
车刀粒切削刃特点及热化学磨损状态.doc

yy****24


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

车刀粒切削刃特点及热化学磨损状态.doc
文章自车刀粒www.szjs668.com编辑车刀粒切削刃特点及热化学磨损状态车刀粒切削刃棱线仍保持锋利状态;切削纯铝的刀具切削刃棱线磨损变为圆弧刃,但前刀面未发现月牙洼磨损。特点:(1)车刀粒刀片不经过高温焊接,避免了因焊接而引起的刀片硬度下降、产生裂纹等缺陷,车刀粒提高了刀具的耐用度。(2)由于刀具耐用度提高,使用时间较长,换刀时间缩短,提高了生产效率。(3)车刀粒刀杆可重复使用,车刀粒既节省了钢材又提高了刀片的利用率,车刀粒刀片由制造厂家回收再制,提高了经济效益,降低了刀具成本。(4)车刀粒刀片重磨
固定切削刃钻头的动态磨损预测.pdf
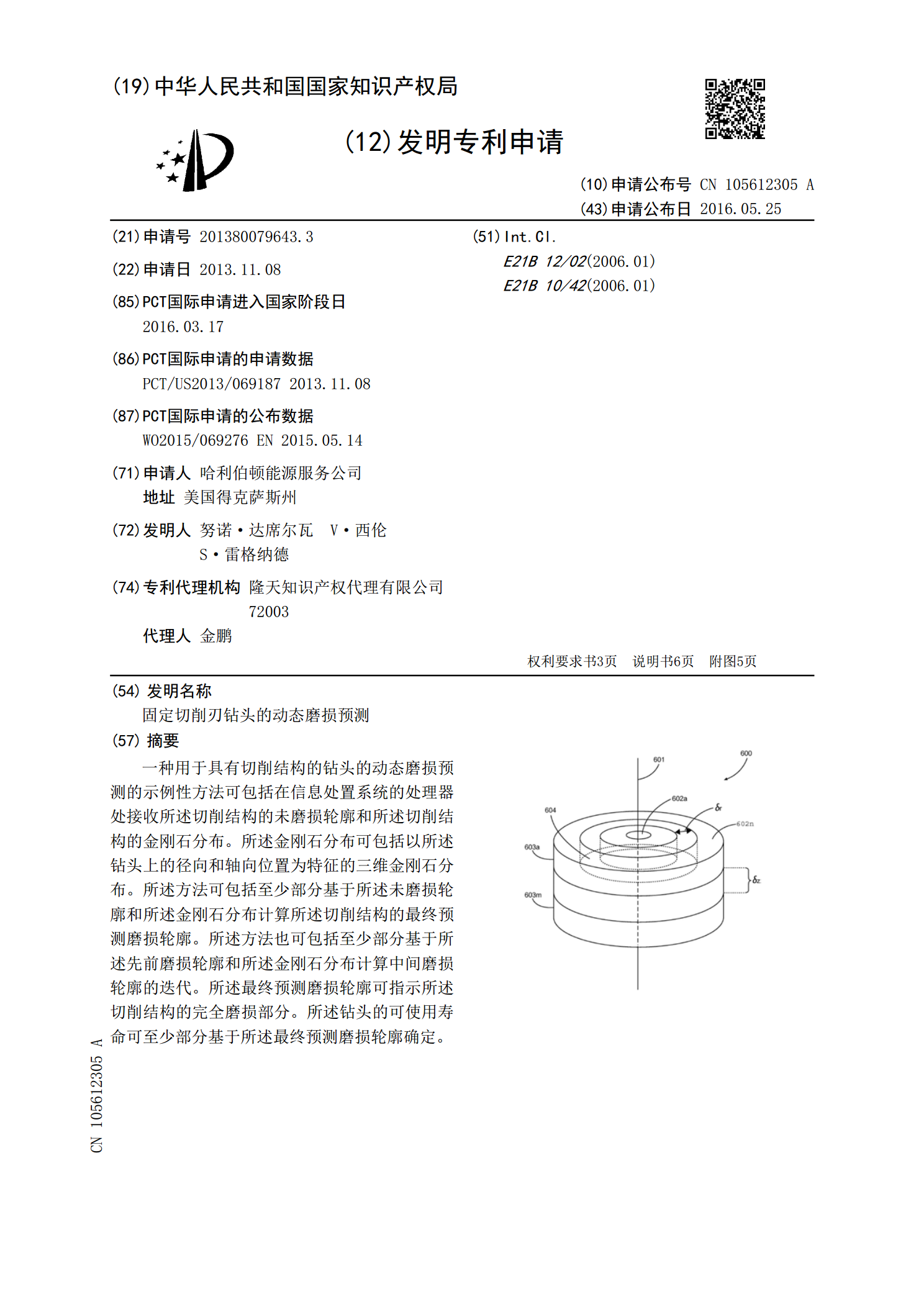
一种用于具有切削结构的钻头的动态磨损预测的示例性方法可包括在信息处置系统的处理器处接收所述切削结构的未磨损轮廓和所述切削结构的金刚石分布。所述金刚石分布可包括以所述钻头上的径向和轴向位置为特征的三维金刚石分布。所述方法可包括至少部分基于所述未磨损轮廓和所述金刚石分布计算所述切削结构的最终预测磨损轮廓。所述方法也可包括至少部分基于所述先前磨损轮廓和所述金刚石分布计算中间磨损轮廓的迭代。所述最终预测磨损轮廓可指示所述切削结构的完全磨损部分。所述钻头的可使用寿命可至少部分基于所述最终预测磨损轮廓确定。
一种刀具切削刃调节头、其操作及校正刀具切削刃磨损的方法.pdf
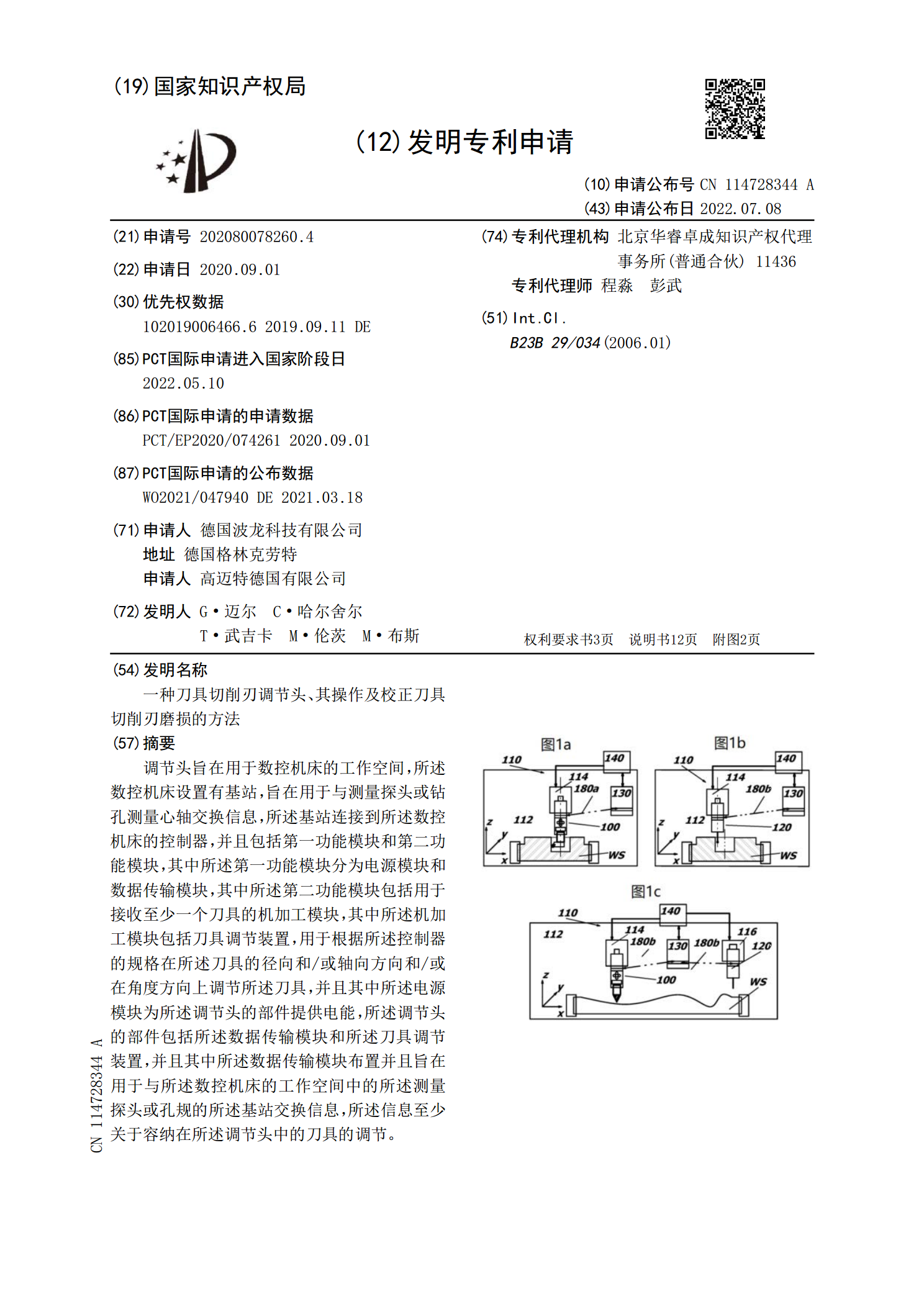
调节头旨在用于数控机床的工作空间,所述数控机床设置有基站,旨在用于与测量探头或钻孔测量心轴交换信息,所述基站连接到所述数控机床的控制器,并且包括第一功能模块和第二功能模块,其中所述第一功能模块分为电源模块和数据传输模块,其中所述第二功能模块包括用于接收至少一个刀具的机加工模块,其中所述机加工模块包括刀具调节装置,用于根据所述控制器的规格在所述刀具的径向和/或轴向方向和/或在角度方向上调节所述刀具,并且其中所述电源模块为所述调节头的部件提供电能,所述调节头的部件包括所述数据传输模块和所述刀具调节装置,并且其

基于磨粒磨损机理的机械磨损状态监测.docx
基于磨粒磨损机理的机械磨损状态监测基于磨粒磨损机理的机械磨损状态监测摘要:机械磨损对于机械设备的运行和寿命具有重要影响。了解磨粒磨损机理并对机械磨损状态进行监测,可以及早发现问题并采取相应措施,延长机械设备的使用寿命。本文对磨粒磨损机理及机械磨损状态监测方法进行研究,为机械磨损状态监测提供理论依据和实践经验。关键词:磨粒磨损机理;机械磨损状态监测;机械设备1.引言磨粒磨损是机械磨损的重要机理之一,它是由于固体颗粒与机械零件表面相互作用而引起的。磨粒磨损可以导致机械零件表面的磨损和形状变化,进而影响机械设备
车刀的刃磨.ppt
复习:车刀的角度有哪些?一、砂轮的选择原则二、刃磨车刀的方法左手握住刀头,右手握住刀杆尾部,使刀杆水平,主切削刃朝上。使刀头处远离主切削刃的一边先接触砂轮,然后刀具沿刀杆轴线转动(从右往左看为顺时针转动),逐步使前刀面贴到砂轮的侧面,进行磨削。转动角度的大小,决定了前角刃磨的大小,磨削过程中要随时停下来,观察其磨削的角度是否正确。按主偏角大小,刀杆向左偏斜。同时磨出主偏角和主后角;(如左图)按主后角大小,刀头向上翘;主后刀面自下而上,接触砂轮。磨副后刀面,按副偏角大小,刀杆向右偏斜,刀头向上翘;同时磨出副