故称为外热式电烙铁。烙铁芯是电烙铁的关键部件,它是将电热丝平行地绕制在一根空心瓷管上构成,中间的云母片绝缘,并引出两根导线与220V交流电源连接。外热式电烙铁的规格很多,常用的有25W,45W,75W,100W等,功率越大烙铁头的温度也就越高。烙铁芯的功率规格不同,其内阻也不同。25W烙铁的阻值约为2

电烙铁的焊接知识培训.doc
电烙铁焊接知识培训一电烙铁简介二电烙铁的选择三电烙铁的使用四焊料五助焊剂六合格焊点与不合格焊点认识一电烙铁的简介外热式电烙铁由烙铁头、烙铁芯、外壳、木柄、电源引线、插头等部分组成。由于烙铁头安装在烙铁芯里面,故称为外热式电烙铁。烙铁芯是电烙铁的关键部件,它是将电热丝平行地绕制在一根空心瓷管上构成,中间的云母片绝缘,并引出两根导线与220V交流电源连接。外热式电烙铁的规格很多,常用的有25W,45W,75W,100W等,功率越大烙铁头的温度也就越高.烙铁芯的功率规格不同,其内阻也不同.25W烙铁的阻值约为2