
一种Ti-Zr复合微合金化700MPa级高强度高韧性钢板及制备方法.pdf

是你****松呀

1/10
2/10

3/10
4/10
5/10
6/10
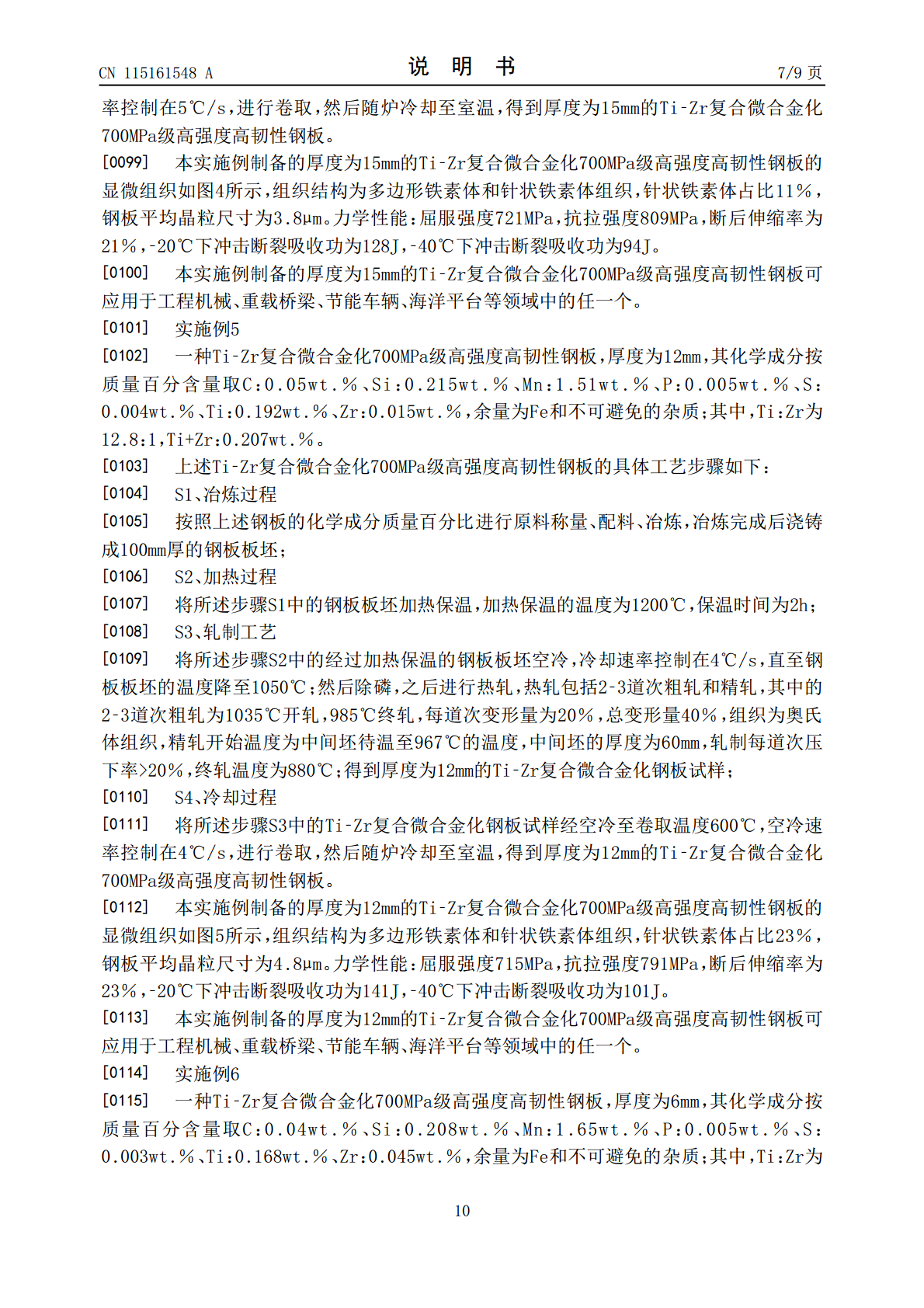
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种Ti-Zr复合微合金化700MPa级高强度高韧性钢板及制备方法.pdf
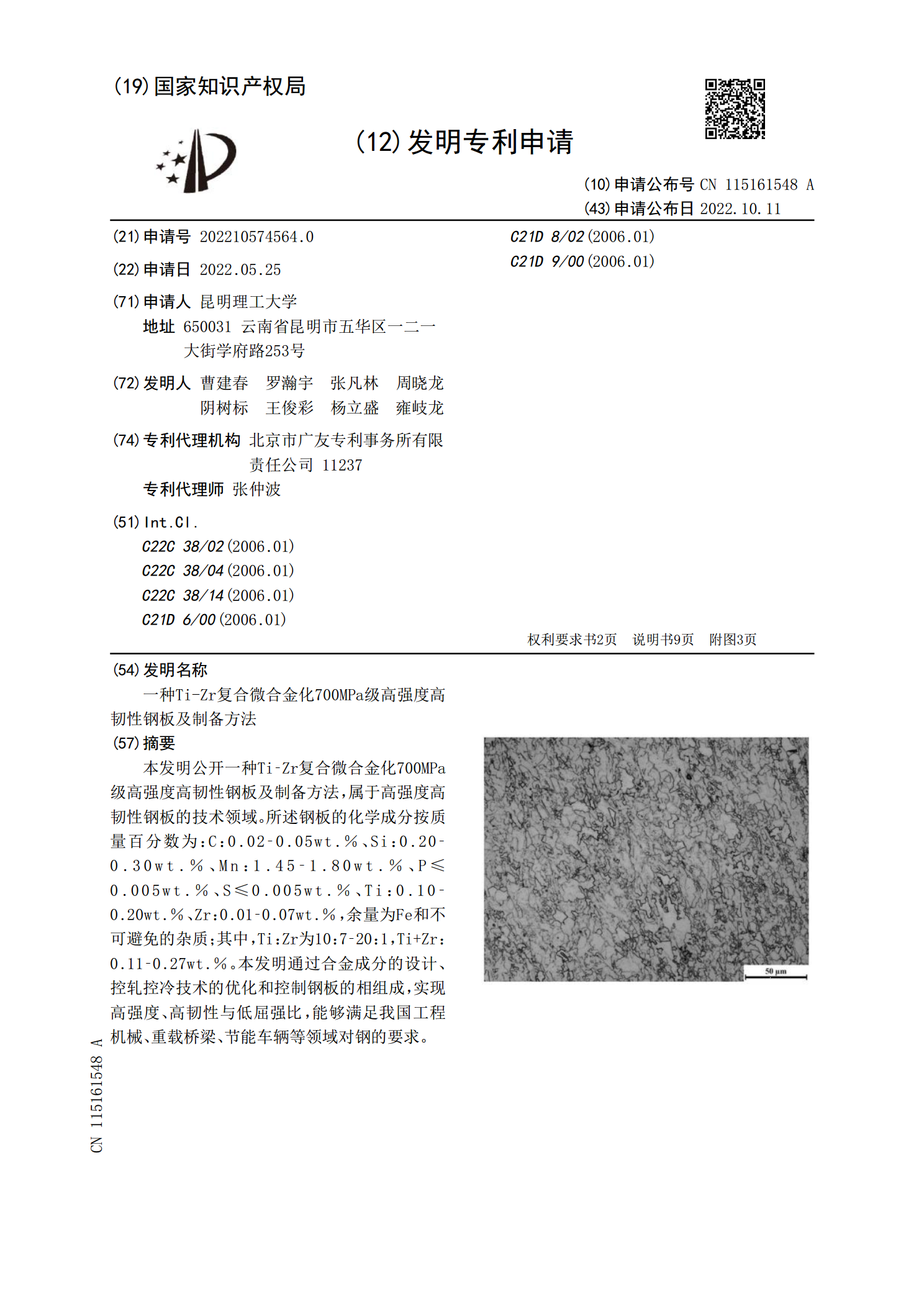
本发明公开一种Ti‑Zr复合微合金化700MPa级高强度高韧性钢板及制备方法,属于高强度高韧性钢板的技术领域。所述钢板的化学成分按质量百分数为:C:0.02‑0.05wt.%、Si:0.20‑0.30wt.%、Mn:1.45‑1.80wt.%、P≤0.005wt.%、S≤0.005wt.%、Ti:0.10‑0.20wt.%、Zr:0.01‑0.07wt.%,余量为Fe和不可避免的杂质;其中,Ti:Zr为10:7‑20:1,Ti+Zr:0.11‑0.27wt.%。本发明通过合金成分的设计、控轧控冷技术的优化
一种Ti-Zr-Mo复合微合金化800MPa级高强度高韧性钢板及制备方法.pdf
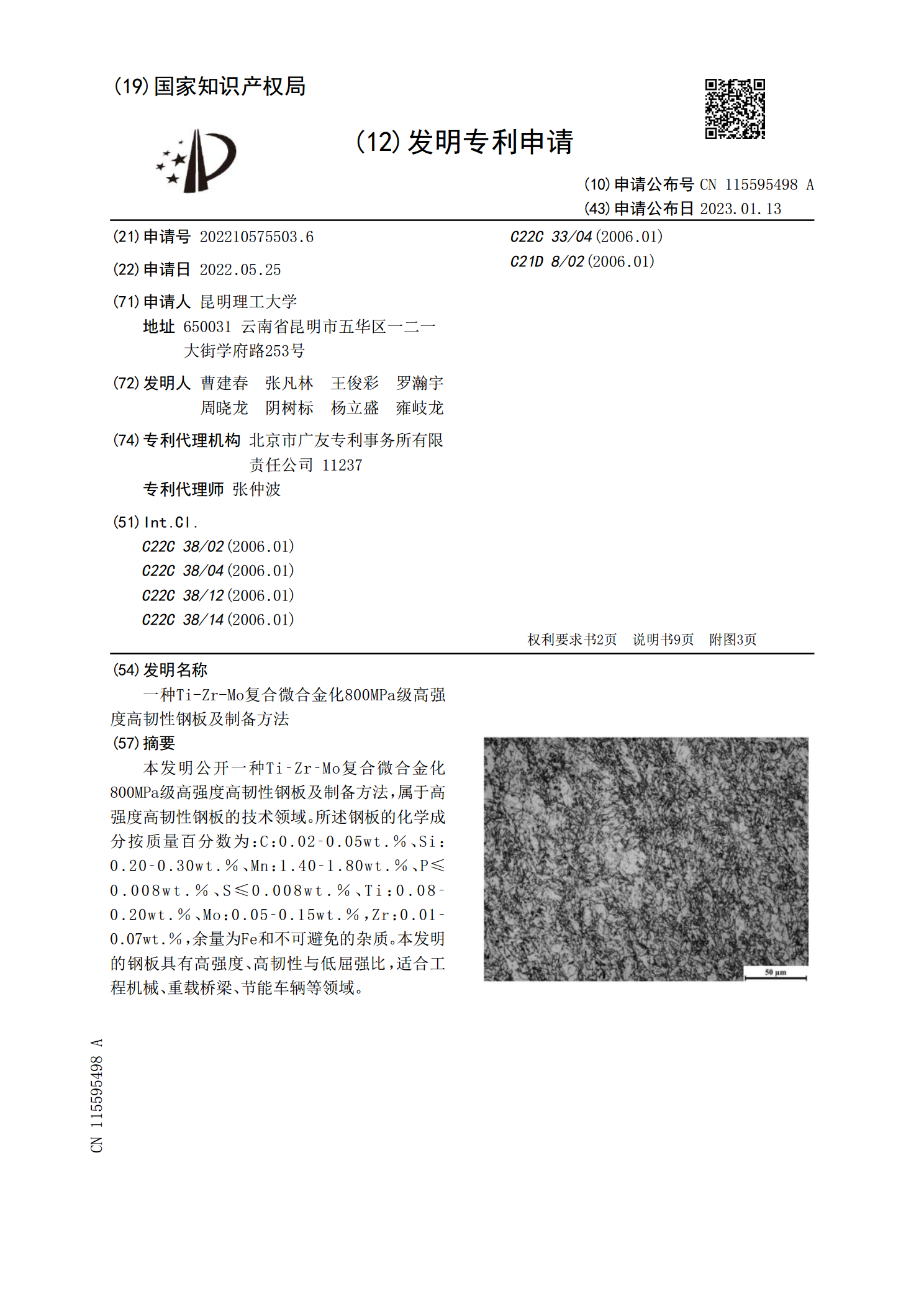
本发明公开一种Ti?Zr?Mo复合微合金化800MPa级高强度高韧性钢板及制备方法,属于高强度高韧性钢板的技术领域。所述钢板的化学成分按质量百分数为:C:0.02?0.05wt.%、Si:0.20?0.30wt.%、Mn:1.40?1.80wt.%、P≤0.008wt.%、S≤0.008wt.%、Ti:0.08?0.20wt.%、Mo:0.05?0.15wt.%,Zr:0.01?0.07wt.%,余量为Fe和不可避免的杂质。本发明的钢板具有高强度、高韧性与低屈强比,适合工程机械、重载桥梁、节能车辆等领域。
一种700MPa级高强度钢板的制备方法.pdf
本发明公开了一种700MPa级高强度钢板的制备方法,所述高强度钢板由C、Si、Mn、P≤0.008、S≤0.006、Als、Cu、Cr、Ti、B和Fe组成;所述制备方法包括如下步骤:采用铁水深脱硫技术,转炉顶底吹炼,真空处理及连铸工艺,按通常纯净钢工艺进行轧制、调质热处理,其中,轧制工艺钢坯加热温度为1140~1160℃,钢的开轧温度1070℃~1100℃,控轧末三道累计压下率≥30%,终轧温度870~890℃;采用调质工艺生产,淬火温度为940~960℃,保温时间为1~2小时;回火温度为570~590℃
一种屈服强度700MPa级高强度高韧性钢板及其制造方法.pdf
本发明涉及一种高强度高韧性钢板,其化学成分的重量百分比为:C:0.03-0.06%、Si≤0.30%、Mn:1.0-1.5%、P≤0.020%、S≤0.010%、Al:0.02-0.05%、Ti:0.005-0.025%、N≤0.006%、Ca≤0.005%,以及Cr≤0.75%、Ni≤0.40%、Mo≤0.30%中的1种以上,余量为铁和不可避免杂质。其制造方法包括:钢水经真空脱气处理后进行连铸或模铸,模铸后需经初轧成钢坯;连铸坯或钢坯于1100-1250℃加热后在奥氏体再结晶区进行一道次或多道次轧制,总
一种700MPa级高韧性防爆钢板的制造方法.pdf
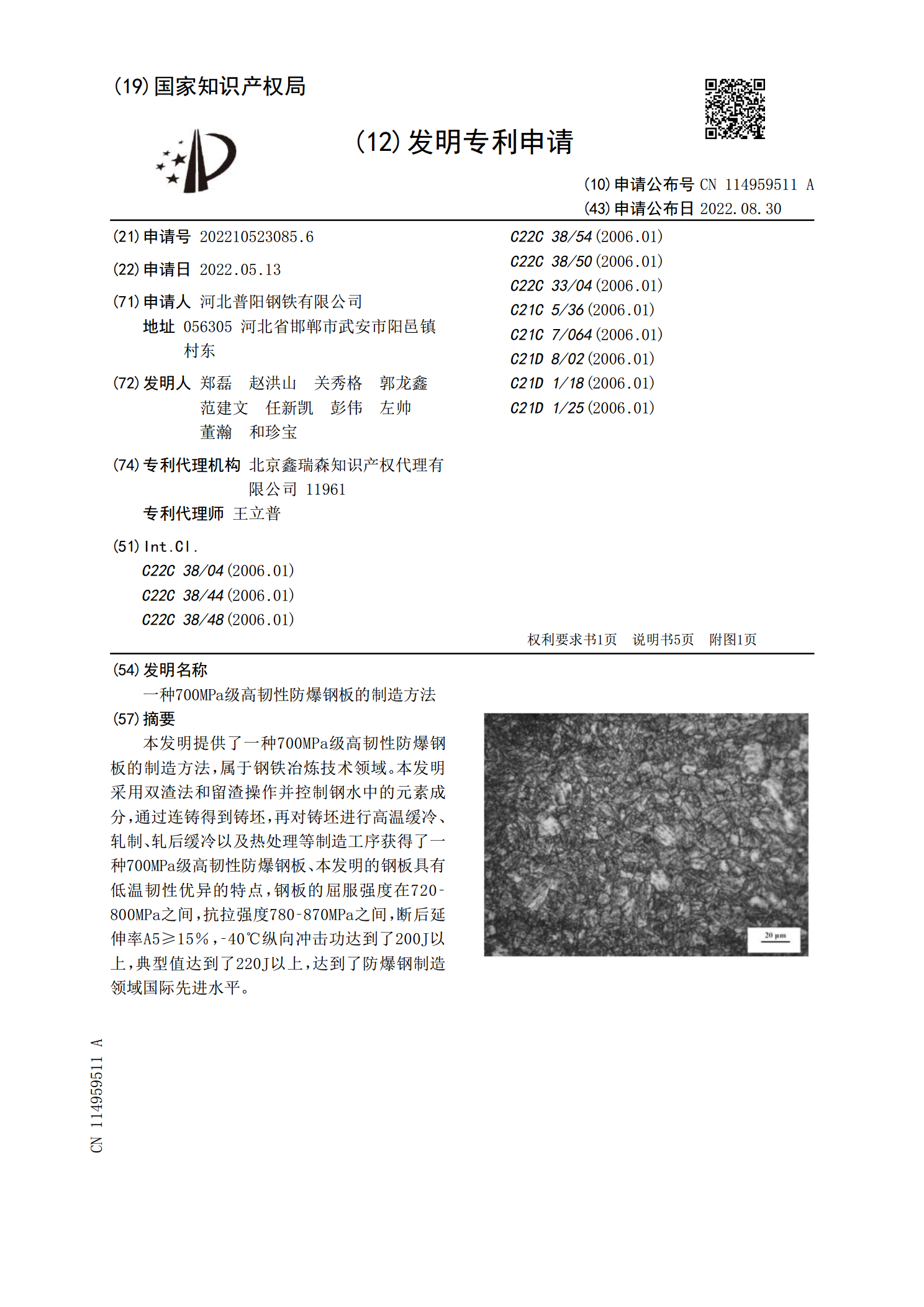
本发明提供了一种700MPa级高韧性防爆钢板的制造方法,属于钢铁冶炼技术领域。本发明采用双渣法和留渣操作并控制钢水中的元素成分,通过连铸得到铸坯,再对铸坯进行高温缓冷、轧制、轧后缓冷以及热处理等制造工序获得了一种700MPa级高韧性防爆钢板、本发明的钢板具有低温韧性优异的特点,钢板的屈服强度在720‑800MPa之间,抗拉强度780‑870MPa之间,断后延伸率A5≥15%,‑40℃纵向冲击功达到了200J以上,典型值达到了220J以上,达到了防爆钢制造领域国际先进水平。