
低压线圈绕绕工艺.doc

ys****39


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

低压线圈绕绕工艺.doc
箔式线圈绕制工艺适用范围本工艺文件适用于变压器箔绕线圈的绕制主要设备、工装及材料2.1设备:箔绕机、亚弧焊机、空压机2.2工装:绕线模、2.3材料:铜箔/铝箔、层间绝缘、端绝缘、工字型撑条、三角形撑条、胶水、脱模剂3工量具3.1工具:剪刀、栽纸刀、手砂轮机、紧固带3.2量具:角尺、1m钢直尺、外卡钳、2m钢卷尺4工艺准备4.1看清看懂图样,并检查所用材料是否符合图样要求4.2根据产品型号、图样选择好绕制模具4.3检查箔绕机、空压机、焊机是否动作灵活,动作是否正常,需加油的部位加好润滑油,需冷却的地方需加好
一种推进线圈的改良绕制装置及该线圈的绕制工艺.pdf
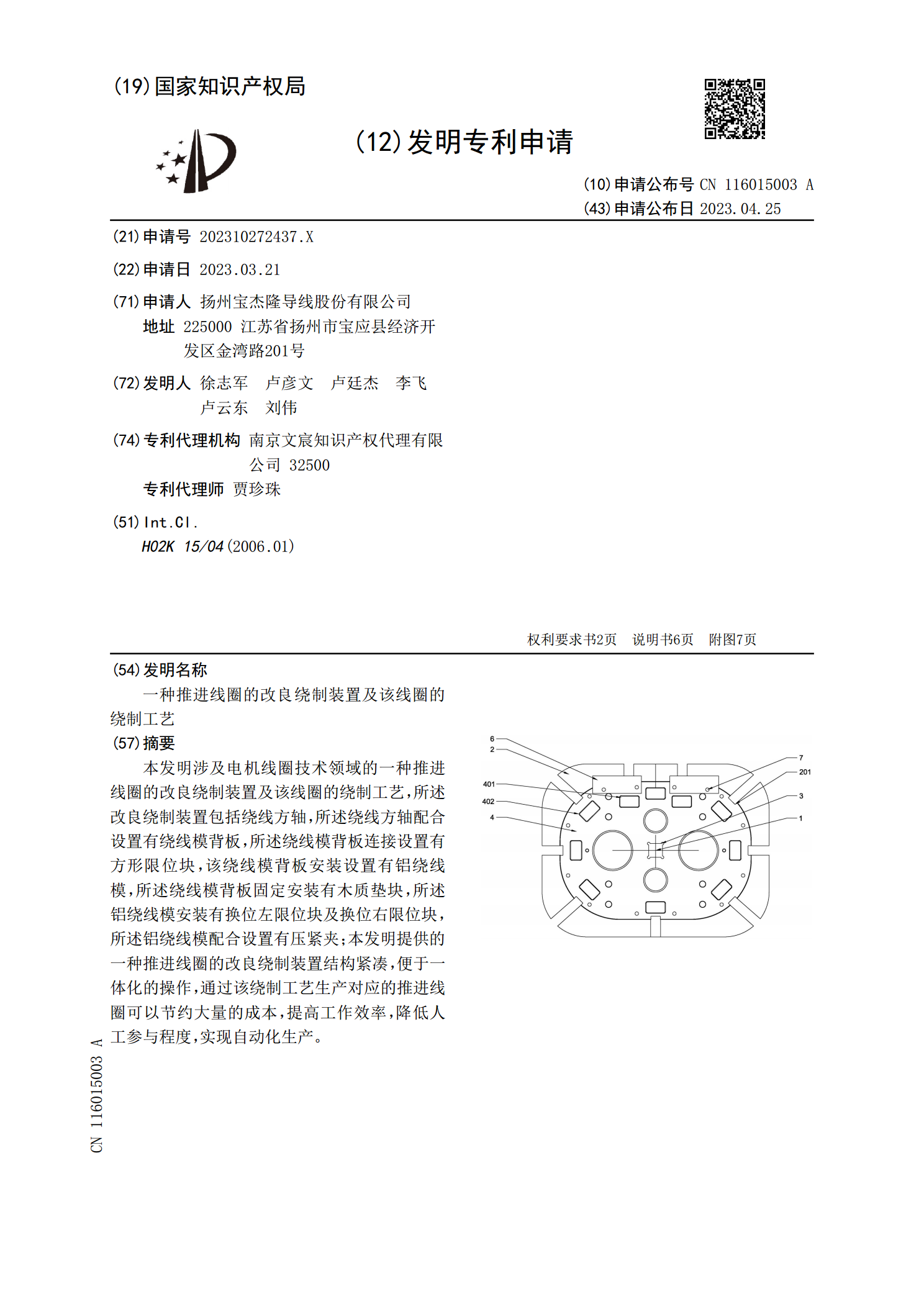
本发明涉及电机线圈技术领域的一种推进线圈的改良绕制装置及该线圈的绕制工艺,所述改良绕制装置包括绕线方轴,所述绕线方轴配合设置有绕线模背板,所述绕线模背板连接设置有方形限位块,该绕线模背板安装设置有铝绕线模,所述绕线模背板固定安装有木质垫块,所述铝绕线模安装有换位左限位块及换位右限位块,所述铝绕线模配合设置有压紧夹;本发明提供的一种推进线圈的改良绕制装置结构紧凑,便于一体化的操作,通过该绕制工艺生产对应的推进线圈可以节约大量的成本,提高工作效率,降低人工参与程度,实现自动化生产。

线圈绕制技术.docx
线圈绕制技术题目:线圈绕制技术摘要:线圈绕制技术是电气工程领域中的重要技术之一,广泛应用于电机、变压器、感应器等领域。本论文将对线圈绕制技术进行深入研究和探讨,包括线圈的设计原则、绕制方法、材料选择和工艺流程等方面。通过对线圈绕制技术的分析和总结,旨在提高线圈绕制技术的质量和效率,推动电气设备的发展进步。第一章线圈绕制技术的概述1.1线圈绕制技术的重要性1.2研究目的和意义1.3论文结构布局第二章线圈设计原则2.1线圈的基本定义和功能2.2线圈设计的基本原则2.3线圈设计的常见参数和要求第三章线圈绕制方法
线圈绕制装置.pdf
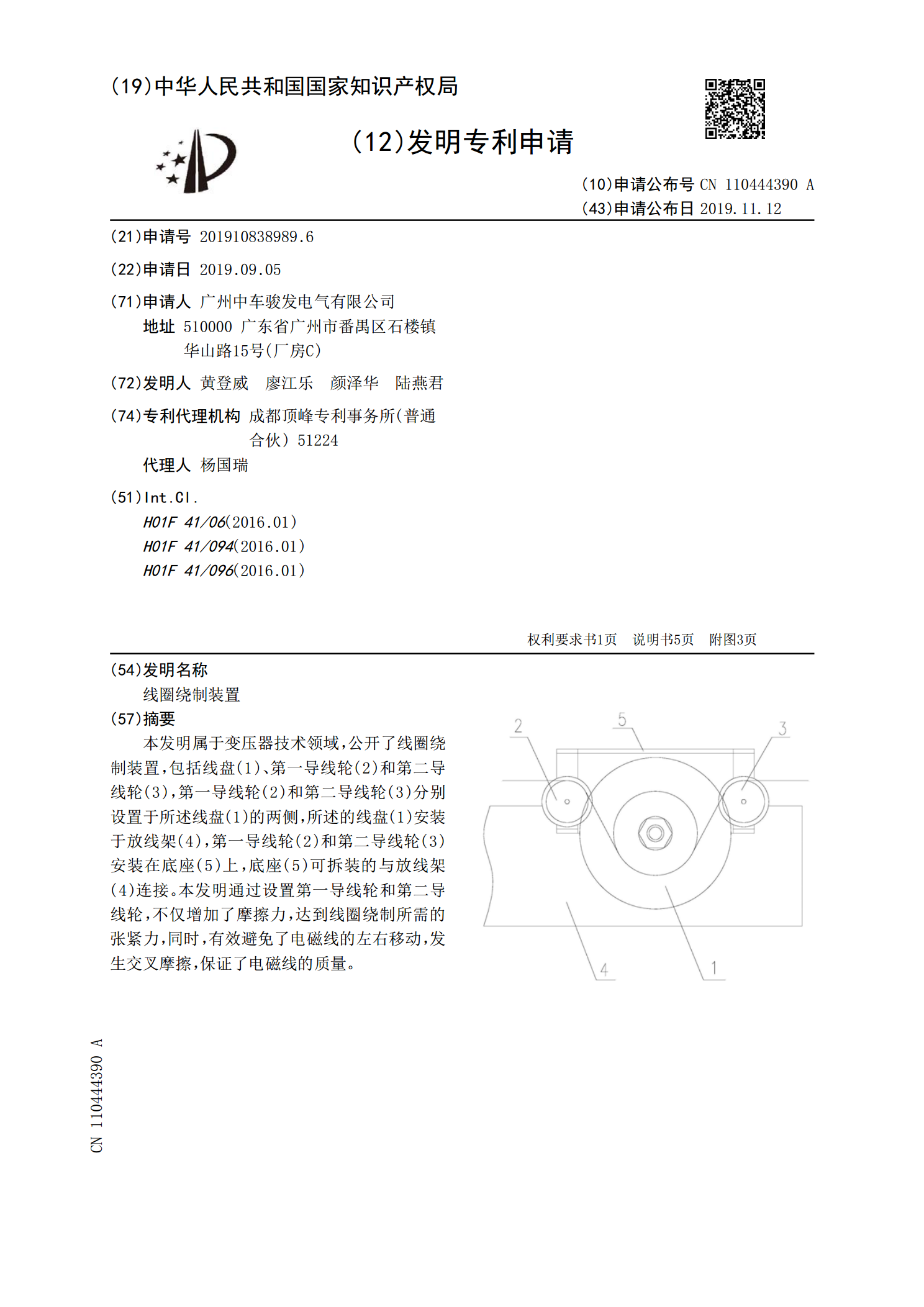
本发明属于变压器技术领域,公开了线圈绕制装置,包括线盘(1)、第一导线轮(2)和第二导线轮(3),第一导线轮(2)和第二导线轮(3)分别设置于所述线盘(1)的两侧,所述的线盘(1)安装于放线架(4),第一导线轮(2)和第二导线轮(3)安装在底座(5)上,底座(5)可拆装的与放线架(4)连接。本发明通过设置第一导线轮和第二导线轮,不仅增加了摩擦力,达到线圈绕制所需的张紧力,同时,有效避免了电磁线的左右移动,发生交叉摩擦,保证了电磁线的质量。

低压电机定子马鞍型线圈散绕技术应用.docx
低压电机定子马鞍型线圈散绕技术应用标题:低压电机定子马鞍型线圈散绕技术的应用摘要:低压电机是现代工业中广泛应用的一种电动机。为了提高低压电机的绕组制造效率和性能,马鞍型线圈散绕技术逐渐得到了广泛应用。本文将从马鞍型线圈散绕技术的原理和特点出发,探讨该技术在低压电机中的应用,包括节约材料、提高散热、减少电机失效率等方面的优势,并对其未来的发展进行展望。1.引言低压电机广泛应用于家用电器、工业生产等领域,其性能直接影响设备的工作效率和稳定性。而电机的绕组作为电机的重要组成部分,绕组的结构和制造工艺直接关系到电