
一种推进线圈的改良绕制装置及该线圈的绕制工艺.pdf

篷璐****爱吗

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种推进线圈的改良绕制装置及该线圈的绕制工艺.pdf
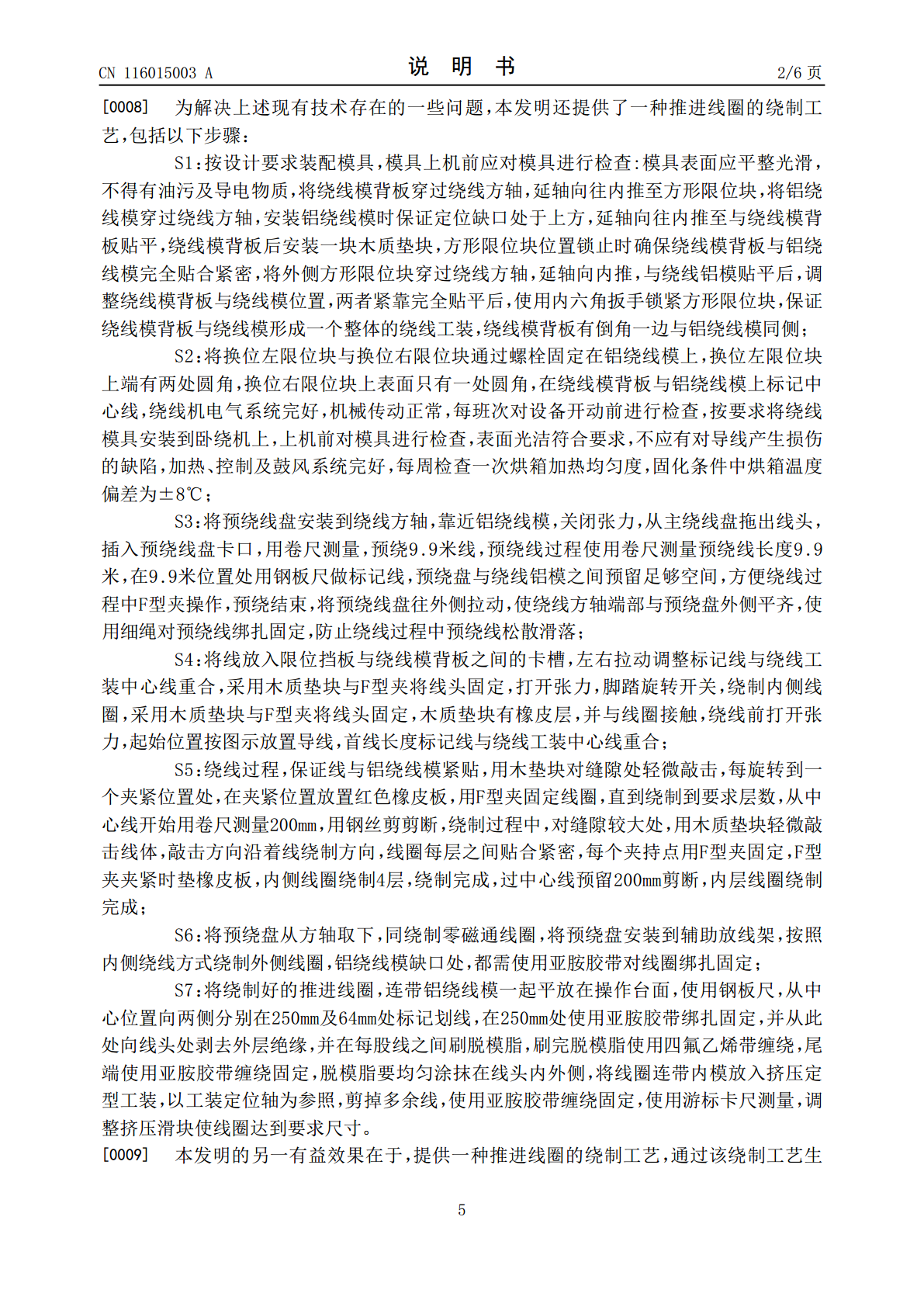
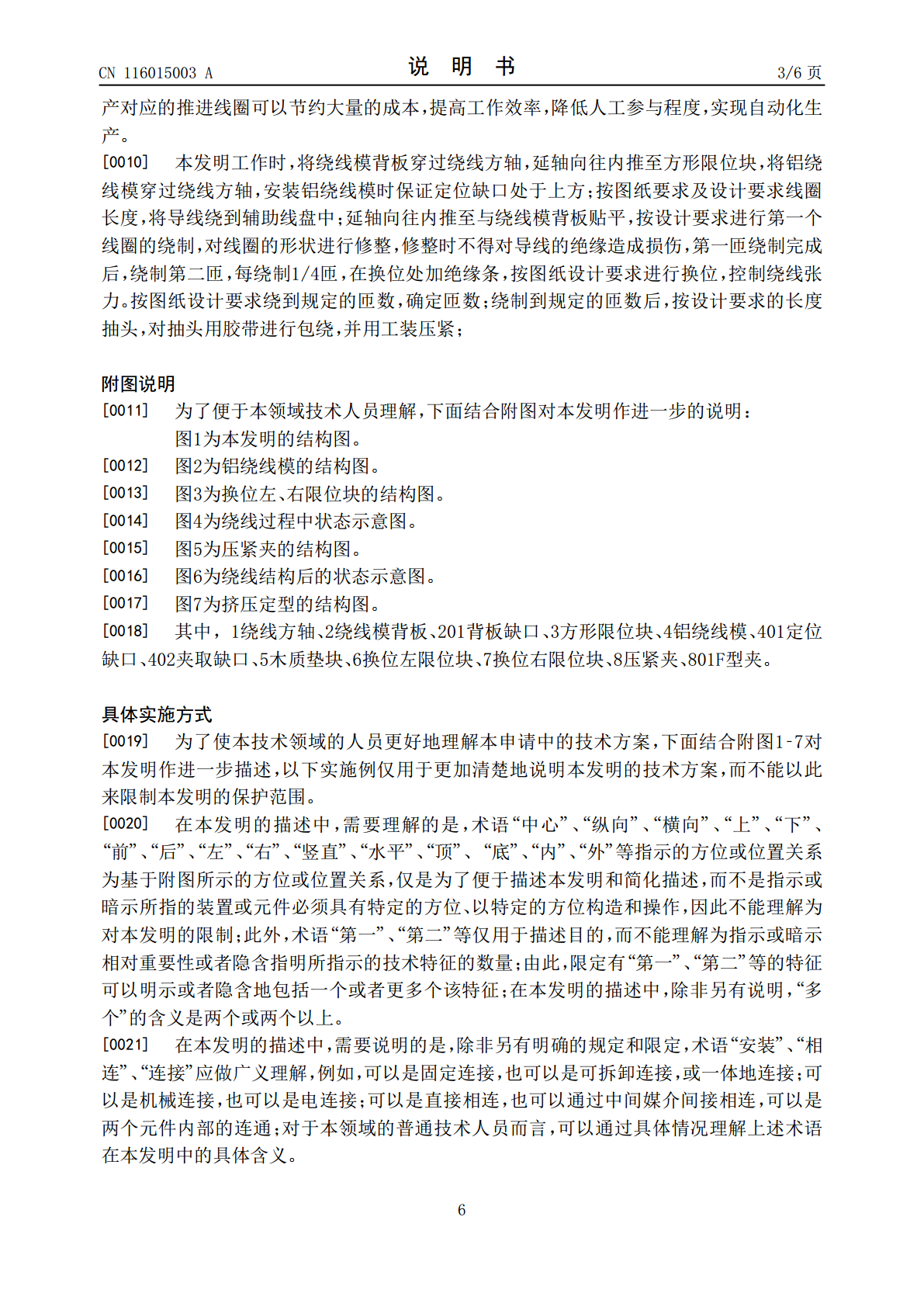
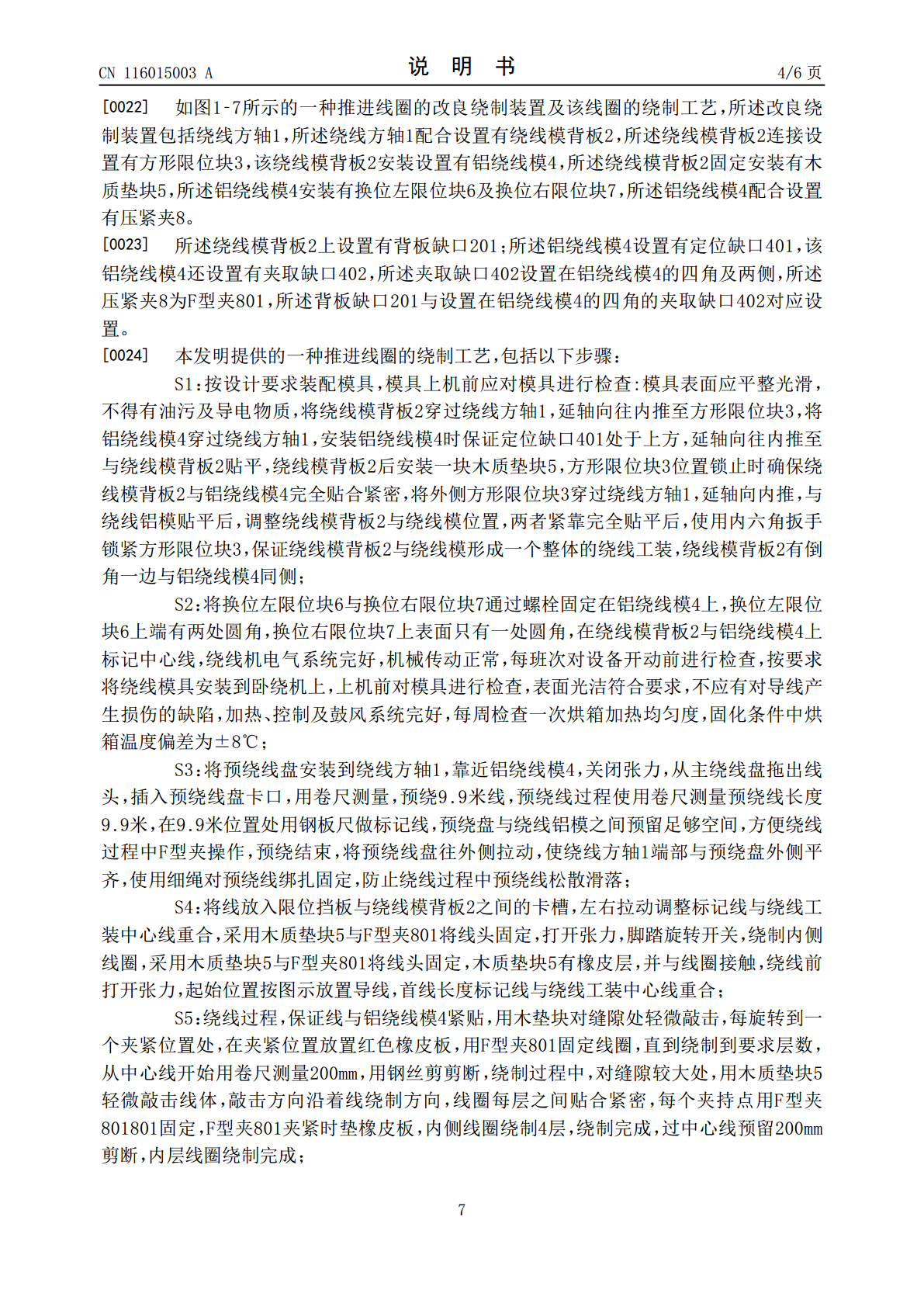
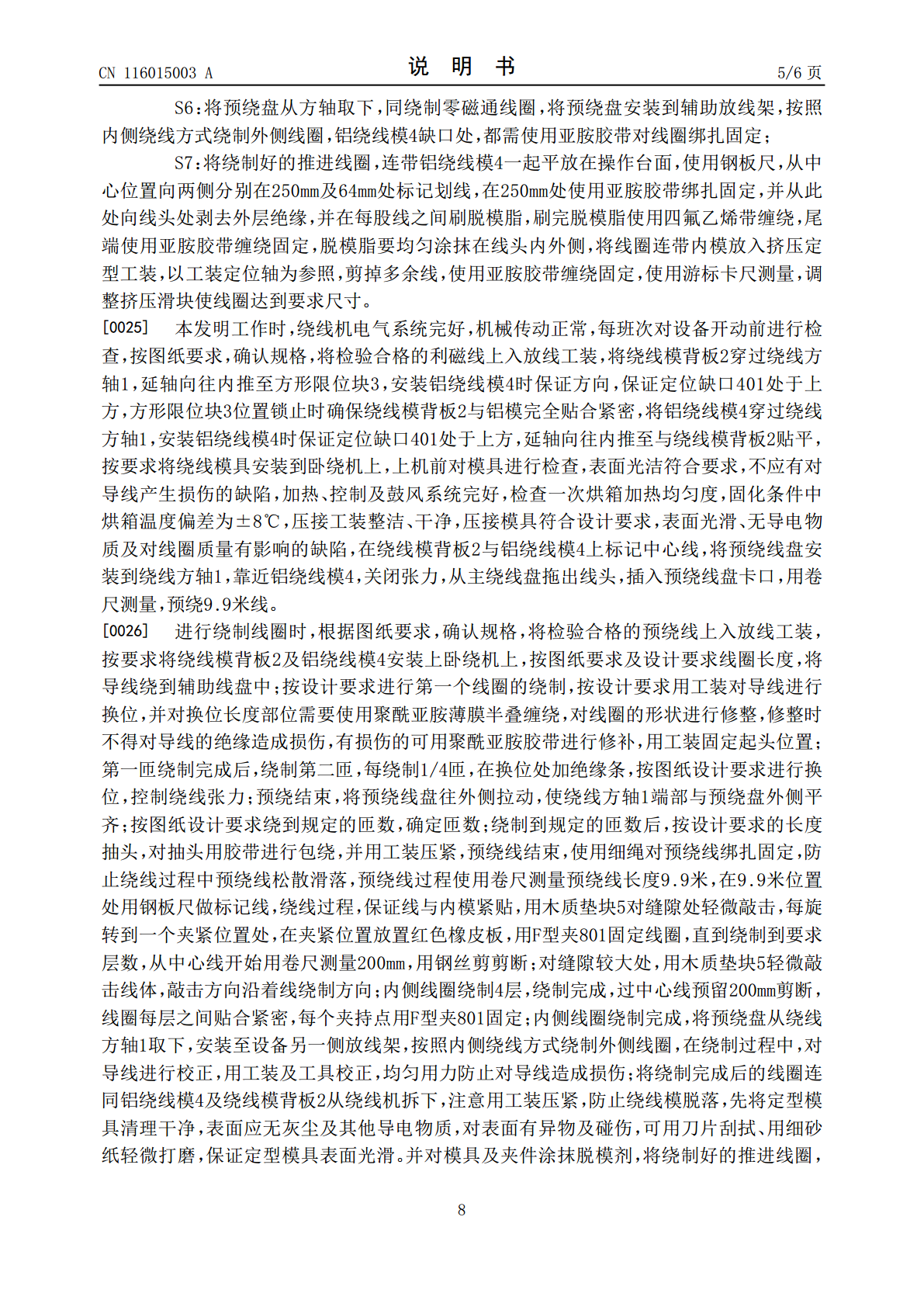
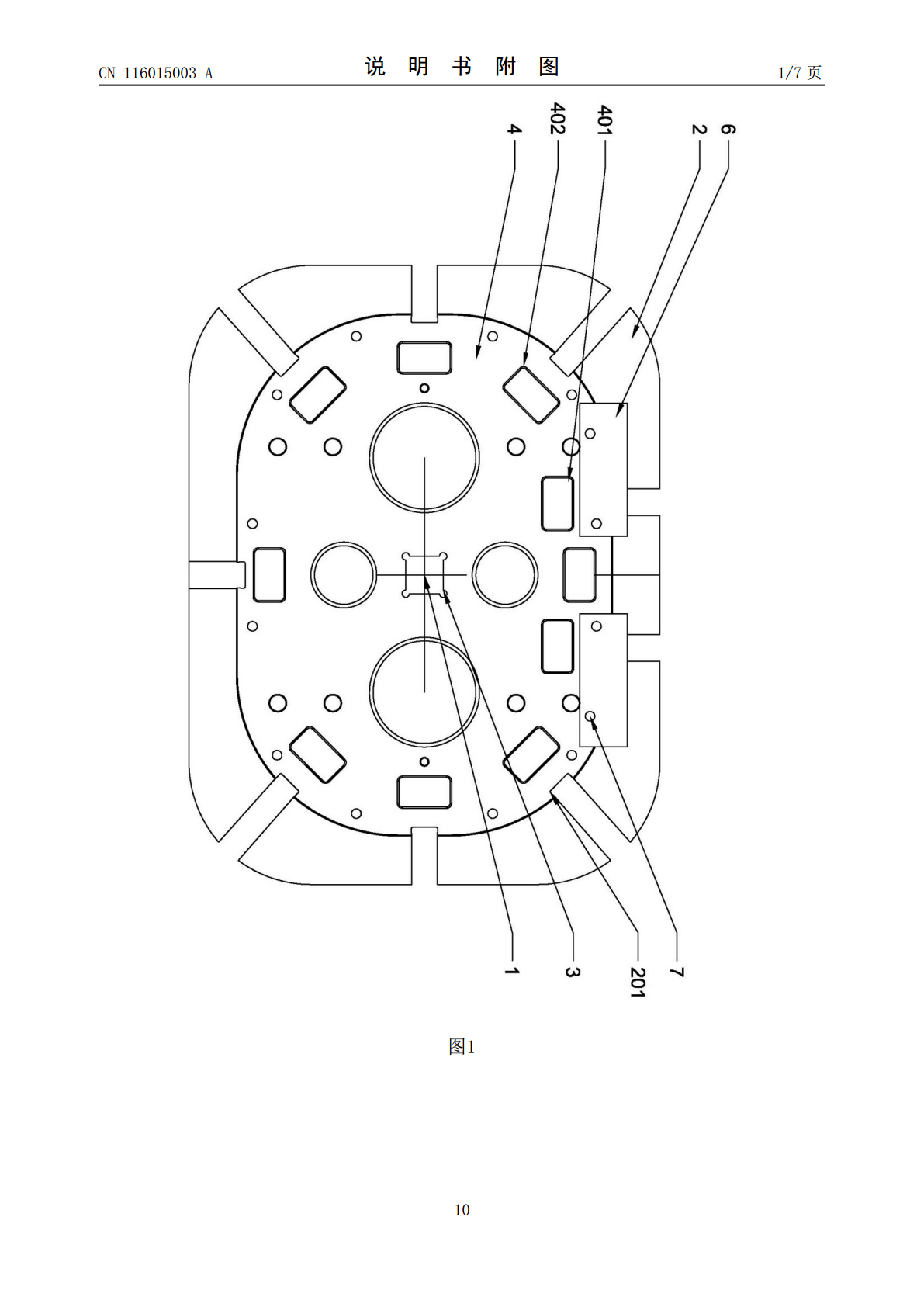
本发明涉及电机线圈技术领域的一种推进线圈的改良绕制装置及该线圈的绕制工艺,所述改良绕制装置包括绕线方轴,所述绕线方轴配合设置有绕线模背板,所述绕线模背板连接设置有方形限位块,该绕线模背板安装设置有铝绕线模,所述绕线模背板固定安装有木质垫块,所述铝绕线模安装有换位左限位块及换位右限位块,所述铝绕线模配合设置有压紧夹;本发明提供的一种推进线圈的改良绕制装置结构紧凑,便于一体化的操作,通过该绕制工艺生产对应的推进线圈可以节约大量的成本,提高工作效率,降低人工参与程度,实现自动化生产。
线圈绕制装置.pdf
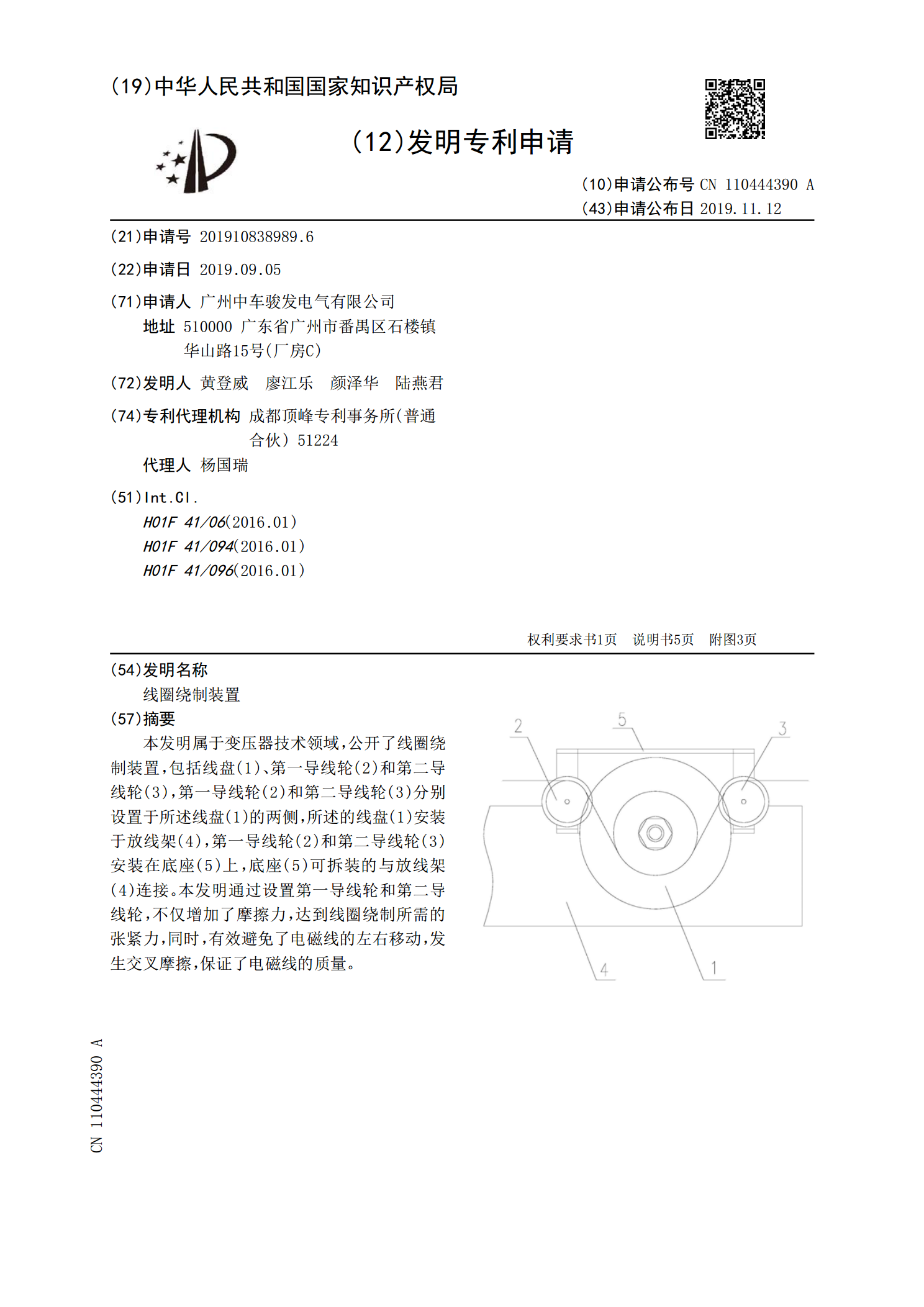
本发明属于变压器技术领域,公开了线圈绕制装置,包括线盘(1)、第一导线轮(2)和第二导线轮(3),第一导线轮(2)和第二导线轮(3)分别设置于所述线盘(1)的两侧,所述的线盘(1)安装于放线架(4),第一导线轮(2)和第二导线轮(3)安装在底座(5)上,底座(5)可拆装的与放线架(4)连接。本发明通过设置第一导线轮和第二导线轮,不仅增加了摩擦力,达到线圈绕制所需的张紧力,同时,有效避免了电磁线的左右移动,发生交叉摩擦,保证了电磁线的质量。

一种扁绕线圈绕制装置及绕制方法.pdf
为解决现有技术扁绕线圈绕制装置的压板采用螺栓施加压力,存在压力可能过大或过小,不能保证绕制质量等问题,本发明提出一种扁绕线圈绕制装置及绕制方法。本发明扁绕线圈绕制装置包括线模、电动机、压力控制器和压力头;所述压力头包括上压力座、下压力座和电磁线圈,上、下压力座上均设置有衔铁且在衔铁上套装有电磁线圈,下压力座上设置有凹槽垫块,上压力座上设置有凸起压块,且凹槽垫块和凸起压块相匹配;所述压力控制器包括压力传感器、微处理器和数字显示表。采用本发明扁绕线圈绕制装置绕制扁绕线圈,能保证压力头压力的恒定,使扁绕线圈在绕
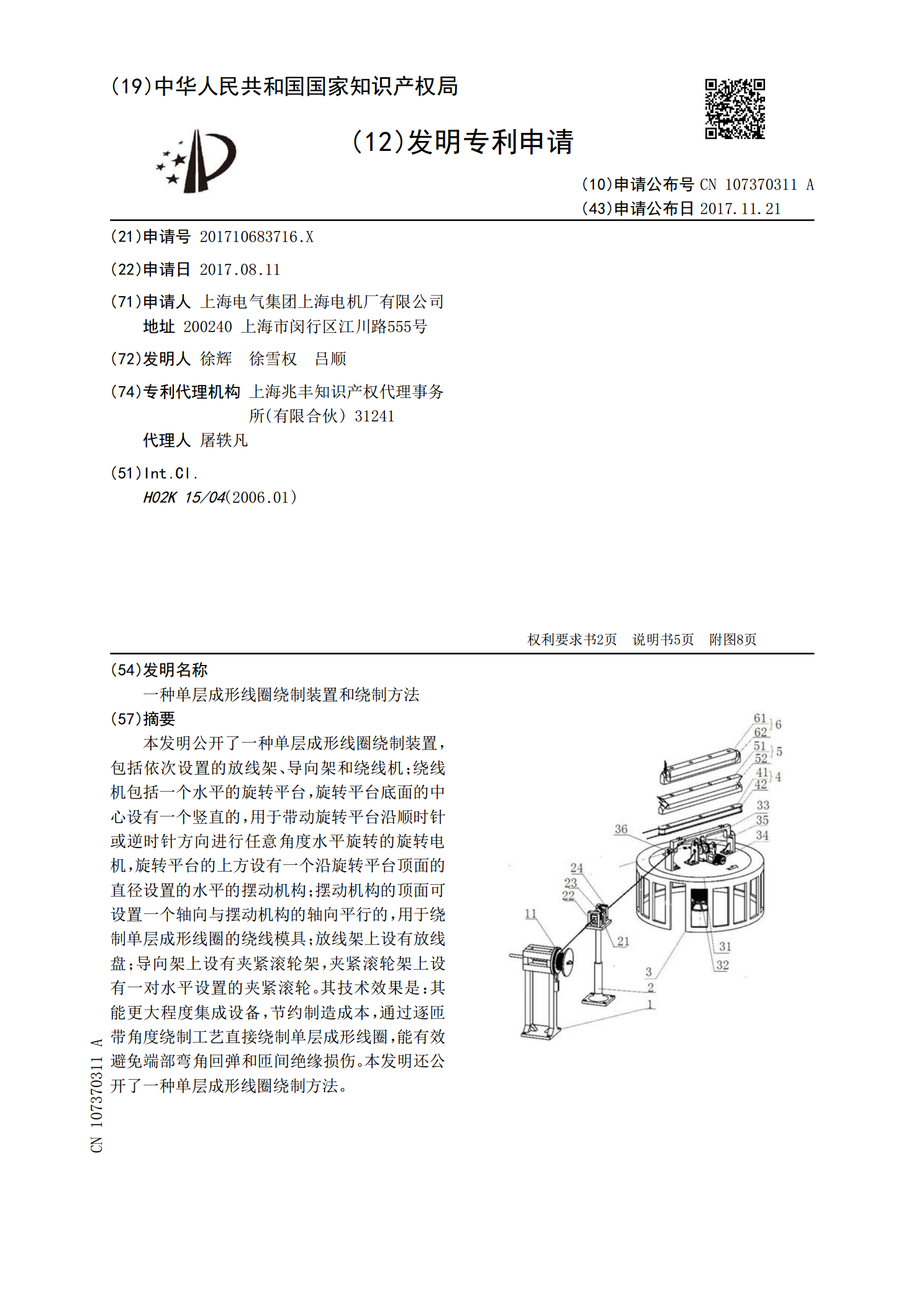
一种单层成形线圈绕制装置和绕制方法.pdf
本发明公开了一种单层成形线圈绕制装置,包括依次设置的放线架、导向架和绕线机;绕线机包括一个水平的旋转平台,旋转平台底面的中心设有一个竖直的,用于带动旋转平台沿顺时针或逆时针方向进行任意角度水平旋转的旋转电机,旋转平台的上方设有一个沿旋转平台顶面的直径设置的水平的摆动机构;摆动机构的顶面可设置一个轴向与摆动机构的轴向平行的,用于绕制单层成形线圈的绕线模具;放线架上设有放线盘;导向架上设有夹紧滚轮架,夹紧滚轮架上设有一对水平设置的夹紧滚轮。其技术效果是:其能更大程度集成设备,节约制造成本,通过逐匝带角度绕制工
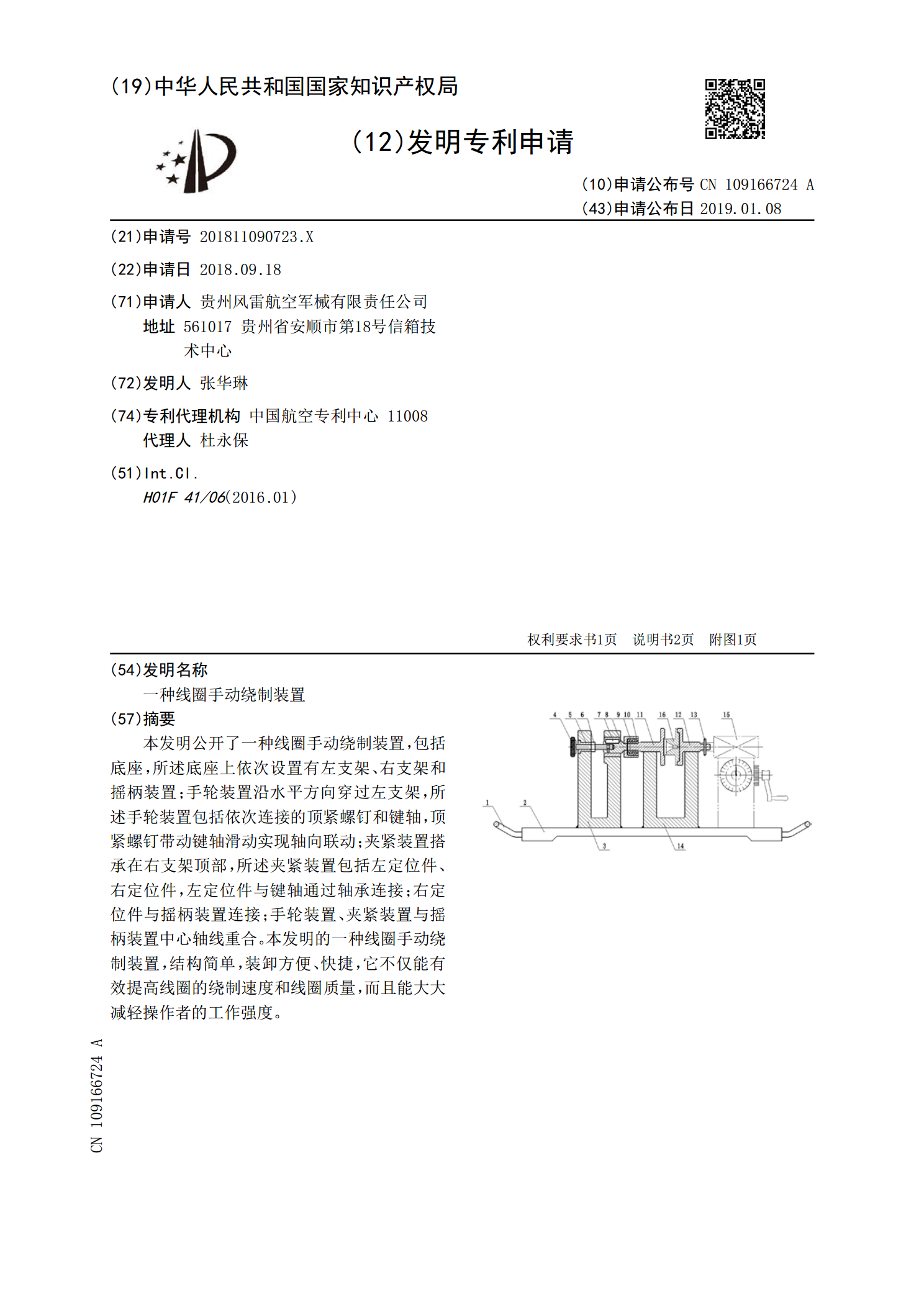
一种线圈手动绕制装置.pdf
本发明公开了一种线圈手动绕制装置,包括底座,所述底座上依次设置有左支架、右支架和摇柄装置;手轮装置沿水平方向穿过左支架,所述手轮装置包括依次连接的顶紧螺钉和键轴,顶紧螺钉带动键轴滑动实现轴向联动;夹紧装置搭承在右支架顶部,所述夹紧装置包括左定位件、右定位件,左定位件与键轴通过轴承连接;右定位件与摇柄装置连接;手轮装置、夹紧装置与摇柄装置中心轴线重合。本发明的一种线圈手动绕制装置,结构简单,装卸方便、快捷,它不仅能有效提高线圈的绕制速度和线圈质量,而且能大大减轻操作者的工作强度。