
立焊单面焊双面成型.pptx

骑着****猪猪


1/10

2/10

3/10
4/10
5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

立焊单面焊双面成型.pptx
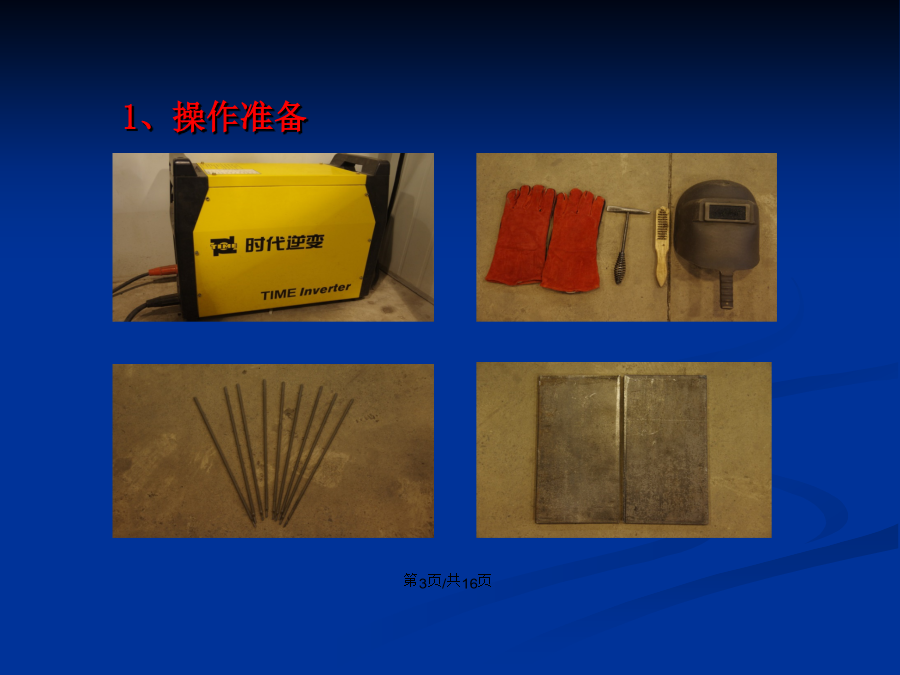
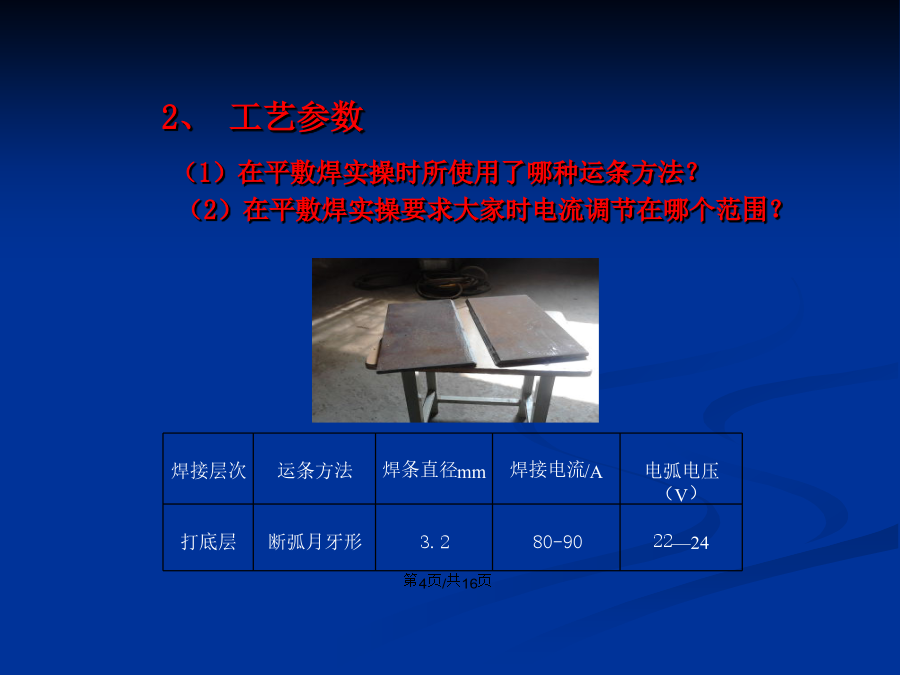
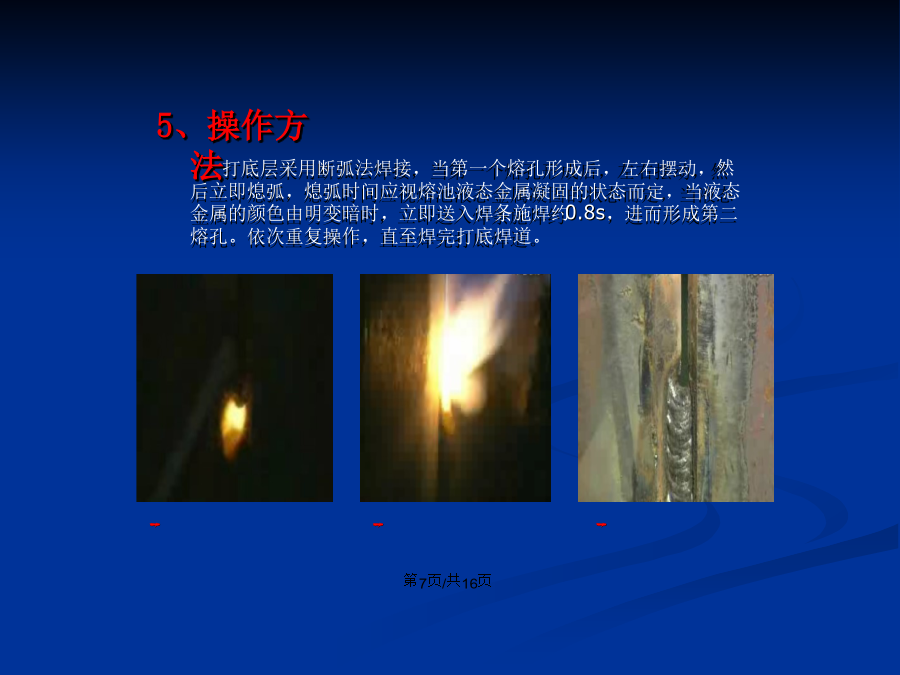
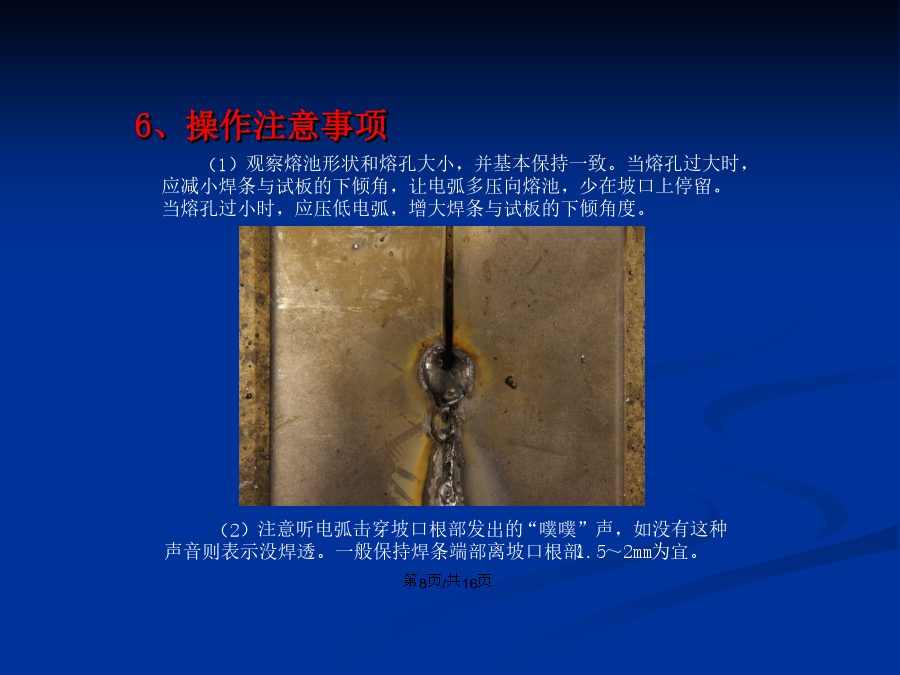
会计学学习目标焊缝正面1、操作准备2、工艺参数4、引弧(1)观察熔池形状和熔孔大小,并基本保持一致。当熔孔过大时,应减小焊条与试板的下倾角,让电弧多压向熔池,少在坡口上停留。当熔孔过小时,应压低电弧,增大焊条与试板的下倾角度。(3)施焊时熔孔的端点位置要把握准确,焊条的中心要对准熔池前与母材的交界处,使后一个熔池与前一个熔池搭接2/3左右,保持电弧的1/3部分在试件背面燃烧,以加热和击穿坡口根部。错误衔接法冷接法:当弧坑冷却后敲掉焊渣,换上焊条,在弧坑上部1-2mm坡口处引弧,然后迅速拉倒弧坑处,进行长弧

立焊单面焊双面成型教案(打底焊).doc
(完整word)立焊单面焊双面成型教案(打底焊)(完整word)立焊单面焊双面成型教案(打底焊)(完整word)立焊单面焊双面成型教案(打底焊)实训课题立焊单面焊双面成型灭弧打底焊的操作技巧使用教材焊接技能训练实训课时60分钟授课教师王小锋授课班级2014级焊接班学生人数28授课日期2015—4—7教学目标知识目标:掌握完成单面焊双面成型断弧打底焊的运条方法、焊条角度、接头和收尾等知识。技能目标:让学生掌握单面焊双面成型断弧打底焊的的操作技巧,并在此基础上能焊出平齐的焊缝.至

立焊单面焊双面成形.ppt
1《立焊单面焊双面成形》是中国劳动保障出版社《焊工技能训练》第二单元课题三的实训内容,立焊单面焊双面成形是焊条电弧焊很重要课实训题之一,学好本课题为以后课题的学习打下基础,要求每一位同学都能对此项内容做良好的掌握。二、学情分析基于本校办学特点,以《焊工技能训练大纲》为依据,设定以下教学目标:教学目标教学目标2、教学重点、难点

板—板对接立焊单面焊双面成型公开课教案.doc
(完整word)板—板对接立焊单面焊双面成型公开课教案(完整word)板—板对接立焊单面焊双面成型公开课教案(完整word)板—板对接立焊单面焊双面成型公开课教案授课计划编码:CR/C09/7。5—2-12A/0编号:授课日期班级总课题总课时第课时课题板-板对接立焊单面焊双面成型教学目标知识目标1.了解焊条电弧焊的原理;2。熟悉焊条电弧焊的特点;3.掌握立焊位置的特点。能力目标1.熟练掌握焊接设备的使用;2。掌握立对接接头焊接的技术要求及操作要领;3.能对立对接接头焊接工件进行质量检测。情感目标培养学生团

QR药芯焊丝CO气体保护立焊单面焊双面成型.doc
目录概述………………………………………………………………4第一章Q345R钢的材料特性………………………………………5第二章药芯焊丝焊接原理与特点…………………………………6第三章单面焊双面成型的焊接工艺………………………………73.1进行单面焊双面成型的注意事项………………………………73.2焊前准备………………………………………………………7坡口准备………………………………………………………73.2.2母材的清理……………………………………………………83.2.3焊接设备和焊材的准备………………………