
压榨机辊体网板包覆工艺.doc

yy****24


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

压榨机辊体网板包覆工艺.doc
压榨机辊体网板包覆工艺【摘要】本文介绍了压榨辊网板的加工和装配方法,相关设备、工装的制作、使用等。【关键词】压榨辊;网板0.概述如图1所示为我公司新型压榨机的压榨辊,辊体直径ф605±0.02mm,长度1800mm。该辊体表面有环形沟槽,外部包覆多孔网板,便于压榨物料时液体从网板孔和沟槽中流出,网板厚度3mm。因压榨时挤压力量较大,网板与辊体结合不牢时易发生撕裂,针对这一问题,我们采用了新工艺,将两者联接方式由焊接改为过盈配合联接,过盈量0.28~0.37mm。过盈配合温差法装配包括加热包容件和冷冻被包容

辊体包覆不锈钢代替电镀层工艺的深入分析.docx
辊体包覆不锈钢代替电镀层工艺的深入分析辊体包覆不锈钢代替电镀层工艺的深入分析摘要:随着环保意识的增强和对电镀工艺的限制,传统的电镀层工艺已经面临着许多挑战和问题。因此,寻找一种替代电镀层的新型工艺具有重要意义。辊体包覆不锈钢工艺作为一种环保、耐腐蚀、经济实用的替代工艺,在金属加工领域得到了广泛的应用。本文将从工艺原理、工艺优势和应用前景等方面进行深入分析,并探讨其在不同领域中的潜在问题和解决方案。1.引言电镀工艺是一种在金属表面镀上一层金属膜来实现增强金属表面阳极保护和美化的技术。然而,电镀工艺却存在着许
全包覆胶辊的端面及轴头包覆的方法.pdf
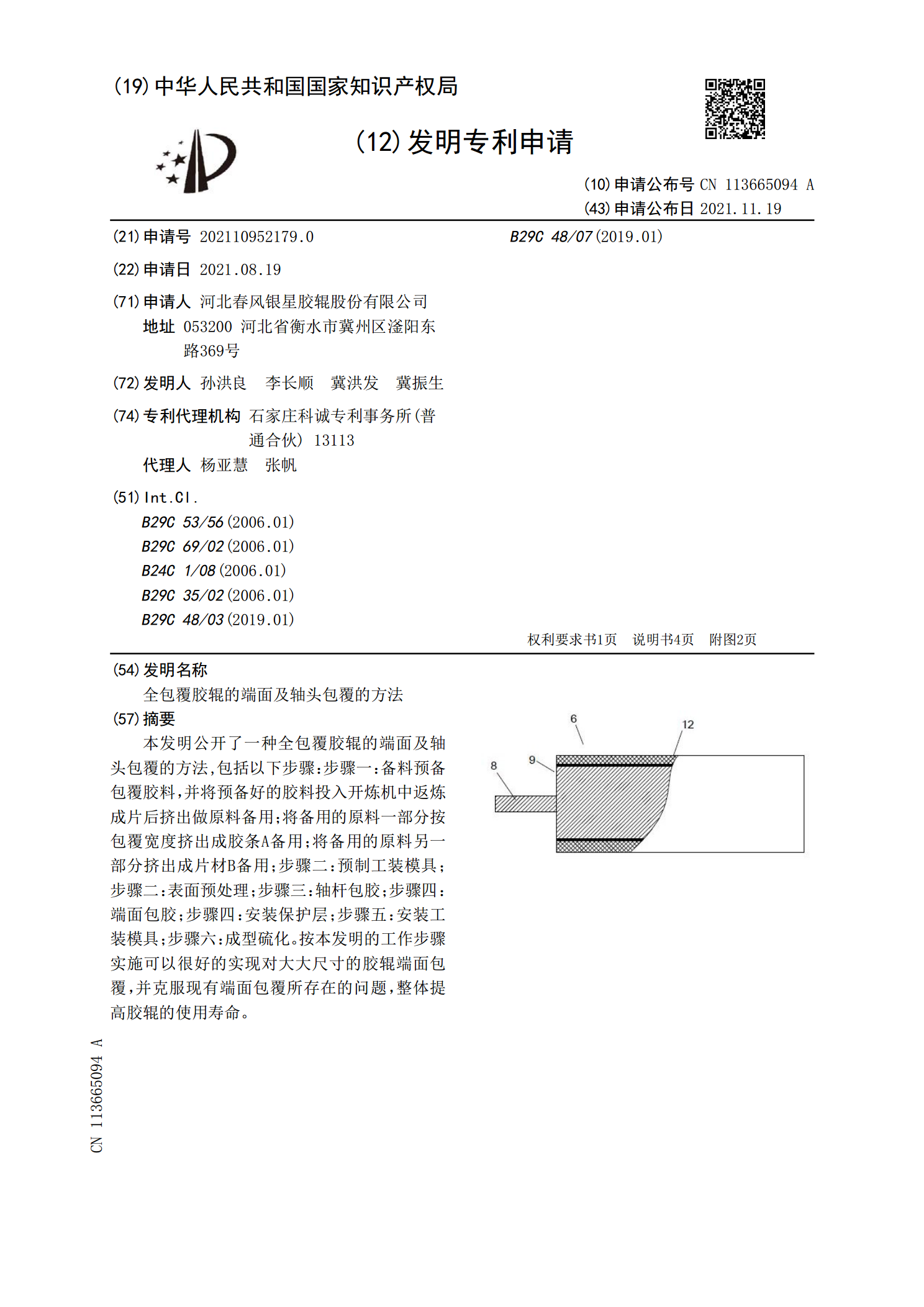
本发明公开了一种全包覆胶辊的端面及轴头包覆的方法,包括以下步骤:步骤一:备料预备包覆胶料,并将预备好的胶料投入开炼机中返炼成片后挤出做原料备用;将备用的原料一部分按包覆宽度挤出成胶条A备用;将备用的原料另一部分挤出成片材B备用;步骤二:预制工装模具;步骤二:表面预处理;步骤三:轴杆包胶;步骤四:端面包胶;步骤四:安装保护层;步骤五:安装工装模具;步骤六:成型硫化。按本发明的工作步骤实施可以很好的实现对大大尺寸的胶辊端面包覆,并克服现有端面包覆所存在的问题,整体提高胶辊的使用寿命。

一种高速辊体包覆不锈钢的工装.pdf
本申请公开了一种高速辊体包覆不锈钢的工装,旋转机构包括旋转环和驱动结构;施力按压机构包括柱状的压辊和第一伸缩结构,第一伸缩结构的一端转动连接于压辊的转轴,第一伸缩结构的另一端固定于旋转环的内壁;不锈钢板固定机构包括固定环、安装底座、压条、以及第二伸缩结构;多个安装底座沿固定环的内壁周向呈环形布置;压条穿过旋转环,压条的端部连接于第二伸缩结构的一端,第二伸缩结构的另一端可拆卸安装于安装底座;辊体固定机构设置于不锈钢板固定机构一侧,辊体固定机构包括立柱和支架,支架固定于立柱的上端。本申请解决了现有技术中不锈钢

汽车内饰件包覆设备及包覆工艺.pdf
本发明提供了一种汽车注塑件包覆设备,其包括机架,操作板固定于机架上,操作板开设有上料孔,操作板上设有与外部抽真空装置连接的抽气孔,机架上还设有检测装置;上料机构包括转盘,以及设于转盘上用于将内饰板提升至上料孔处的提升单元,转盘部分穿设在机架上,检测装置用于检测提升单元的位置,并因转盘的转动,在提升单元对准上料孔时,检测装置使转盘停止;送料机构,包括转动布置于机架两侧的放卷辊和收卷辊;还包括整合机构。本发明的汽车注塑件包覆设备,通过上料机构中的转盘和置物板,能够将内饰件送至上料孔处进行包覆,随后通过裁切单元