
一种连铸坯导向输送装置.pdf

一条****88

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种连铸坯导向输送装置.pdf
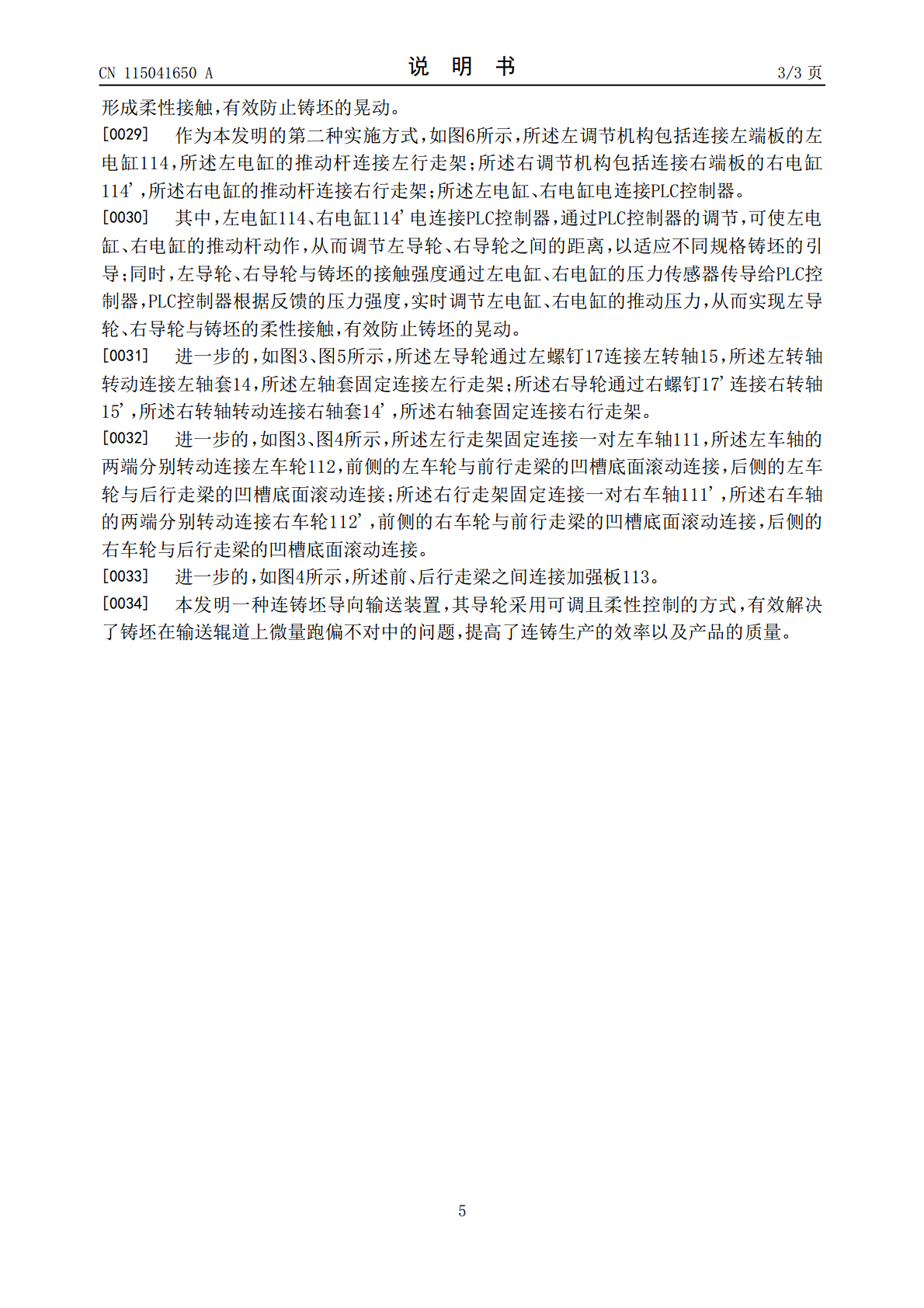
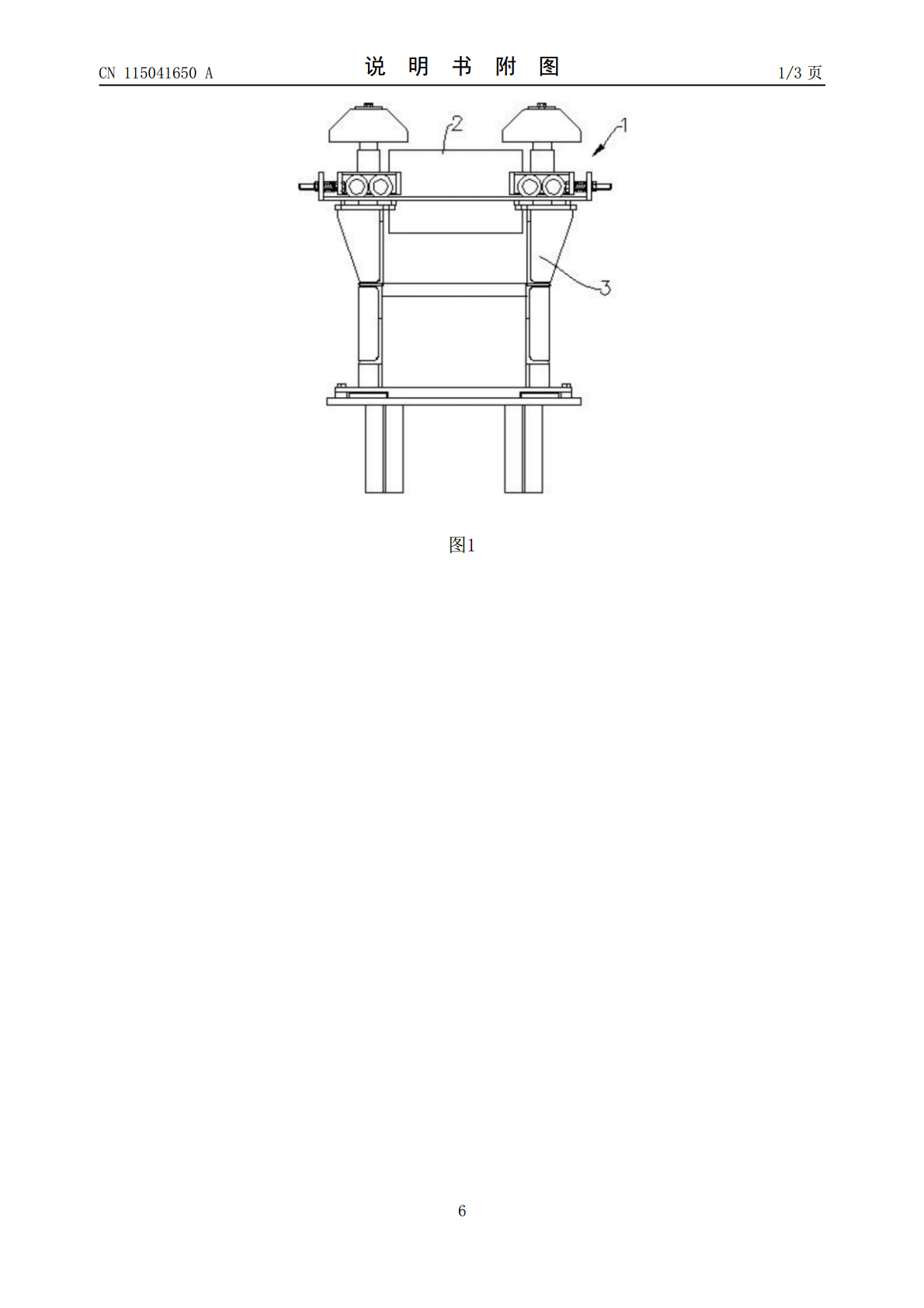
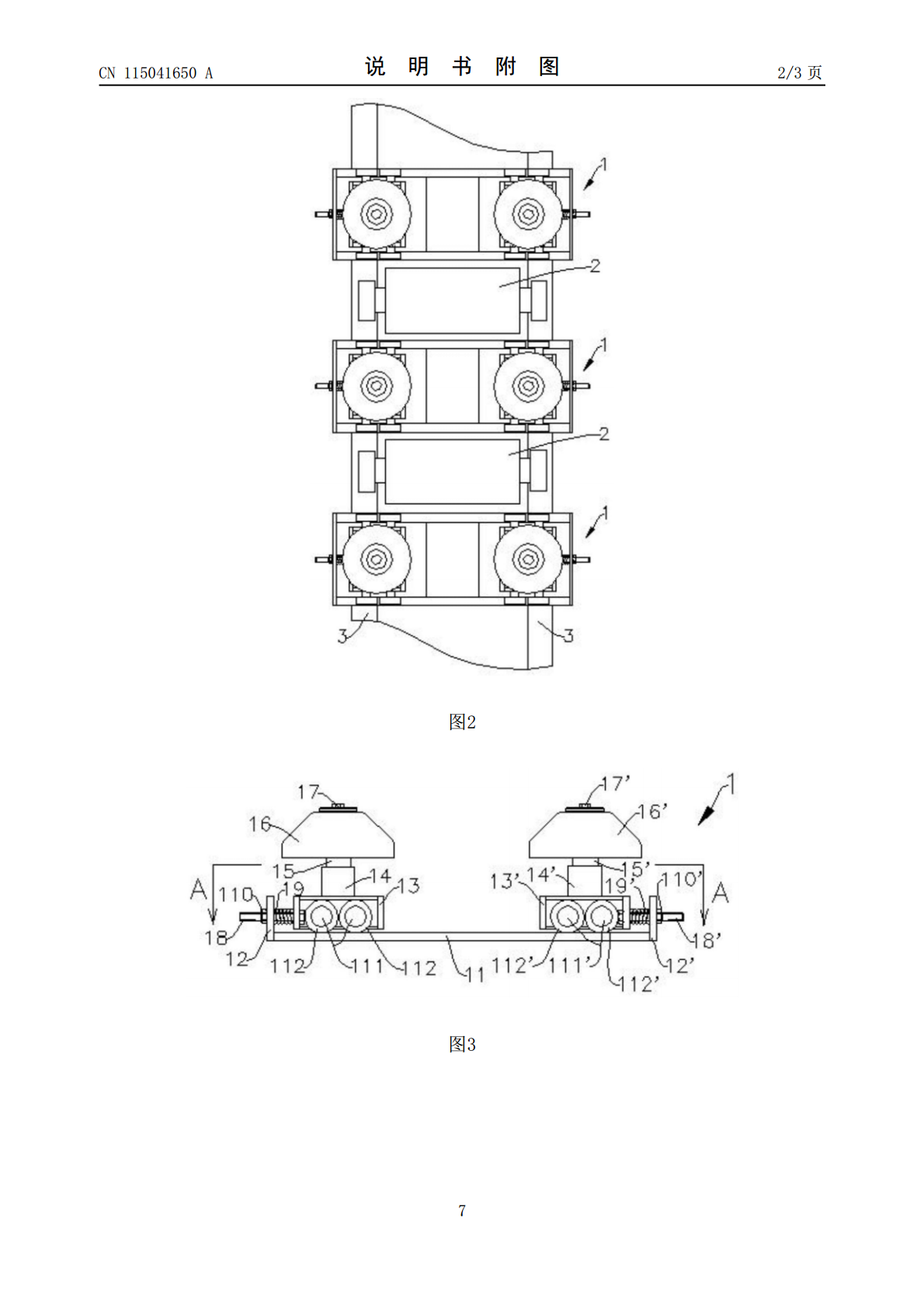
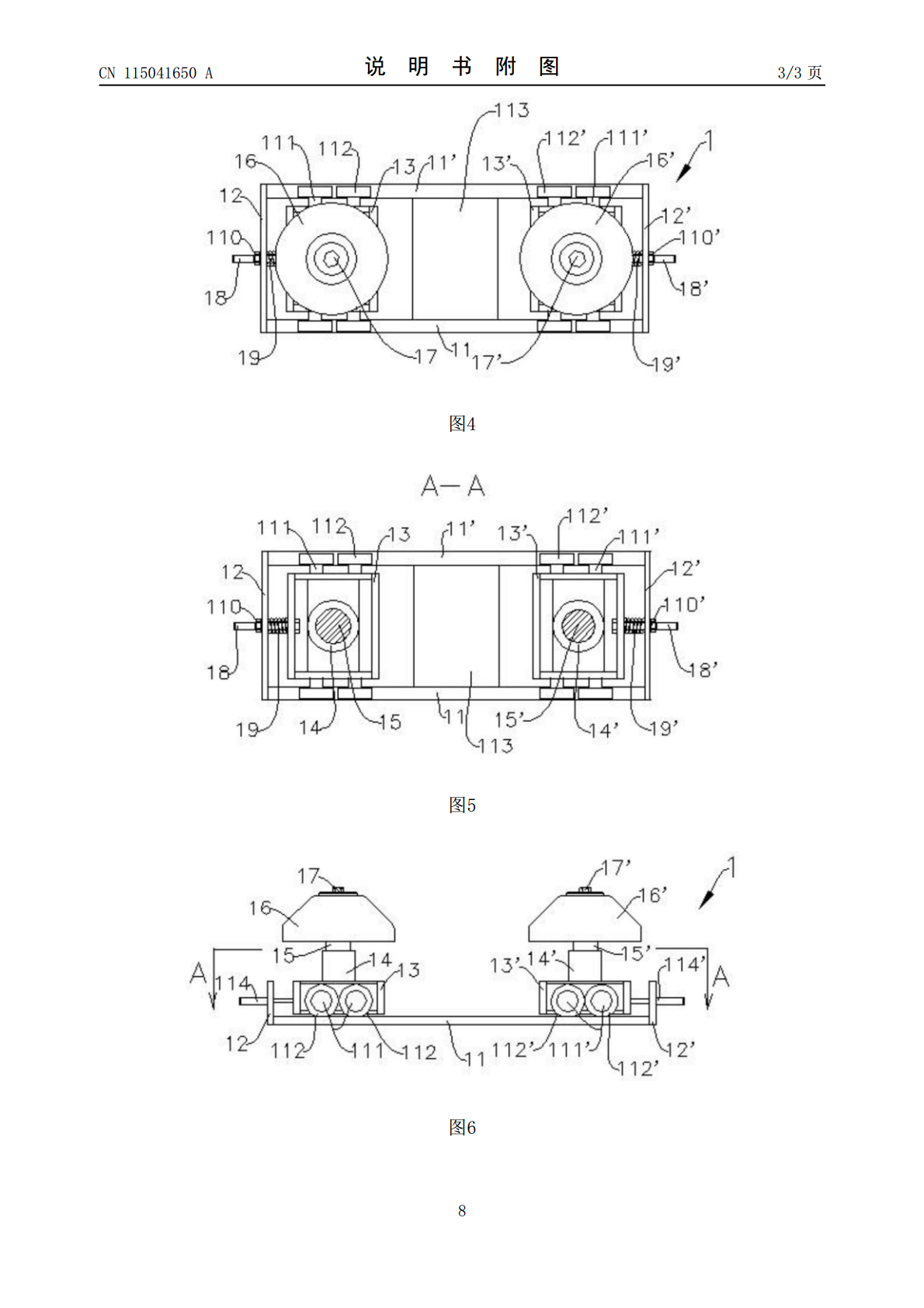
本发明公开了一种连铸坯导向输送装置,包括:机架、输送辊,所述输送辊沿机架长度方向均匀设置多个并与机架转动连接;还包括导向组件,所述导向组件设置在每两两相邻输送辊之间,所述导向组件包括固定连接机架的前行走梁、后行走梁,前、后行走梁的左端固定连接左端板,前、后行走梁的右端固定连接右端板,还包括左行走架、右行走架,所述左、右行走架均滚动连接前、后行走梁,所述左行走架的左侧连接左调节机构其上部连接锥形的左导轮,所述右行走架的右侧连接右调节机构其上部连接锥形的右导轮。本发明其导轮采用可调且柔性控制的方式,有效解决了

棘轮式铸坯导向装置.pdf
本发明提供了一种棘轮式铸坯导向装置,其包括:主框架,其上端设置有两个气缸;两个棘轮机构,其间隔设置在所述主框架的上端,所述气缸的活塞杆与所述棘轮机构相连,所述棘轮机构的下端连接有曲轴;两个导向辊,其分别位于两个所述棘轮机构的下方,所述导向辊与所述曲轴相连,所述导向辊的轴线与所述曲轴的轴线之间具有一偏心距离;根据所述曲轴的回转操作,两个所述导向辊相对或背离运动。本发明的棘轮式铸坯导向装置,可对不同规格断面的铸坯进行导向对中,其结构简单、拆装方便,造价成本低,可适用于高温高湿的恶劣环境中。
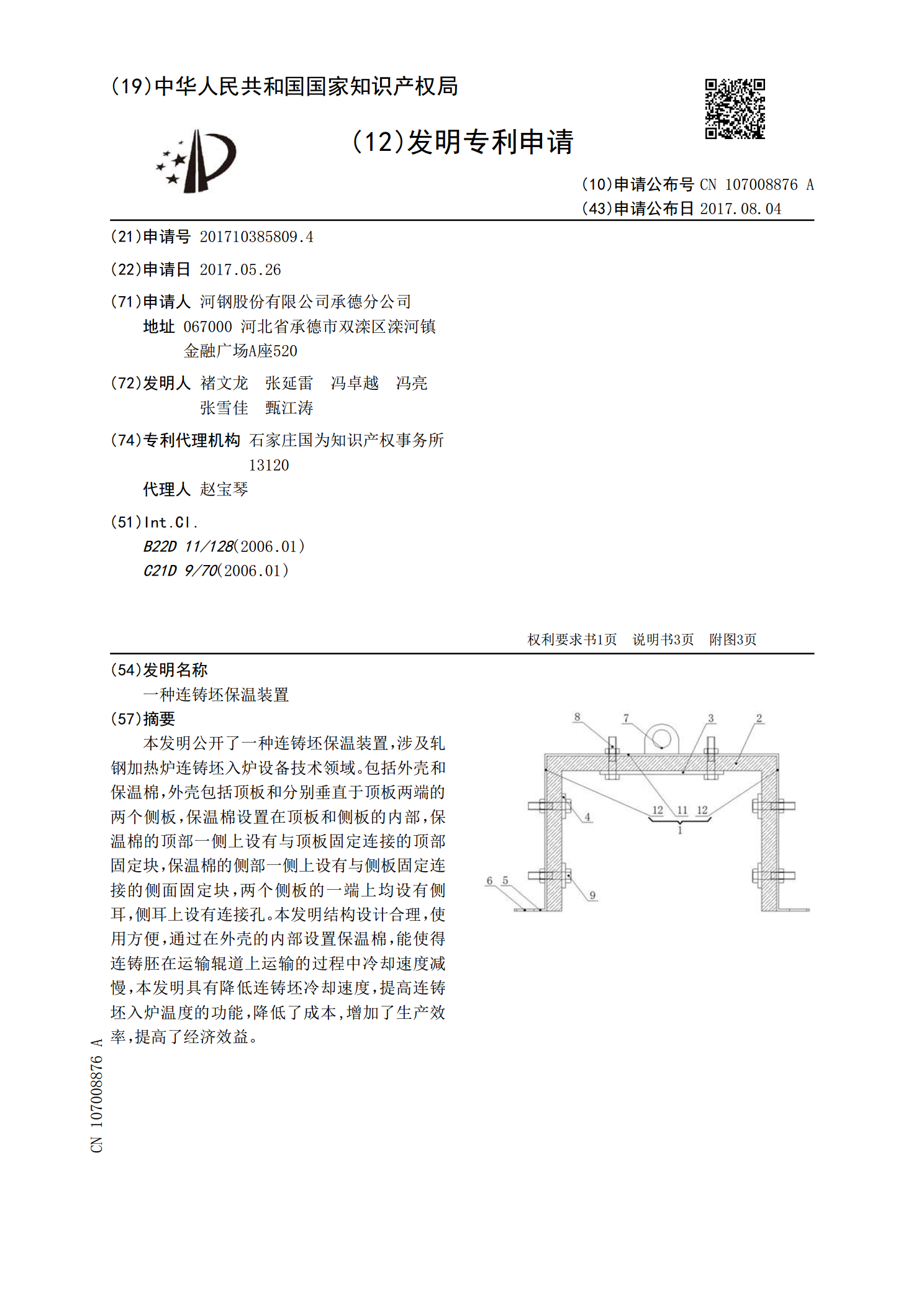
一种连铸坯保温装置.pdf
本发明公开了一种连铸坯保温装置,涉及轧钢加热炉连铸坯入炉设备技术领域。包括外壳和保温棉,外壳包括顶板和分别垂直于顶板两端的两个侧板,保温棉设置在顶板和侧板的内部,保温棉的顶部一侧上设有与顶板固定连接的顶部固定块,保温棉的侧部一侧上设有与侧板固定连接的侧面固定块,两个侧板的一端上均设有侧耳,侧耳上设有连接孔。本发明结构设计合理,使用方便,通过在外壳的内部设置保温棉,能使得连铸胚在运输辊道上运输的过程中冷却速度减慢,本发明具有降低连铸坯冷却速度,提高连铸坯入炉温度的功能,降低了成本,增加了生产效率,提高了经济

用于方坯连铸机的导向装置和方坯连铸的控制方法.pdf
本发明提供了一种用于方坯连铸机的导向装置和方坯连铸的控制方法。所述导向装置包括:液压驱动机构,所述液压驱动机构包括液压缸;传动机构,连接所述液压驱动机构;导轮,连接所述传动机构。所述方坯连铸的控制方法,通过液压控制导轮的张开或夹紧,实现对工件的夹紧。本发明送引锭杆时采用系统压力,便于提供足够的夹紧力使引锭杆对中;拉坯时采用热坯压力,在提供合适的夹紧力以防止铸坯产生抖动的同时又不至于在铸坯表面留下压痕。
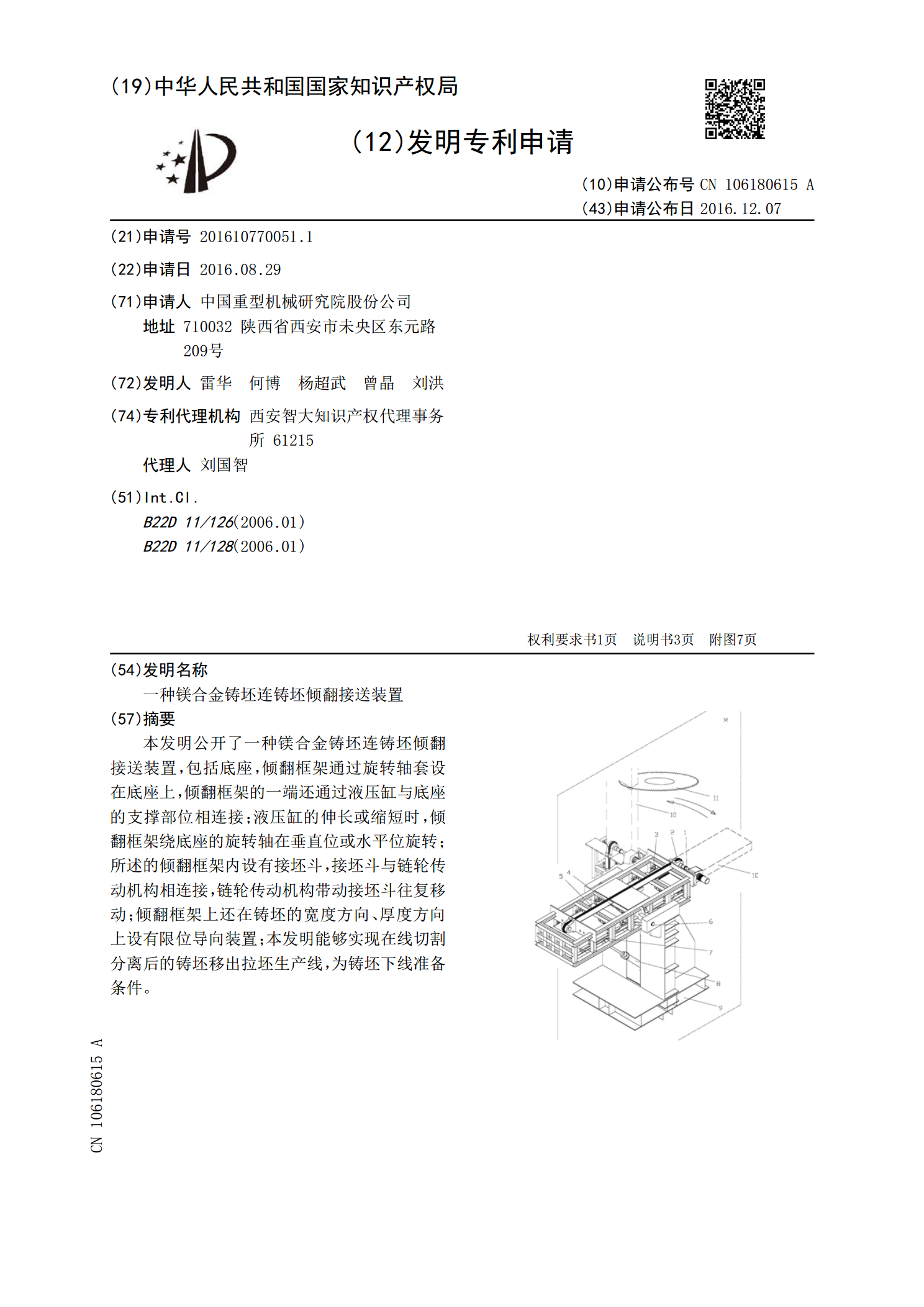
一种镁合金铸坯连铸坯倾翻接送装置.pdf
本发明公开了一种镁合金铸坯连铸坯倾翻接送装置,包括底座,倾翻框架通过旋转轴套设在底座上,倾翻框架的一端还通过液压缸与底座的支撑部位相连接;液压缸的伸长或缩短时,倾翻框架绕底座的旋转轴在垂直位或水平位旋转;所述的倾翻框架内设有接坯斗,接坯斗与链轮传动机构相连接,链轮传动机构带动接坯斗往复移动;倾翻框架上还在铸坯的宽度方向、厚度方向上设有限位导向装置;本发明能够实现在线切割分离后的铸坯移出拉坯生产线,为铸坯下线准备条件。