
一种喷嘴梁及其制造方法、加工工装.pdf

景福****90


1/10

2/10

3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种喷嘴梁及其制造方法、加工工装.pdf
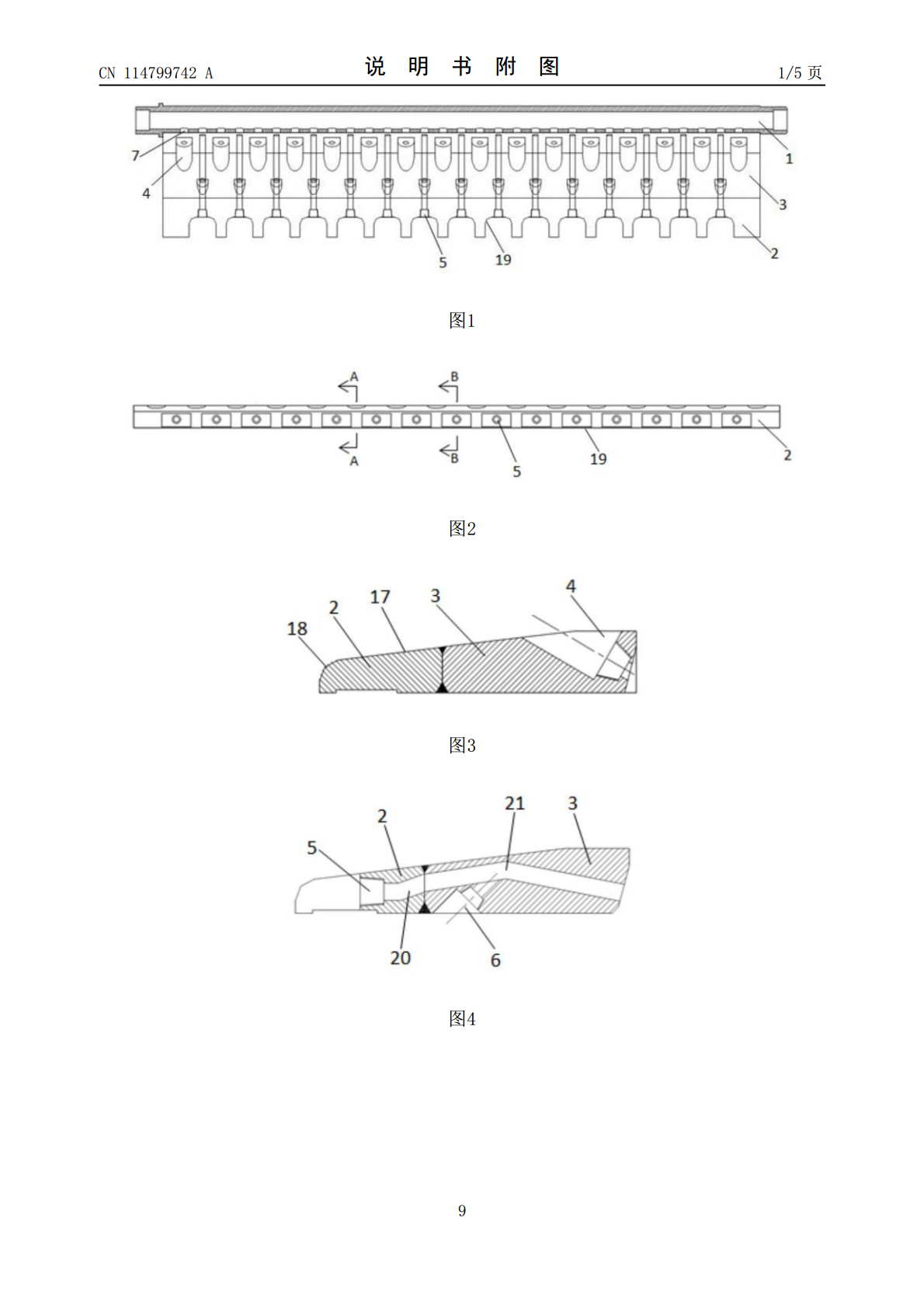
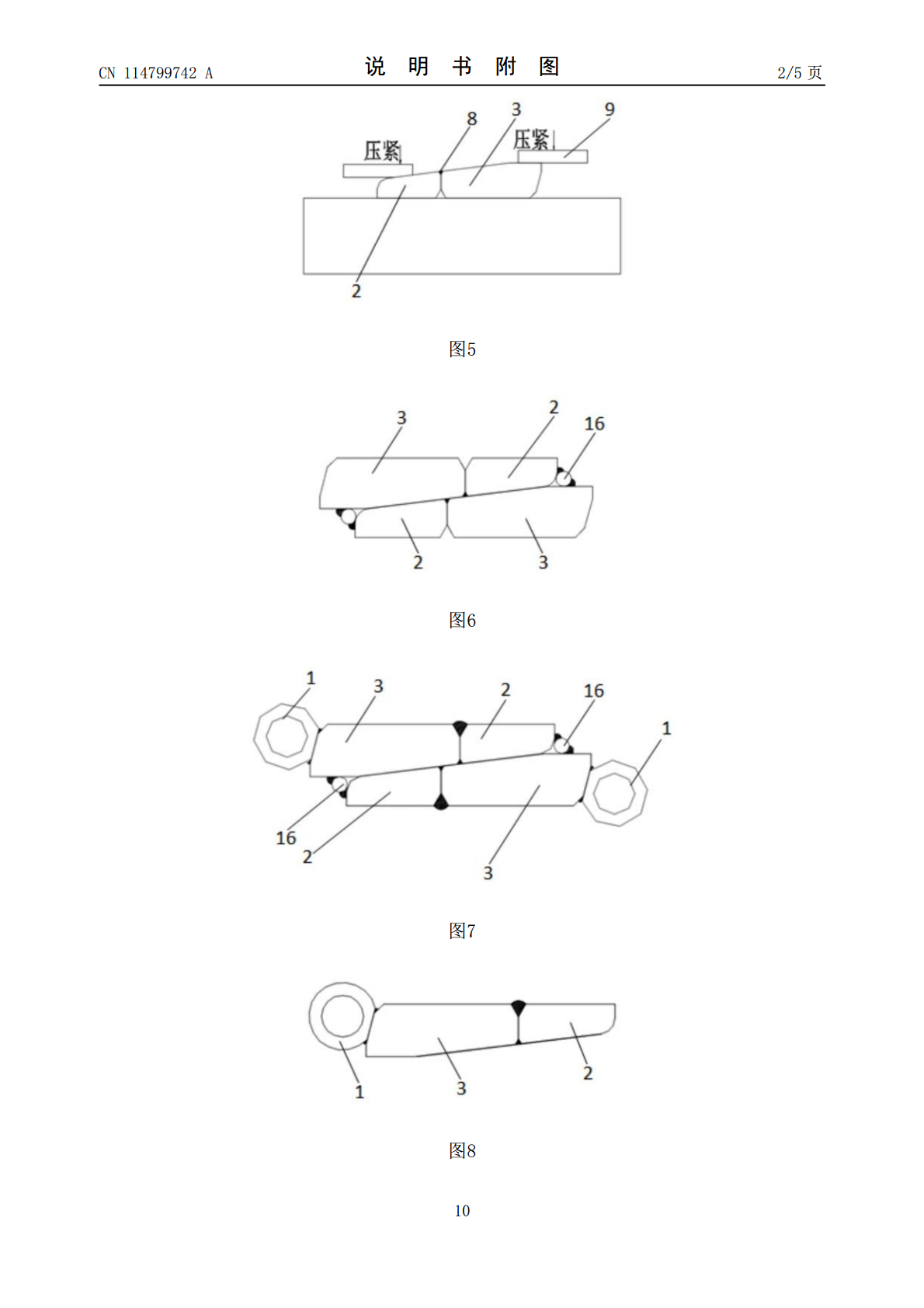
本发明涉及一种喷嘴梁及其制造方法、加工工装,制造方法包括如下步骤:S1、分别对钢管、左钢板及右钢板进行加工;S2、将加工好的左钢板及右钢板放置在同一水平面上,组合焊接为第一组合体,将第一组合体斜面错位接触,错位处均放置钢筋棍并焊接成第二组合体,将第二组合体两端的右钢板外侧分别与钢管焊接,形成第三组合体;S3、将第三组合体上钢筋棍的焊接处磨开,得到两件第四组合体,所述第四组合体包括钢管、左钢板及右钢板;S4、对第四组合体进行加工,得到最终的喷嘴梁。该本发明中的喷嘴梁制造方法与工装相结合,焊接装夹方便,实现了

一种烤乳猪的加工制造方法及其加工装置.pdf
本发明公开了一种烤乳猪的加工制造方法及其加工装置,包括开口箱,所述开口箱的下表面两侧均固定连接有支腿,所述开口箱的两端表面上侧均固定连接有导向座,所述导向座的内侧表面滑动连接有支撑杆,所述支撑杆的内部下端设有调节螺纹孔,所述调节螺纹孔的内侧表面螺纹连接有调节螺纹杆,所述调节螺纹杆的下表面固定安装有从动锥齿轮,所述调节螺纹杆的外表面下端通过支撑块转动连接于开口箱的外表面下端,所述支撑杆的上表面通过铰接轴铰接有摆动座,所述摆动座的上表面固定安装有支撑台,该烤乳猪的加工制造方法及其加工装置能够大大提高使用的便利
喷嘴及其制造方法.pdf
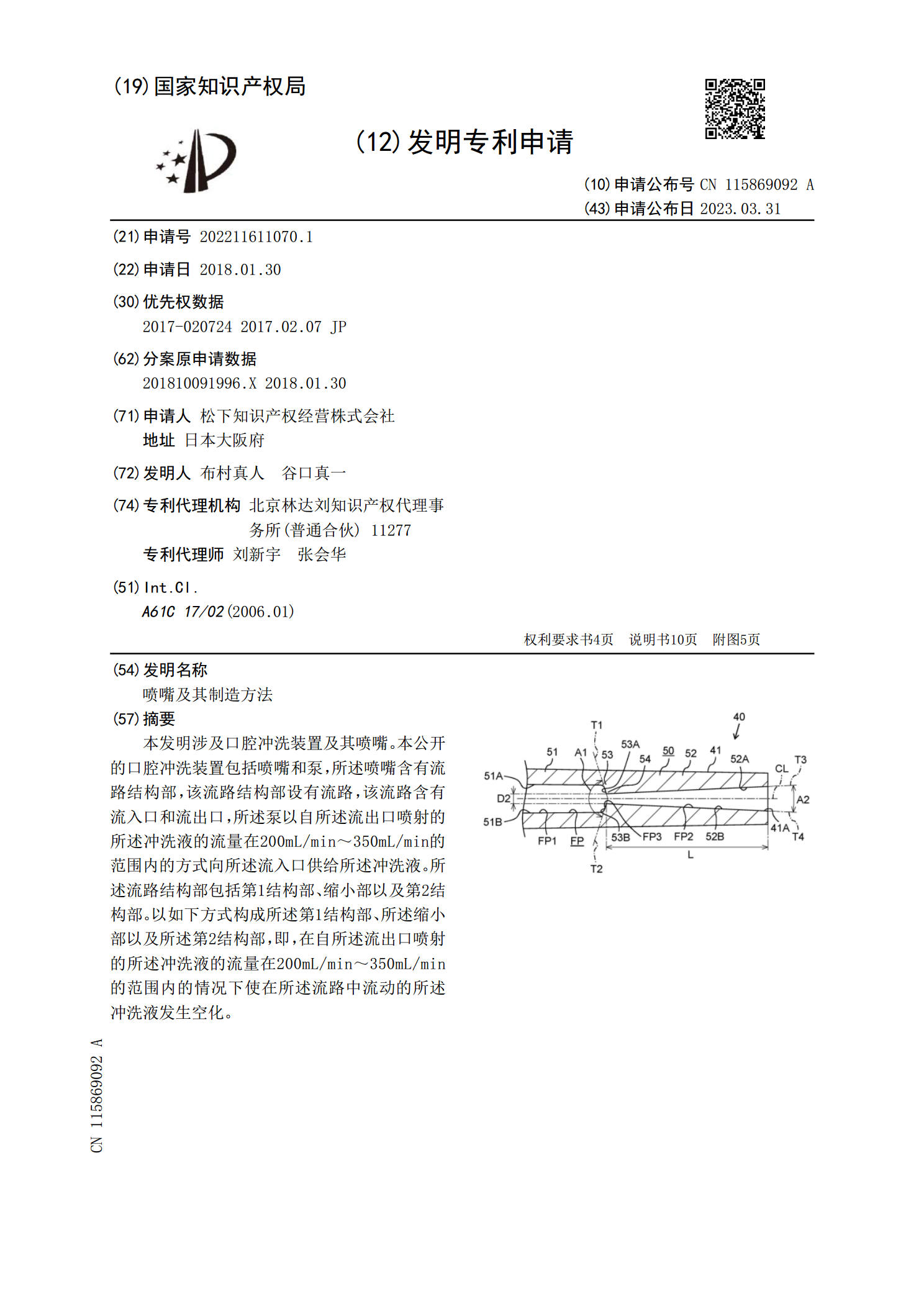
本发明涉及口腔冲洗装置及其喷嘴。本公开的口腔冲洗装置包括喷嘴和泵,所述喷嘴含有流路结构部,该流路结构部设有流路,该流路含有流入口和流出口,所述泵以自所述流出口喷射的所述冲洗液的流量在200mL/min~350mL/min的范围内的方式向所述流入口供给所述冲洗液。所述流路结构部包括第1结构部、缩小部以及第2结构部。以如下方式构成所述第1结构部、所述缩小部以及所述第2结构部,即,在自所述流出口喷射的所述冲洗液的流量在200mL/min~350mL/min的范围内的情况下使在所述流路中流动的所述冲洗液发生空化。
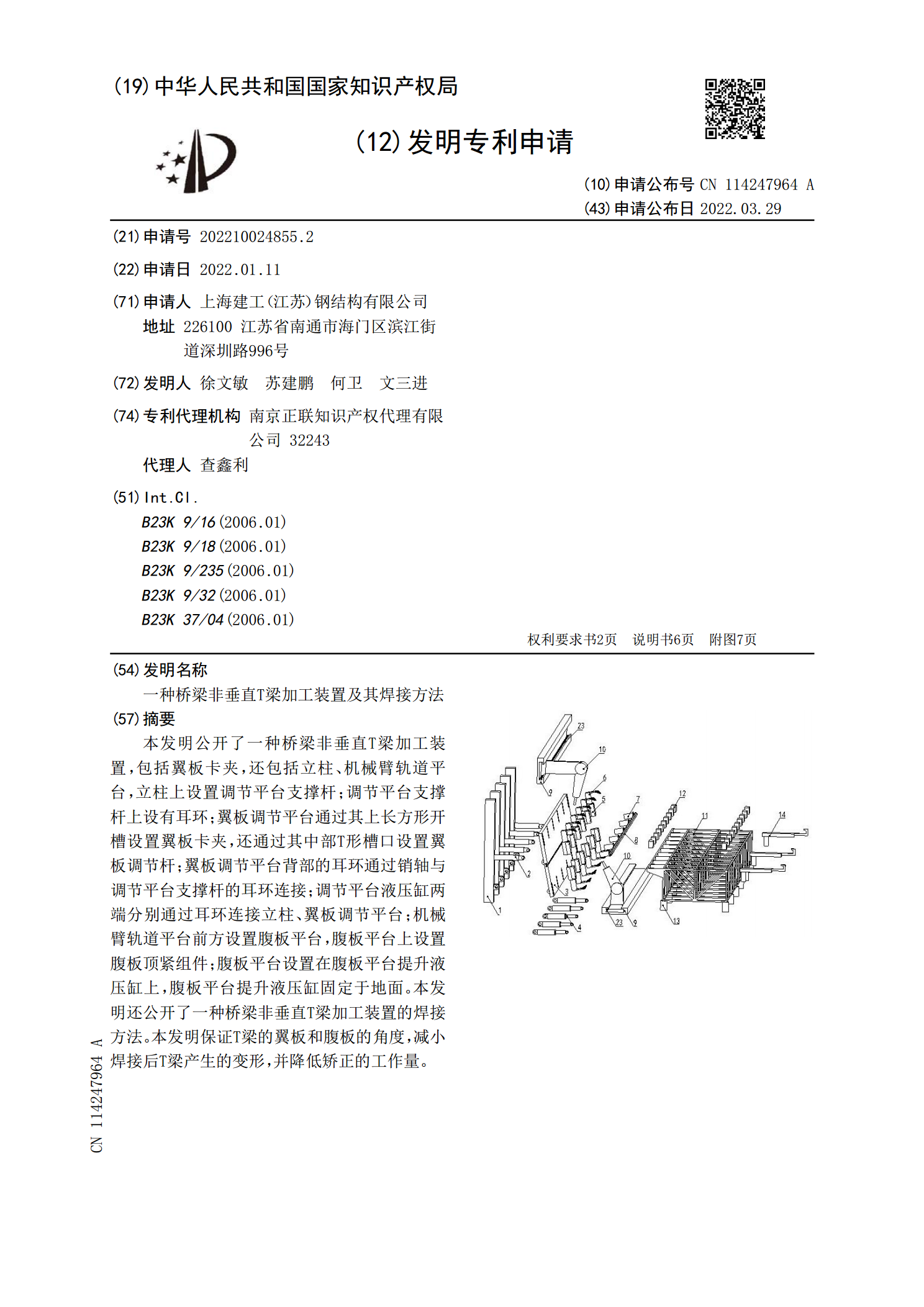
一种桥梁非垂直T梁加工装置及其焊接方法.pdf
本发明公开了一种桥梁非垂直T梁加工装置,包括翼板卡夹,还包括立柱、机械臂轨道平台,立柱上设置调节平台支撑杆;调节平台支撑杆上设有耳环;翼板调节平台通过其上长方形开槽设置翼板卡夹,还通过其中部T形槽口设置翼板调节杆;翼板调节平台背部的耳环通过销轴与调节平台支撑杆的耳环连接;调节平台液压缸两端分别通过耳环连接立柱、翼板调节平台;机械臂轨道平台前方设置腹板平台,腹板平台上设置腹板顶紧组件;腹板平台设置在腹板平台提升液压缸上,腹板平台提升液压缸固定于地面。本发明还公开了一种桥梁非垂直T梁加工装置的焊接方法。本发明
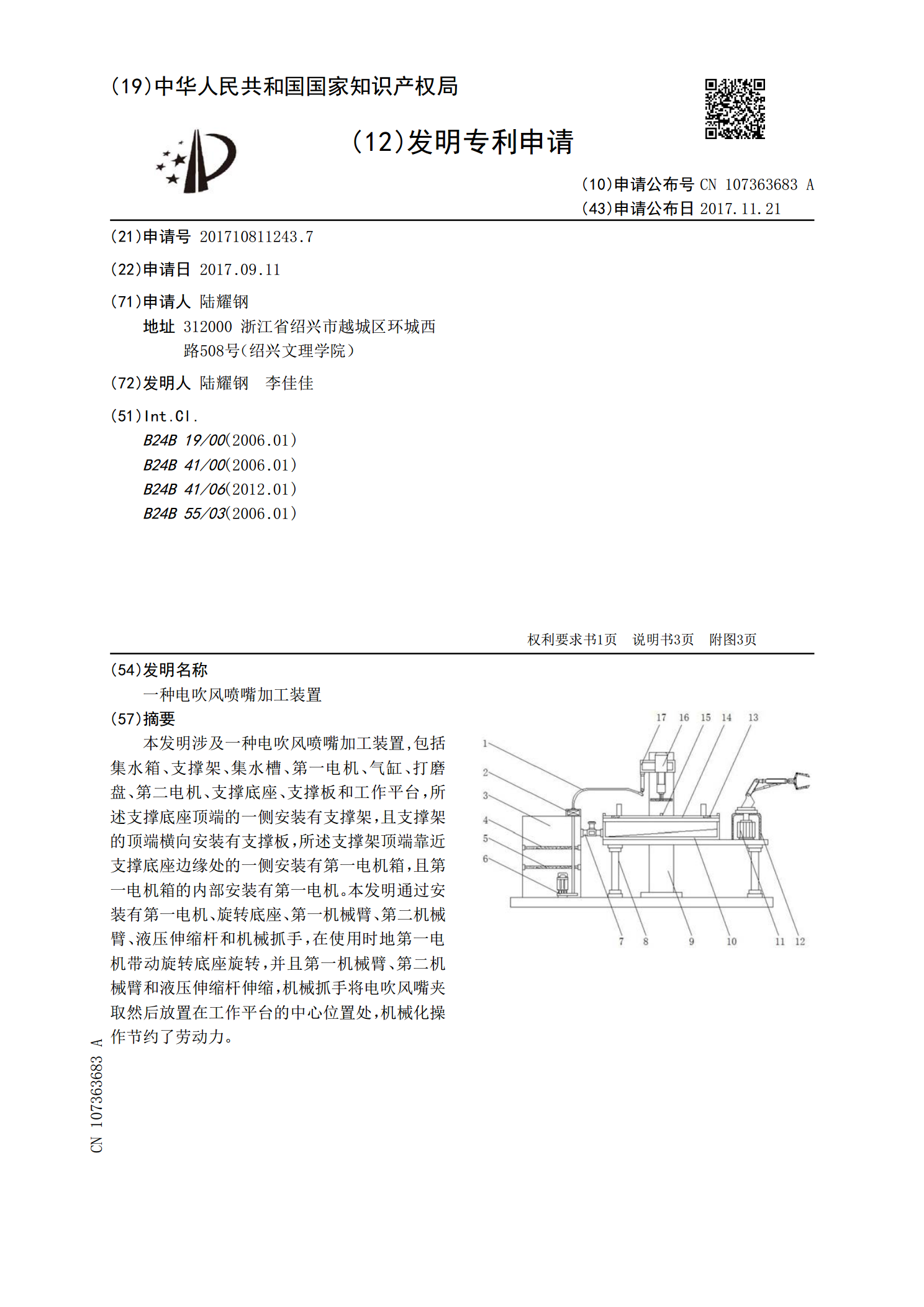
一种电吹风喷嘴加工装置.pdf
本发明涉及一种电吹风喷嘴加工装置,包括集水箱、支撑架、集水槽、第一电机、气缸、打磨盘、第二电机、支撑底座、支撑板和工作平台,所述支撑底座顶端的一侧安装有支撑架,且支撑架的顶端横向安装有支撑板,所述支撑架顶端靠近支撑底座边缘处的一侧安装有第一电机箱,且第一电机箱的内部安装有第一电机。本发明通过安装有第一电机、旋转底座、第一机械臂、第二机械臂、液压伸缩杆和机械抓手,在使用时地第一电机带动旋转底座旋转,并且第一机械臂、第二机械臂和液压伸缩杆伸缩,机械抓手将电吹风嘴夹取然后放置在工作平台的中心位置处,机械化操作节