
磨削及光整加工.ppt

yy****24

1/10

2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

磨削及光整加工.ppt
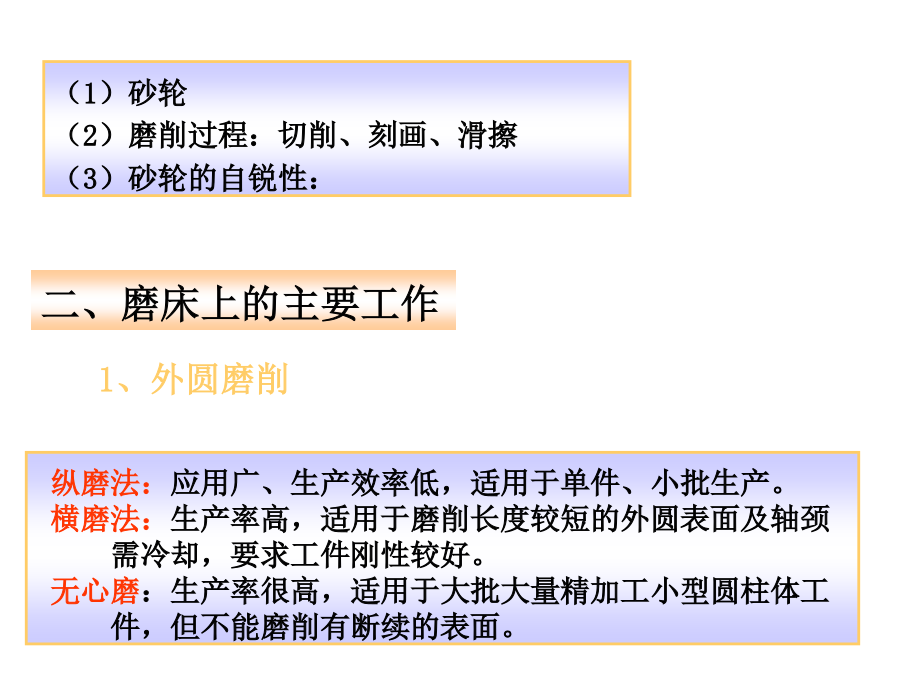
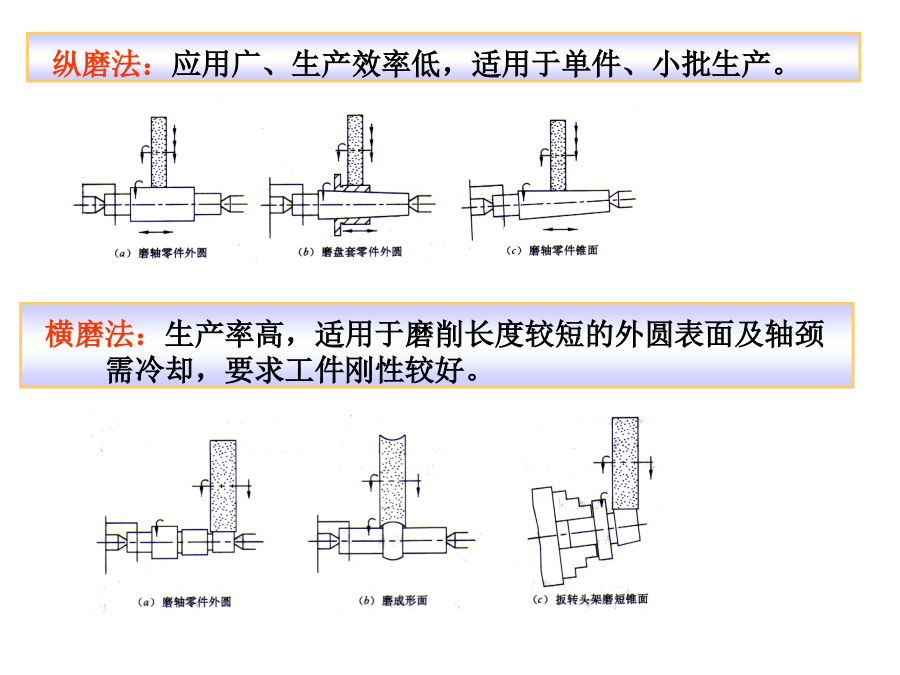
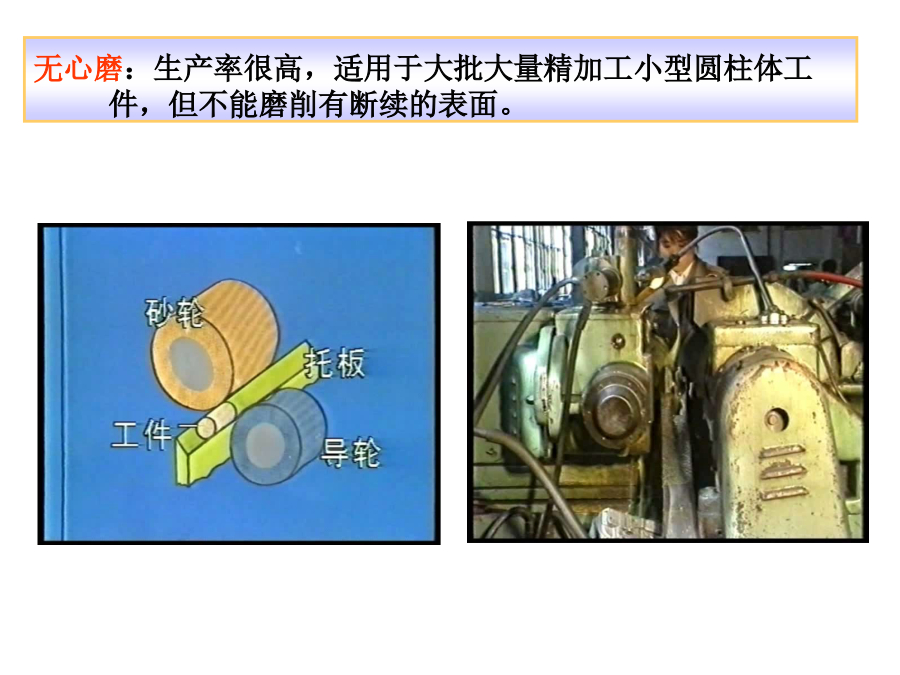
机械制造技术基础磨削(1)砂轮(2)磨削过程:切削、刻画、滑擦(3)砂轮的自锐性:纵磨法:应用广、生产效率低,适用于单件、小批生产。无心磨:生产率很高,适用于大批大量精加工小型圆柱体工件,但不能磨削有断续的表面。2、内圆磨削——适合淬硬孔周磨法:接触面小,排屑冷却好,但效率低,用于精磨。端磨法:效率高,但精度低,用于粗磨。精度高:可达IT7---IT6,Ra=0.2—0.8μm。可磨削硬度较高的材料。砂轮有自锐作用。径向分力Fy大。磨削温度高。1.高速磨削(>45m/s)2.强力磨削(较高的切削速度,较大

精密加工与光整加工.ppt
第6章精密加工与特种加工成形工艺基础-切削4成形工艺基础-切削4成形工艺基础-切削4成形工艺基础-切削4成形工艺基础-切削4成形工艺基础-切削4成形工艺基础-切削4成形工艺基础-切削4§1精整和光整加工工件精度和减少表面粗糙度值为目的的加工方法,如研磨、珩磨等。光整加工是指不切除或从工件上切除极薄材料层,以降低表面粗糙度为目的的加工方法,如超精加工、抛光等。一、研磨1.加工原理研磨是用研磨工具和研磨剂,从工件上研去一层极薄表面层的精加工方法。采用不同的研磨工具(如研磨心棒、研磨套、研磨平板等)可对内圆、外

光整加工技术.ppt
光整技术光整加工技术滚磨光整加工滚磨光整加工环形振动光磨机的工作原理光整加工--去毛刺工艺原始的毛刺工步机械方式去毛刺热能去毛刺电化学(电解)去毛刺磁力研磨去毛刺超声波去毛刺激光去毛刺放电加工去毛刺磨料水射流去毛刺挤压珩磨去毛刺选择毛刺去除方法时,除考虑费用外,还应考虑零件的加工要素及毛刺大小和部位,尽量采用加工质量稳定、能降低劳动强度和提高生产率的去毛刺方法。且应保证,去毛刺加工后能达到工艺要求,不降低零件尺寸精度、位置精度和形状精度,不改变零件表面形貌及表层材料的热处理状态,不改变零件物理、力学性能。
一种基于磨削、光整、测量一体化的蜂窝加工方法.pdf
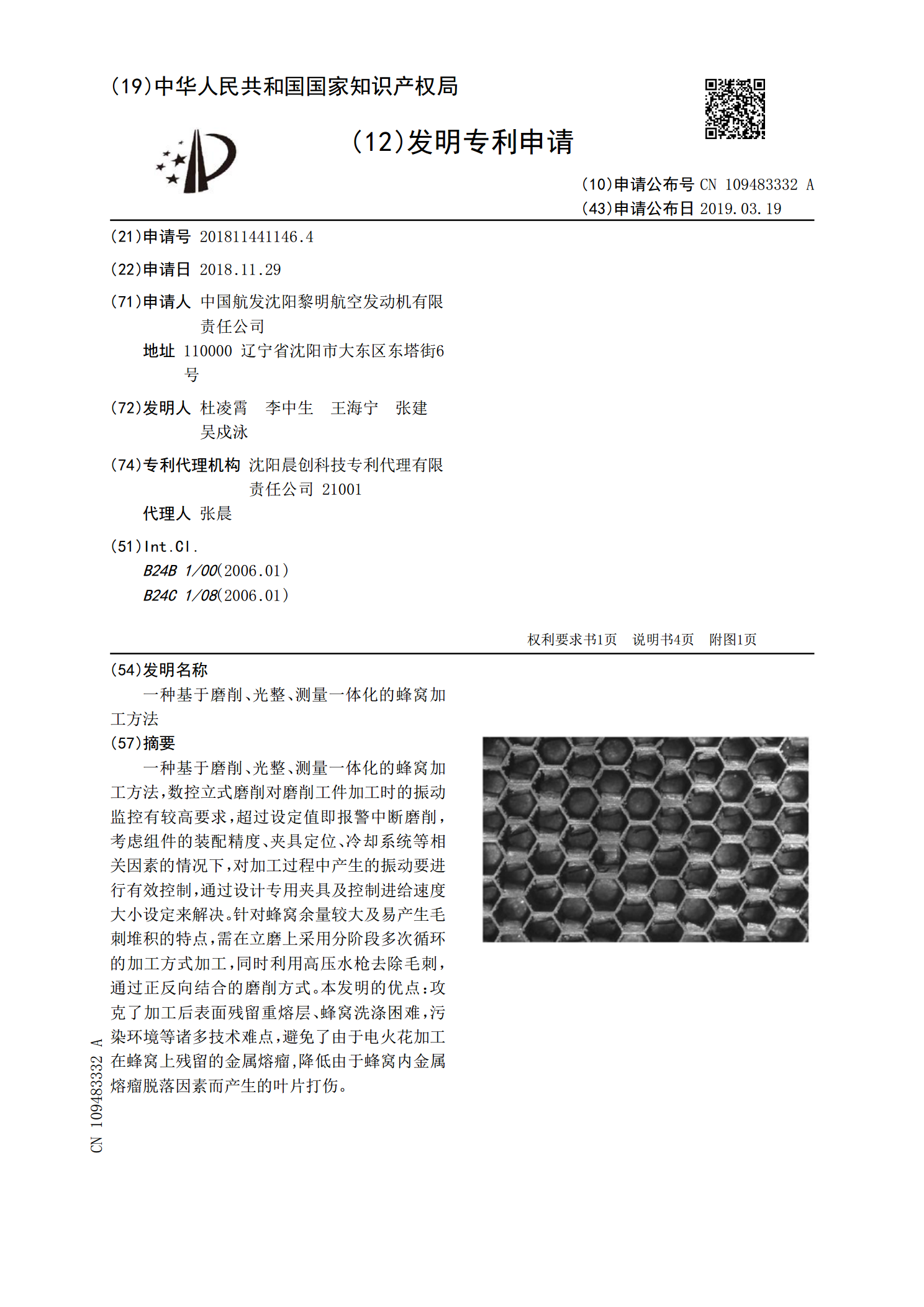
一种基于磨削、光整、测量一体化的蜂窝加工方法,数控立式磨削对磨削工件加工时的振动监控有较高要求,超过设定值即报警中断磨削,考虑组件的装配精度、夹具定位、冷却系统等相关因素的情况下,对加工过程中产生的振动要进行有效控制,通过设计专用夹具及控制进给速度大小设定来解决。针对蜂窝余量较大及易产生毛刺堆积的特点,需在立磨上采用分阶段多次循环的加工方式加工,同时利用高压水枪去除毛刺,通过正反向结合的磨削方式。本发明的优点:攻克了加工后表面残留重熔层、蜂窝洗涤困难,污染环境等诸多技术难点,避免了由于电火花加工在蜂窝上残
一种管类工件流体磨料光整加工装置及其光整加工方法.pdf
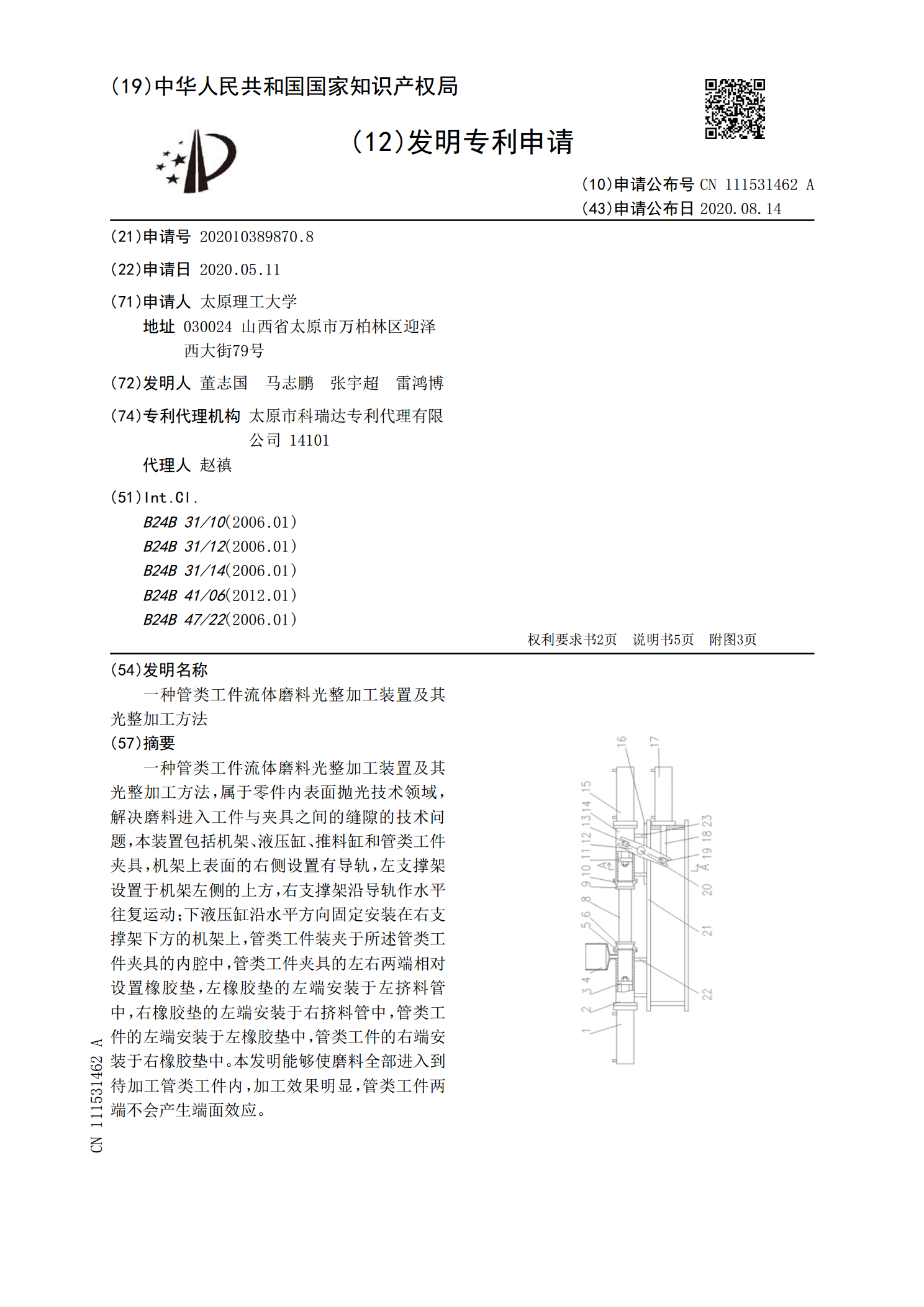
一种管类工件流体磨料光整加工装置及其光整加工方法,属于零件内表面抛光技术领域,解决磨料进入工件与夹具之间的缝隙的技术问题,本装置包括机架、液压缸、推料缸和管类工件夹具,机架上表面的右侧设置有导轨,左支撑架设置于机架左侧的上方,右支撑架沿导轨作水平往复运动;下液压缸沿水平方向固定安装在右支撑架下方的机架上,管类工件装夹于所述管类工件夹具的内腔中,管类工件夹具的左右两端相对设置橡胶垫,左橡胶垫的左端安装于左挤料管中,右橡胶垫的左端安装于右挤料管中,管类工件的左端安装于左橡胶垫中,管类工件的右端安装于右橡胶垫中