
注塑模具生产热流道修补流道的压力差异的方法.docx

ys****39


1/1
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

注塑模具生产热流道修补流道的压力差异的方法.docx
5HINTSTOREMEDYAPOORGATEFINISH用于修补浇口差的5点提示Changethetiptemperaturewithout50-100℃tofindbestfinish.Also,iftheGateBushisfoundtohavebeencooledtoomuchwarmitup.WhenraisingtheTiptemperature,becarefulnottocauseburningoftheresin.升高或降低50-100℃温度去找出最适宜浇口温度,如果太冷加热它,若温度太

一种流道板式半热流道注塑设备及方法.pdf
本发明涉及热流道注塑技术领域,公开了一种流道板式半热流道注塑设备,包括内设有流道的热流道板,设于热流道板底部的定模板,以及在热流道板顶部设有浇口套,热流道板内部嵌有半热嘴,半热嘴的端部贯穿热流道板底部,且在定模板上设有与半热嘴对应设置的注塑凹槽,半热嘴通过流道与浇口套连通;定模板的四个角设有支撑柱,支撑柱与热流道板上的凹槽对应设置,且在定模板上设有注塑腔,注塑腔底部设有能螺旋向上的托盘,且注塑腔通过横向的流道与注塑凹槽连通;注塑凹槽底部设有脱模针。本发明首次将热流道技术应用在PVC管道上,去除了大部分料杆

热流道模具之针阀式流道.doc
内容摘要:弹簧针阀式喷嘴不需要液压或气压的外部驱动装置,而是利用注塑压力和弹簧的弹力来实现喷嘴口的自动开关,其动作的可靠性是建立在针阀与分流梭的高精度配合基础之上。因此,它不仅具有高精度、高可靠性的优点,而且在模具上装卸起来简单便捷。热流道浇注系统即无流道浇注系统是指制品脱模后只有制品本身而无浇注系统凝固料,弹簧针阀式喷嘴不需要液压或气压的外部驱动装置,而是利用注塑压力和弹簧的弹力来实现喷嘴口的自动开关,其动作的可靠性是建立在针阀与分流梭的高精度配合基础之上。因此,它不仅具有高精度、高可靠性的优点,而且在

用于热流道模具的内嵌流道镶件机构.pdf
本发明属于模具技术领域,尤其涉及一种用于热流道模具的内嵌流道镶件机构。本发明,包括注塑主板,所述的注塑主板底部设有导流固定框板,所述的导流固定框板内设有内嵌导流镶块组件,所述的注塑主板内设有热流道阀针,所述的热流道阀针与内嵌导流镶块组件的位置相对应。本发明的熔融物料通过内嵌导流镶块组件进行导流,内嵌导流镶块组件可改变物料导流的流畅度,避免在导流过程中,物料发生过久停留,且大大减少物料的残留,再通过分流注塑件进行分流注塑,横移式气缸连接部与热流道阀针相卡接配合,上部缸体可以拆卸后左右移动,将热流道阀针移出来
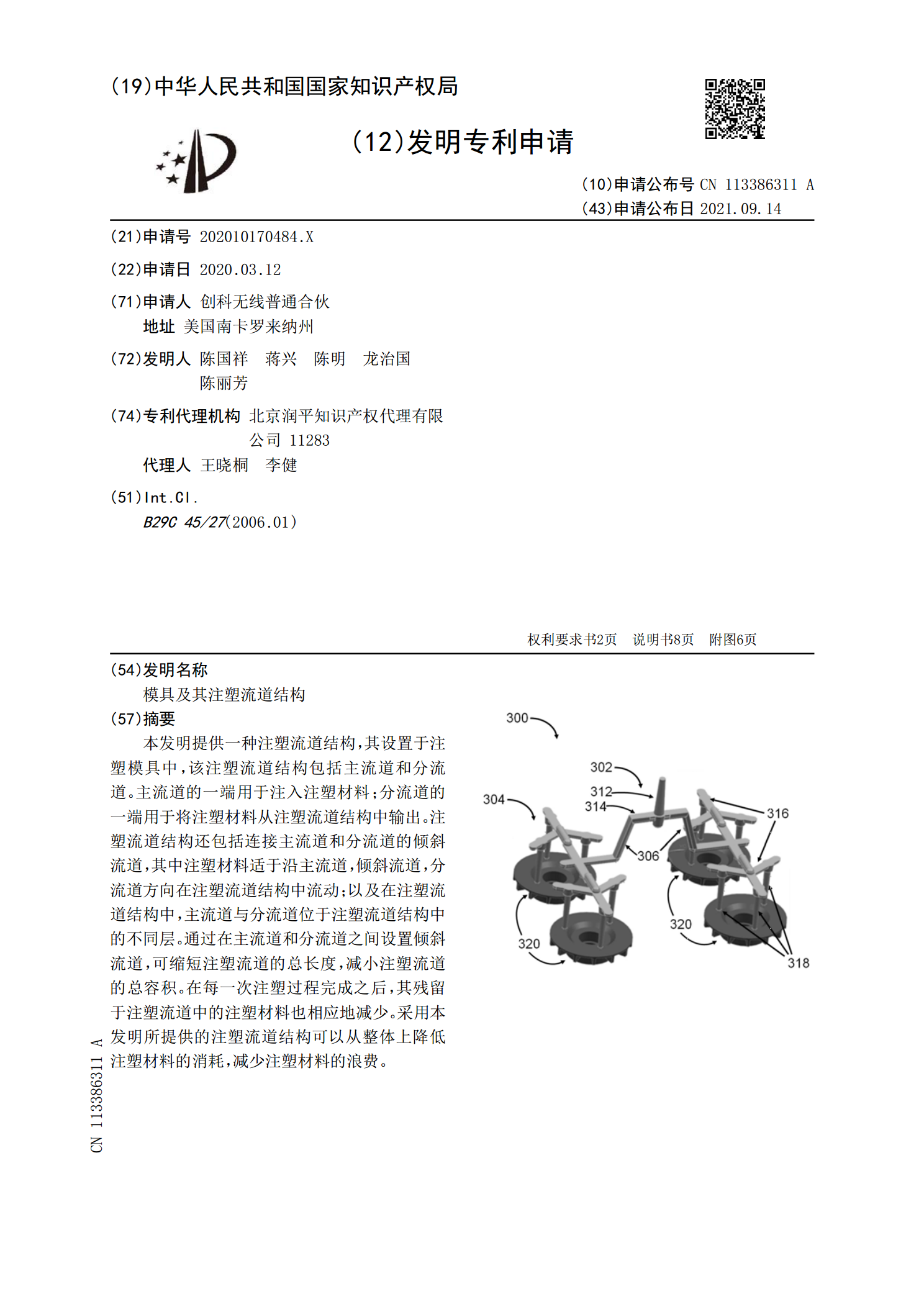
模具及其注塑流道结构.pdf
本发明提供一种注塑流道结构,其设置于注塑模具中,该注塑流道结构包括主流道和分流道。主流道的一端用于注入注塑材料;分流道的一端用于将注塑材料从注塑流道结构中输出。注塑流道结构还包括连接主流道和分流道的倾斜流道,其中注塑材料适于沿主流道,倾斜流道,分流道方向在注塑流道结构中流动;以及在注塑流道结构中,主流道与分流道位于注塑流道结构中的不同层。通过在主流道和分流道之间设置倾斜流道,可缩短注塑流道的总长度,减小注塑流道的总容积。在每一次注塑过程完成之后,其残留于注塑流道中的注塑材料也相应地减少。采用本发明所提供的