
一种刀具切削刃调节头、其操作及校正刀具切削刃磨损的方法.pdf

阳炎****找我

1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种刀具切削刃调节头、其操作及校正刀具切削刃磨损的方法.pdf
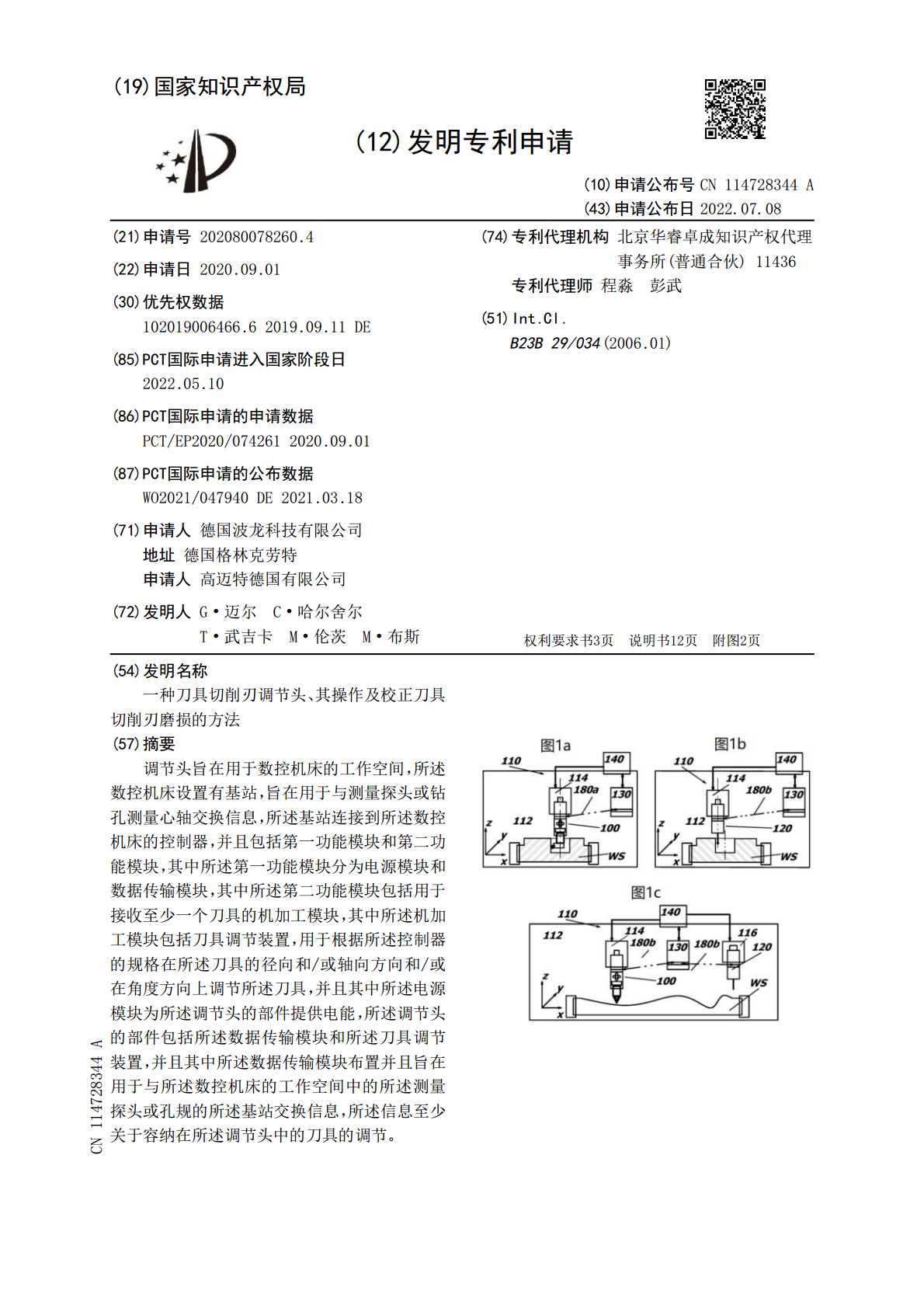
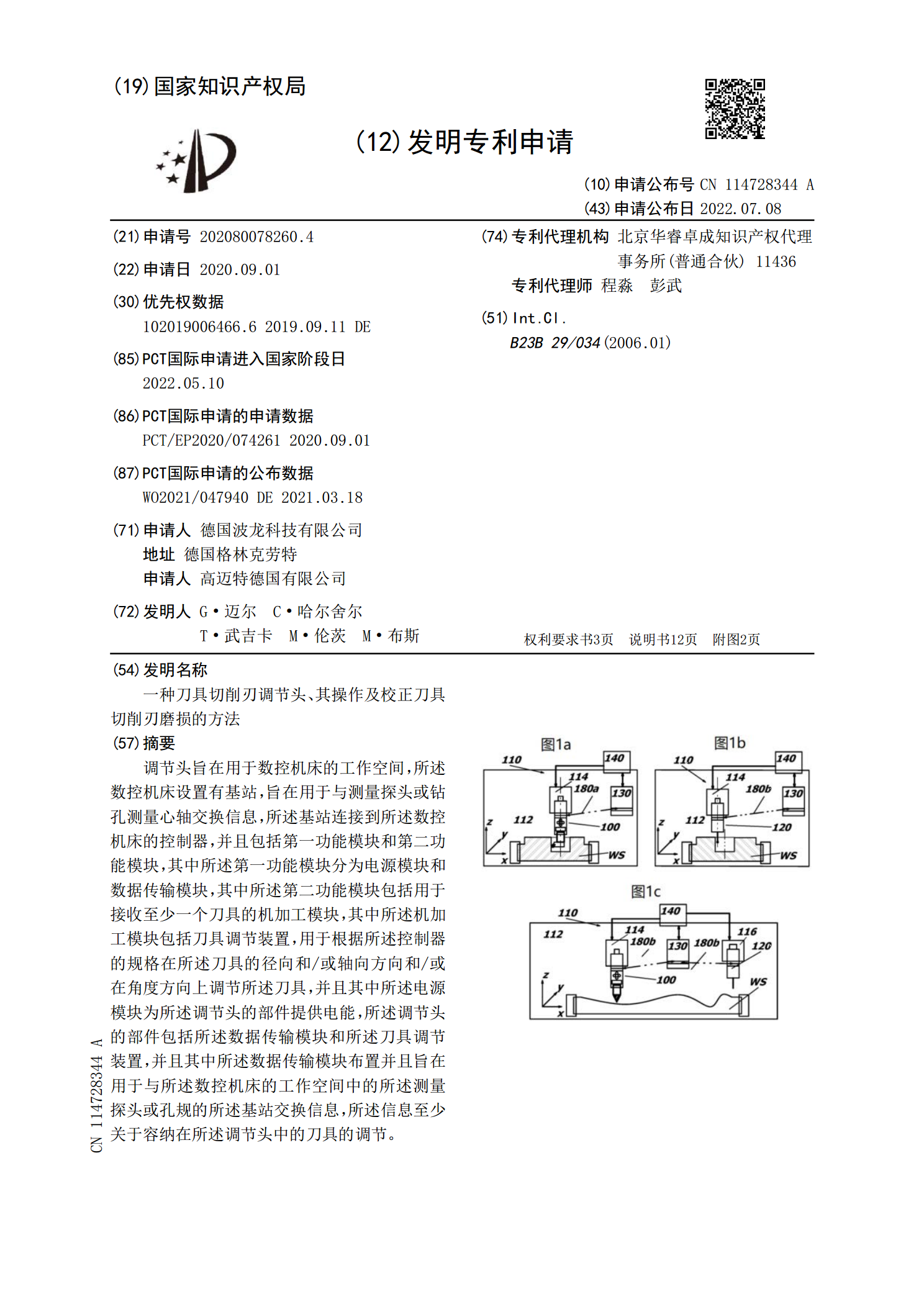
调节头旨在用于数控机床的工作空间,所述数控机床设置有基站,旨在用于与测量探头或钻孔测量心轴交换信息,所述基站连接到所述数控机床的控制器,并且包括第一功能模块和第二功能模块,其中所述第一功能模块分为电源模块和数据传输模块,其中所述第二功能模块包括用于接收至少一个刀具的机加工模块,其中所述机加工模块包括刀具调节装置,用于根据所述控制器的规格在所述刀具的径向和/或轴向方向和/或在角度方向上调节所述刀具,并且其中所述电源模块为所述调节头的部件提供电能,所述调节头的部件包括所述数据传输模块和所述刀具调节装置,并且其

改进的切削刃尖以及采用其的旋转切削刀具.pdf
一种用于对工件进行孔切削操作的旋转切削刀具(30)包括一个第一端(32),该第一端被构造为用于接合该工件并在该工件上进行切削操作。该第一端(32)是由一个切削轮廓限定的。该切削刀具(30)还包括:一个相反的第二端(34),该第二端被构造为安装在一台机床中;一条在第一与第二端(32,34)之间延伸的中央纵向轴线(36);以及一个总体上圆柱形的本体(42),该本体围绕中央纵向轴线(36)而置于第一端(32)与该相反的第二端(34)之间。该切削轮廓包括:一个第一部分(46),该第一部分邻近中央纵向轴线(36)并
一种刀具切削刃的切削角检测装置.pdf
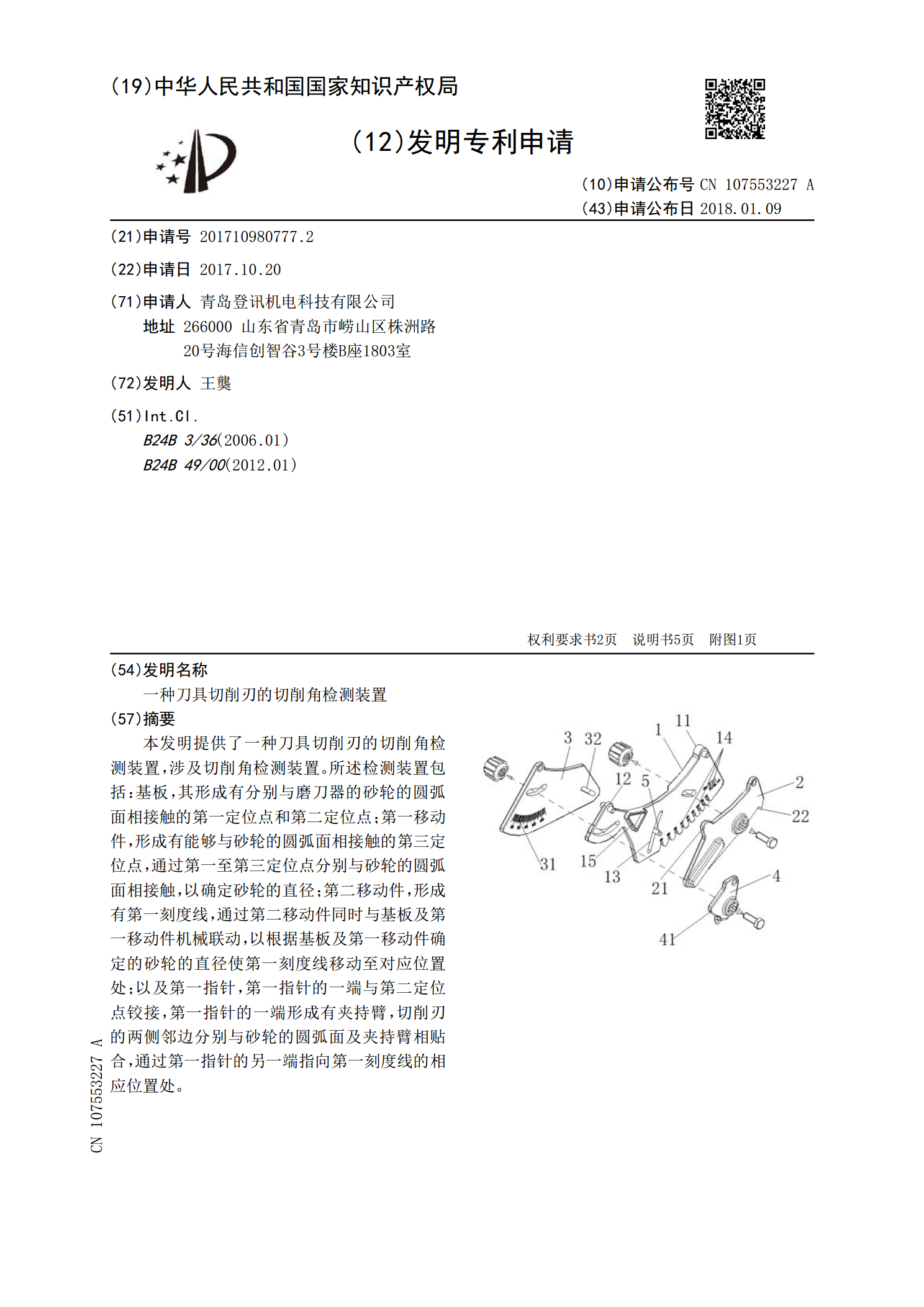
本发明提供了一种刀具切削刃的切削角检测装置,涉及切削角检测装置。所述检测装置包括:基板,其形成有分别与磨刀器的砂轮的圆弧面相接触的第一定位点和第二定位点;第一移动件,形成有能够与砂轮的圆弧面相接触的第三定位点,通过第一至第三定位点分别与砂轮的圆弧面相接触,以确定砂轮的直径;第二移动件,形成有第一刻度线,通过第二移动件同时与基板及第一移动件机械联动,以根据基板及第一移动件确定的砂轮的直径使第一刻度线移动至对应位置处;以及第一指针,第一指针的一端与第二定位点铰接,第一指针的一端形成有夹持臂,切削刃的两侧邻边分

轴类切削刀具刃磨机.pdf
本发明的轴类切削刀具刃磨机,包括一座盘,连接在座盘上、由平移拖台、立式可倾拖板、电机、砂轮、构成的磨削总成,由偏心轴颈旋转拖板组合、刀具装夹头、对刀器构成的刀具进给总成组成,并构成平移拖台上的立式可倾拖板上电机带动砂轮运转、并形成砂轮随可倾拖板的倾摆最大90°内角度的前后平行移动和上下高度调节、配合刀具进给总成的轴颈偏转拖板以其上的垂立转轴连接座盘上轴通孔为圆心、以座盘上相对的90°角弧形轨迹凸出层为转动行程、由蜗杆传动轴颈偏转拖板巡回移动对轴类切削刀具进行刃磨;本发明的轴类切削刀具刃磨机小型设计,操作简

数控刀具切削刃制备技术的探讨.docx
数控刀具切削刃制备技术的探讨数控刀具切削刃制备技术的探讨摘要:数控刀具作为现代加工工业中不可或缺的工具,其切削刃的制备技术也日益重要。本文探讨了数控刀具切削刃的制备技术,包括材料选择、刃形设计、加工工艺等方面。通过研究和实践,为提高数控刀具的切削效率和寿命提供了一定的思路和方法。关键词:数控刀具、切削刃、制备技术1.引言数控刀具是一种使用电脑控制系统进行自动化操作的切削工具,广泛应用于机床加工和制造业领域。刀具的切削刃质量直接影响加工效率和加工质量。因此,研究数控刀具切削刃制备技术对于提升加工效率和降低成