
U肋板单元单面焊双面成型装置及其成型方法.pdf

猫巷****正德

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

U肋板单元单面焊双面成型装置及其成型方法.pdf
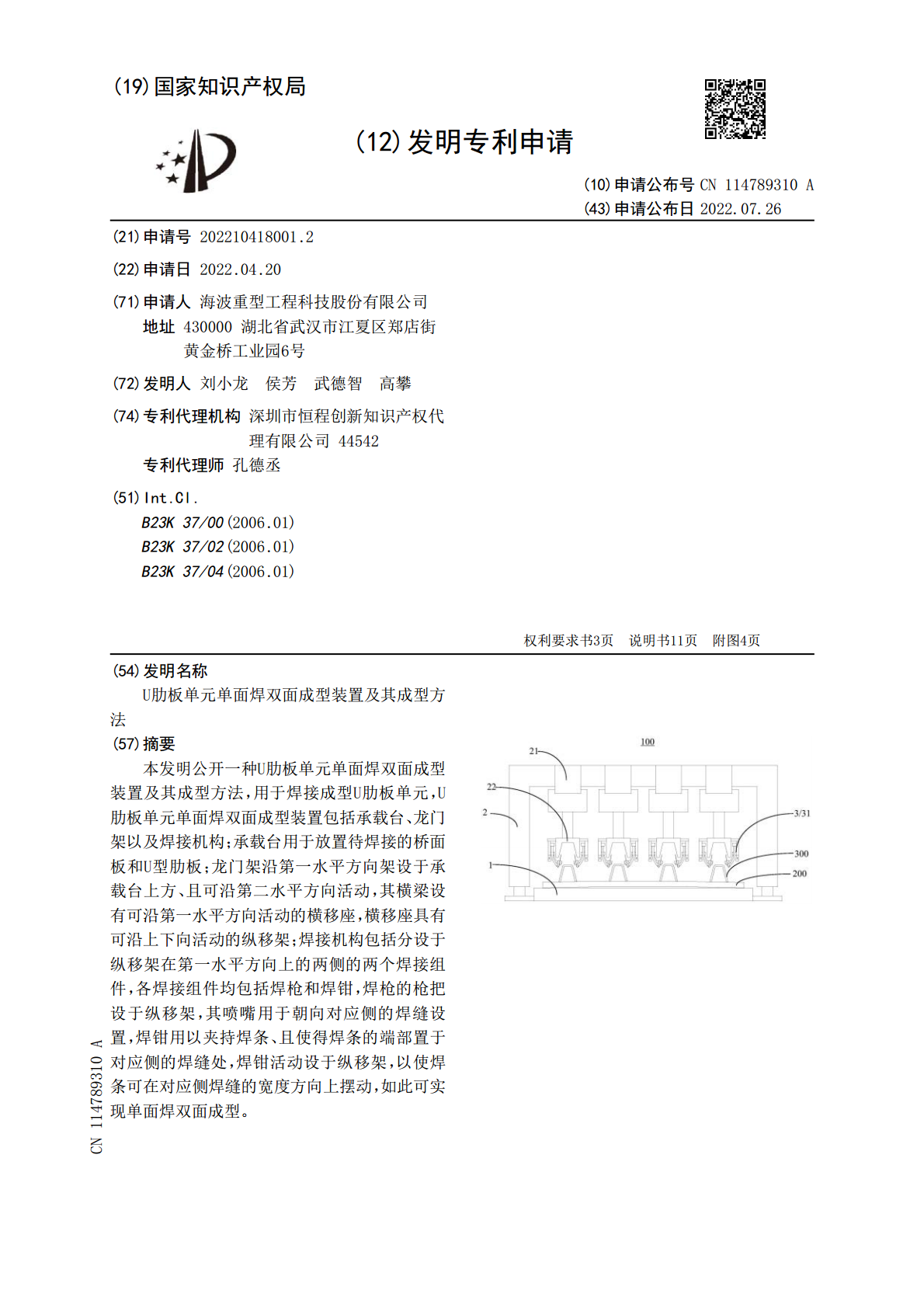
本发明公开一种U肋板单元单面焊双面成型装置及其成型方法,用于焊接成型U肋板单元,U肋板单元单面焊双面成型装置包括承载台、龙门架以及焊接机构;承载台用于放置待焊接的桥面板和U型肋板;龙门架沿第一水平方向架设于承载台上方、且可沿第二水平方向活动,其横梁设有可沿第一水平方向活动的横移座,横移座具有可沿上下向活动的纵移架;焊接机构包括分设于纵移架在第一水平方向上的两侧的两个焊接组件,各焊接组件均包括焊枪和焊钳,焊枪的枪把设于纵移架,其喷嘴用于朝向对应侧的焊缝设置,焊钳用以夹持焊条、且使得焊条的端部置于对应侧的焊缝
立焊单面焊双面成型.ppt
学习目标焊缝正面1、操作准备2、工艺参数4、引弧(1)观察熔池形状和熔孔大小,并基本保持一致。当熔孔过大时,应减小焊条与试板的下倾角,让电弧多压向熔池,少在坡口上停留。当熔孔过小时,应压低电弧,增大焊条与试板的下倾角度。(3)施焊时熔孔的端点位置要把握准确,焊条的中心要对准熔池前与母材的交界处,使后一个熔池与前一个熔池搭接2/3左右,保持电弧的1/3部分在试件背面燃烧,以加热和击穿坡口根部。错误衔接法冷接法:当弧坑冷却后敲掉焊渣,换上焊条,在弧坑上部1-2mm坡口处引弧,然后迅速拉倒弧坑处,进行长弧预热2

立焊单面焊双面成型.pptx
会计学学习目标焊缝正面1、操作准备2、工艺参数4、引弧(1)观察熔池形状和熔孔大小,并基本保持一致。当熔孔过大时,应减小焊条与试板的下倾角,让电弧多压向熔池,少在坡口上停留。当熔孔过小时,应压低电弧,增大焊条与试板的下倾角度。(3)施焊时熔孔的端点位置要把握准确,焊条的中心要对准熔池前与母材的交界处,使后一个熔池与前一个熔池搭接2/3左右,保持电弧的1/3部分在试件背面燃烧,以加热和击穿坡口根部。错误衔接法冷接法:当弧坑冷却后敲掉焊渣,换上焊条,在弧坑上部1-2mm坡口处引弧,然后迅速拉倒弧坑处,进行长弧

板对接仰位单面焊双面成型技术.docx
板对接仰位单面焊双面成型技术仰位单面焊双面成型技术摘要:板对接焊接是现代制造过程中常见的一种连接方式。传统方法中,通常需要进行两次焊接才能够实现两面的焊接。然而,随着制造工艺的发展和技术的进步,仰位单面焊双面成型技术应运而生。本文将对该技术的原理、优缺点以及应用进行探讨。关键词:板对接;焊接;仰位单面焊双面成型一、引言板对接是现代制造中常见的一种连接方式,广泛应用于航空、汽车、造船、机械制造等领域。传统的板对接焊接通常需要两次焊接才能够实现两面的焊接,而且工艺复杂、效率低下。随着制造工艺和焊接技术的进步,

板—板对接立焊单面焊双面成型公开课教案.docx
授课计划编码:CR/C09/7.5-2-12A/0编号:授课日期班级总课题总课时第课时课题板—板对接立焊单面焊双面成型教学目标知识目标1.了解焊条电弧焊的原理;2.熟悉焊条电弧焊的特点;3.掌握立焊位置的特点。能力目标1.熟练掌握焊接设备的使用;2.掌握立对接接头焊接的技术要求及操作要领;3.能对立对接接头焊接工件进行质量检测。情感目标培养学生团结协作的精神重点立焊位置的特点难点熟练掌握焊缝接头操作的焊接手法教学方法一体化教学教具多媒体一、理论知识讲授教学(或实训)内容1.焊条电弧焊的原理:焊条电弧焊是利