
钢管管道接口连接施工检验批质量验收记录表.pdf

文库****品店


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钢管管道接口连接施工检验批质量验收记录表.pdf
G2-156钢管管道接口连接施工检验批质量验收记录表GB50268-2008工程名称施工单位单位工程名称分部工程名称分项工程名称验收部位项目经理技术负责人张三检验日期验收执行标准名称及编号《给水排水管道工程施工与验收规范》(GB50268-2008)质量要求或检查项目检查结果允许偏差(mm)管片及管符合GB50268-20081件、焊接材第5.3.2的规定料等的质量符合GB50268-20082焊缝坡口第5.3.7条规定焊口错边符合GB50268-2008第主3焊口错口控5.3.8条的规定,焊项口无十字型

钢管管道接口连接施工检验批质量验收记录表.pdf
钢管管道接口连接施工检验批质量验收记录表--G2-156钢管管道接口连接施工检验批质量验收记录表GB50268-2008工程名称施工单位单位工程名称分部工程名称分项工程名称验收部位项目经理技术负责人张三检验日期验收执行标准名称及编号《给水排水管道工程施工与验收规范》(GB50268-2008)质量要求或检查项目检查结果允许偏差(mm)管片及管符合GB50268-20081件、焊接材第5.3.2的规定料等的质量符合GB50268-20082焊缝坡口第5.3.7条规定焊口错边符合GB50268-2008第主3

钢管管道接口连接施工检验批质量验收记录表.doc
G2-5钢管管道接口连接施工检验批质量验收记录表GB50268-2008工程名称施工单位单位工程名称分部工程名称分项工程名称验收部位工程数量项目经理技术负责人制表人施工负责人质量检验员交方班组接方班组检验日期检查项目质量要求或允许偏差(mm)检查结果主控项目1管片及管件、焊接材料等的质量符合GB50268-2008第5.3.2的规定2焊缝坡口符合GB50268-2008第5.3.7条规定3焊口错口焊口错边符合GB50268-2008第5.3.8条的规定,焊口无十字型焊缝4焊口焊接质量符合GB50268-2
3305钢管接口连接检验批质量验收记录.xls
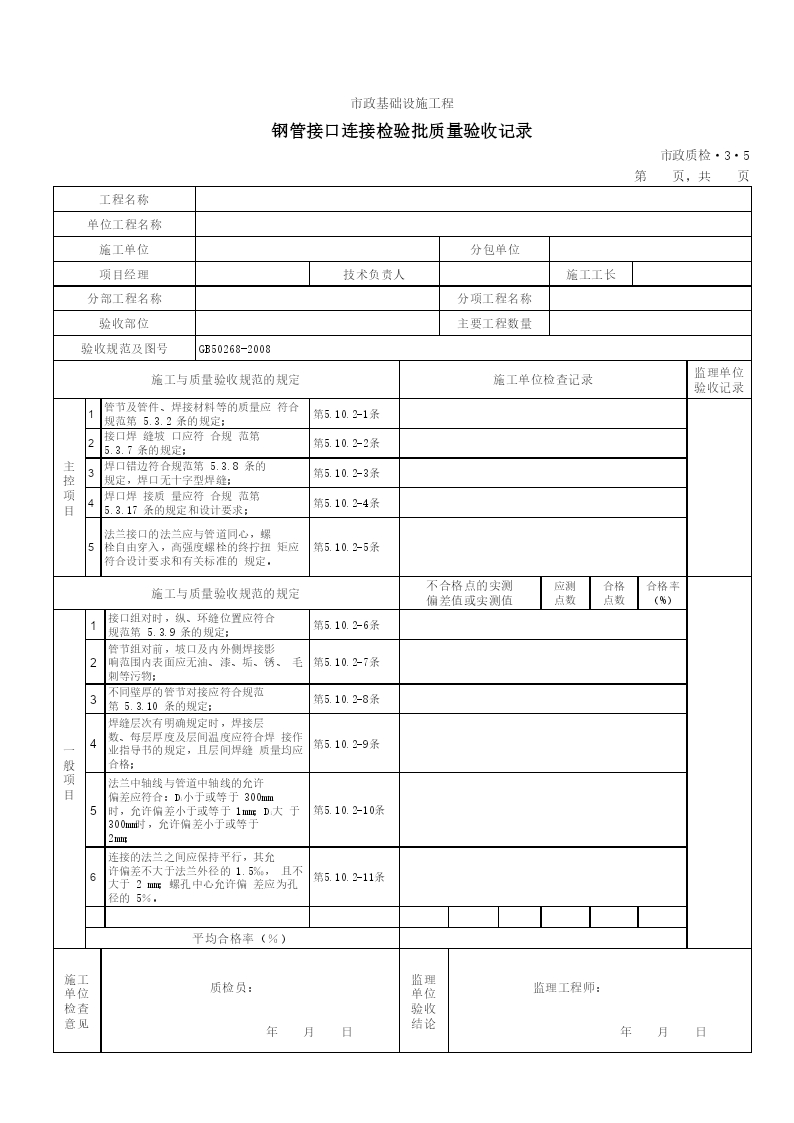
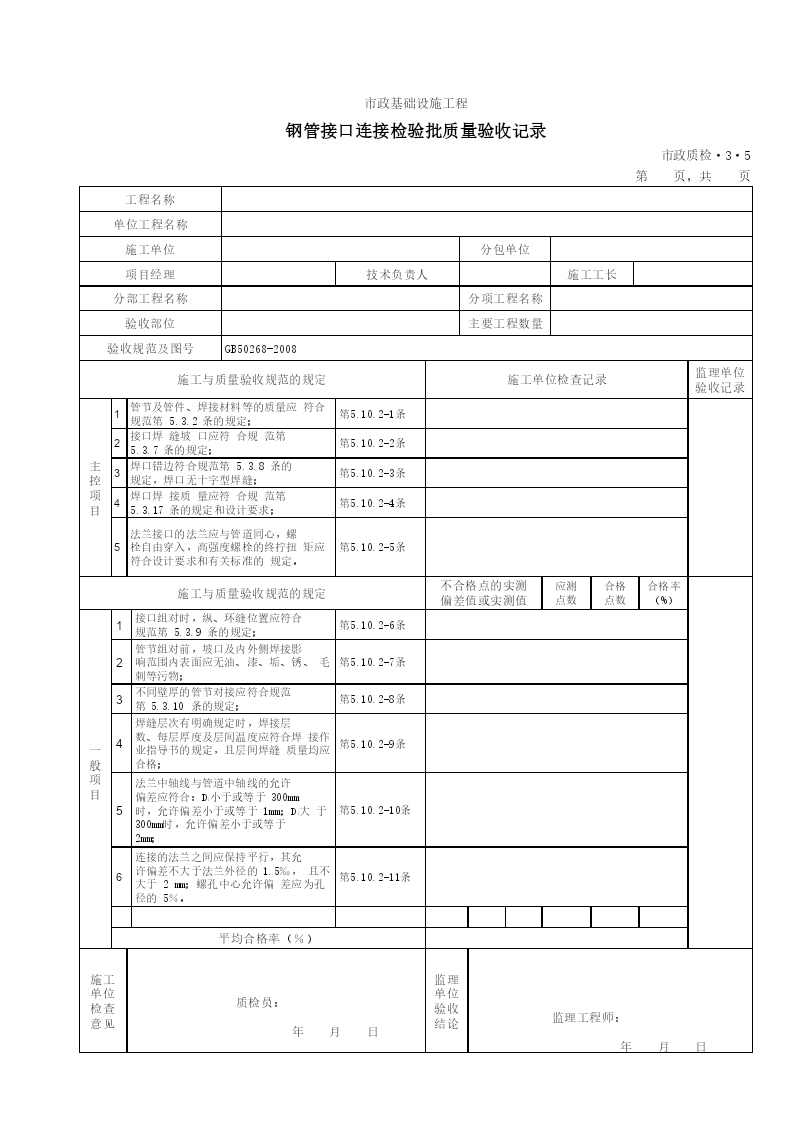
市政基础设施工程钢管接口连接检验批质量验收记录市政质检·3·5第页,共页工程名称单位工程名称施工单位分包单位项目经理技术负责人施工工长分部工程名称分项工程名称验收部位主要工程数量验收规范及图号GB50268-2008施工与质量验收规范的规定施工单位检查记录主控项目1管节及管件、焊接材料等的质量应符合规范第5.3.2条的规定;第5.10.2-1条2接口焊缝坡口应符合规范第5.3.7条的规定;第5.10.2-2条3焊口错边符合规范第5.3.8条的规定,焊口无十字型焊缝;第5.10.2-3条4焊口焊接质量应符合
4钢管接口连接检验批质量验收记录.xls
市政基础设施工程钢管接口连接检验批质量验收记录市政质检·3·5第页,共页工程名称单位工程名称施工单位分包单位项目经理技术负责人施工工长分部工程名称分项工程名称验收部位主要工程数量验收规范及图号GB50268-2008施工与质量验收规范的规定施工单位检查记录主控项目1管节及管件、焊接材料等的质量应符合规范第5.3.2条的规定;第5.10.2-1条2接口焊缝坡口应符合规范第5.3.7条的规定;第5.10.2-2条3焊口错边符合规范第5.3.8条的规定,焊口无十字型焊缝;第5.10.2-3条4焊口焊接质量应符合