
冲压加工中的送料装置的研究.docx

Th****84


1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
冲压加工中的送料装置的研究.docx
冲压加工中的送料装置的研究摘要冲压成形是一门古老而又年轻的制造技术在国民经济的每个角落都渗透着冲压技术理念。很多经济发达国家其汽车制造业、农业机械、建筑机械、精密机械、仪器仪表、日用五金、航空航天、军事兵器等等多个门类单位冲压都发挥着十分重要的作用。我国工业发展程度的不断深入冲压制作的类型与工艺方式的变革都要求冲压送料朝着自动化的方向发展。传统的冲压手工送料已经不符合时代发展的要求因此冲压生产自动化越来越突出极大程度的提升了生产效率与生产质量的要求。文中简单阐述了冲压生产

冲压加工中的送料装置的研究.docx
冲压加工中的送料装置的研究摘要冲压成形是一门古老而又年轻的制造技术在国民经济的每个角落都渗透着冲压技术理念。很多经济发达国家其汽车制造业、农业机械、建筑机械、精密机械、仪器仪表、日用五金、航空航天、军事兵器等等多个门类单位冲压都发挥着十分重要的作用。我国工业发展程度的不断深入冲压制作的类型与工艺方式的变革都要求冲压送料朝着自动化的方向发展。传统的冲压手工送料已经不符合时代发展的要求因此冲压生产自动化越来越突出极大程度的提升了生产效率与生产质量的要求。文中简单阐述了冲压生产
冲压加工中的送料装置的研究.docx
冲压加工中的送料装置的研究摘要冲压成形是一门古老而又年轻的制造技术在国民经济的每个角落都渗透着冲压技术理念。很多经济发达国家其汽车制造业、农业机械、建筑机械、精密机械、仪器仪表、日用五金、航空航天、军事兵器等等多个门类单位冲压都发挥着十分重要的作用。我国工业发展程度的不断深入冲压制作的类型与工艺方式的变革都要求冲压送料朝着自动化的方向发展。传统的冲压手工送料已经不符合时代发展的要求因此冲压生产自动化越来越突出极大程度的提升了生产效率与生产质量的要求。文中简单阐述了冲压生产
送料装置及采用该送料装置的冲压设备.pdf
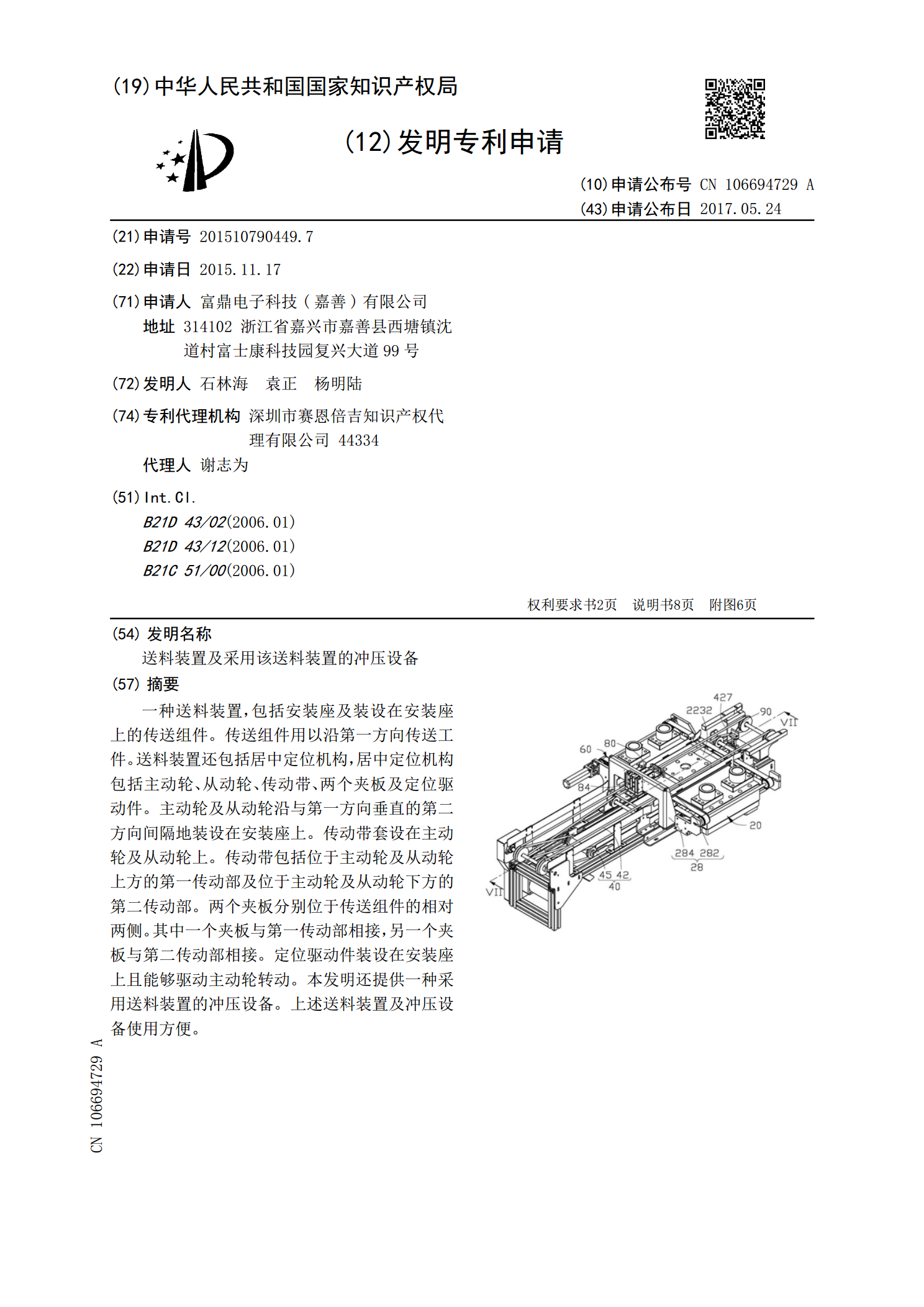
一种送料装置,包括安装座及装设在安装座上的传送组件。传送组件用以沿第一方向传送工件。送料装置还包括居中定位机构,居中定位机构包括主动轮、从动轮、传动带、两个夹板及定位驱动件。主动轮及从动轮沿与第一方向垂直的第二方向间隔地装设在安装座上。传动带套设在主动轮及从动轮上。传动带包括位于主动轮及从动轮上方的第一传动部及位于主动轮及从动轮下方的第二传动部。两个夹板分别位于传送组件的相对两侧。其中一个夹板与第一传动部相接,另一个夹板与第二传动部相接。定位驱动件装设在安装座上且能够驱动主动轮转动。本发明还提供一种采用送
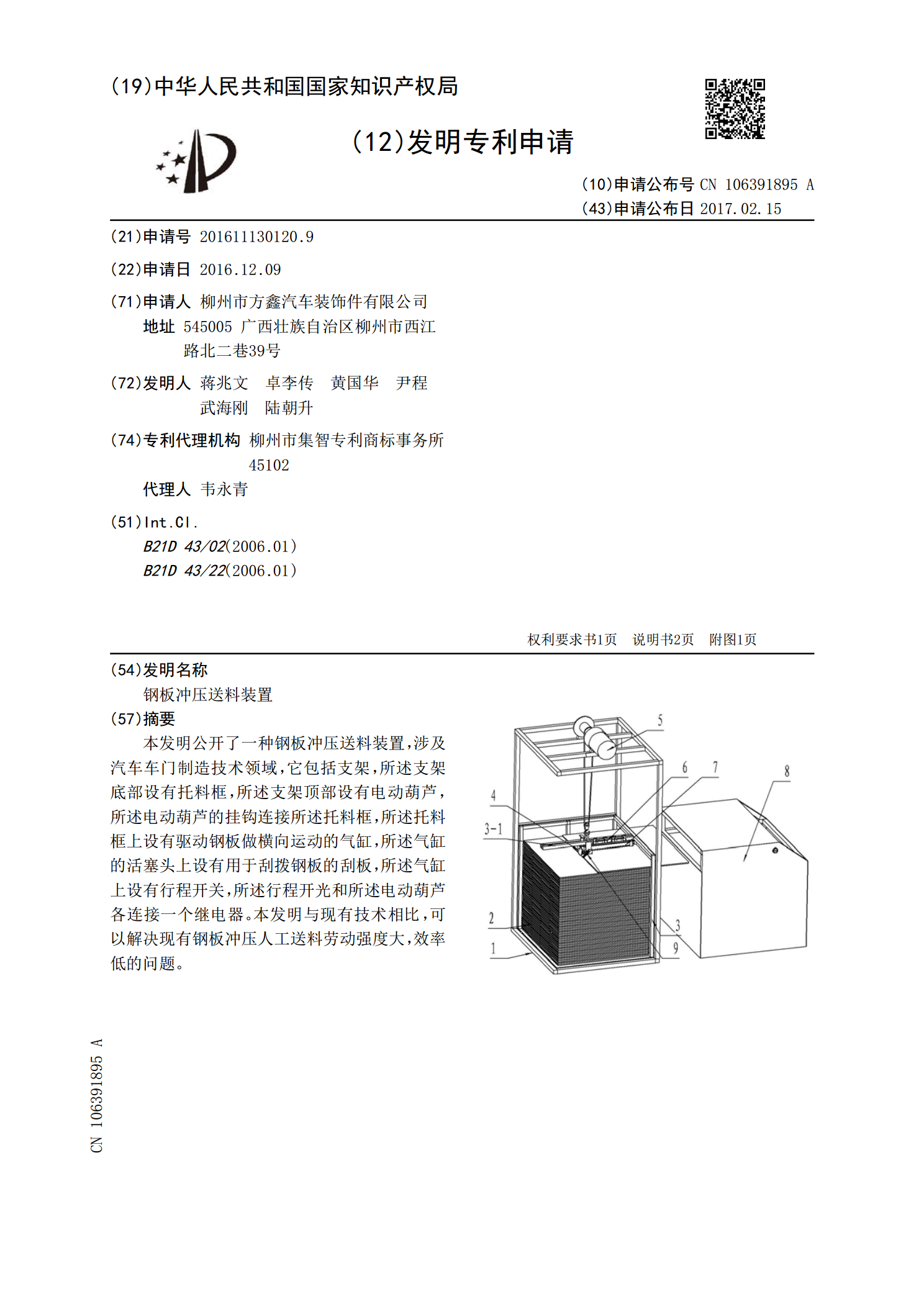
钢板冲压送料装置.pdf
本发明公开了一种钢板冲压送料装置,涉及汽车车门制造技术领域,它包括支架,所述支架底部设有托料框,所述支架顶部设有电动葫芦,所述电动葫芦的挂钩连接所述托料框,所述托料框上设有驱动钢板做横向运动的气缸,所述气缸的活塞头上设有用于刮拨钢板的刮板,所述气缸上设有行程开关,所述行程开光和所述电动葫芦各连接一个继电器。本发明与现有技术相比,可以解决现有钢板冲压人工送料劳动强度大,效率低的问题。