
一种电铸镍零件成形方法和装置.pdf

曾琪****是我

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种电铸镍零件成形方法和装置.pdf
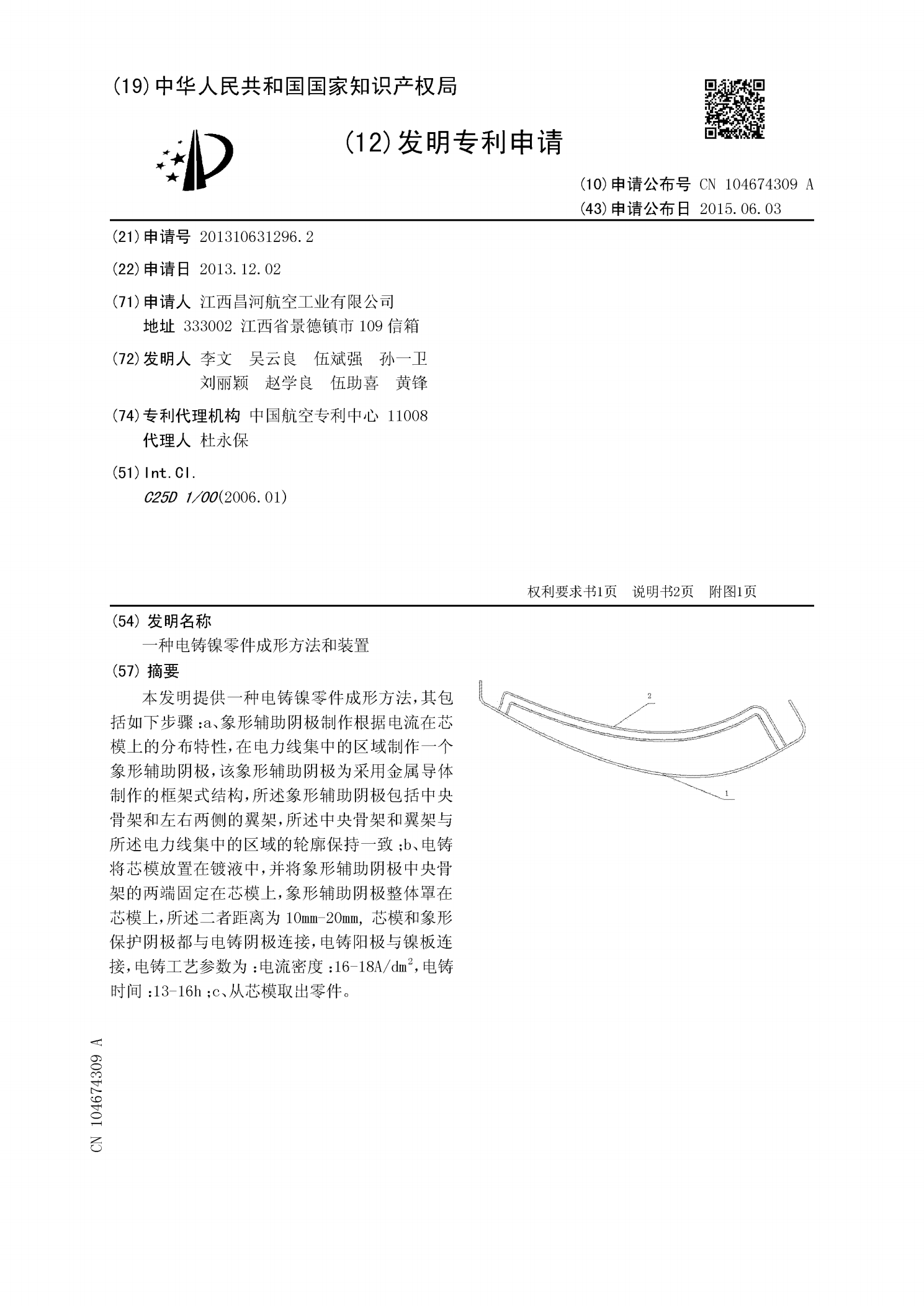
本发明提供一种电铸镍零件成形方法,其包括如下步骤:a、象形辅助阴极制作根据电流在芯模上的分布特性,在电力线集中的区域制作一个象形辅助阴极,该象形辅助阴极为采用金属导体制作的框架式结构,所述象形辅助阴极包括中央骨架和左右两侧的翼架,所述中央骨架和翼架与所述电力线集中的区域的轮廓保持一致;b、电铸将芯模放置在镀液中,并将象形辅助阴极中央骨架的两端固定在芯模上,象形辅助阴极整体罩在芯模上,所述二者距离为10mm-20mm,芯模和象形保护阴极都与电铸阴极连接,电铸阳极与镍板连接,电铸工艺参数为:电流密度:16-1
一种金属零件的成形方法及成形装置.pdf
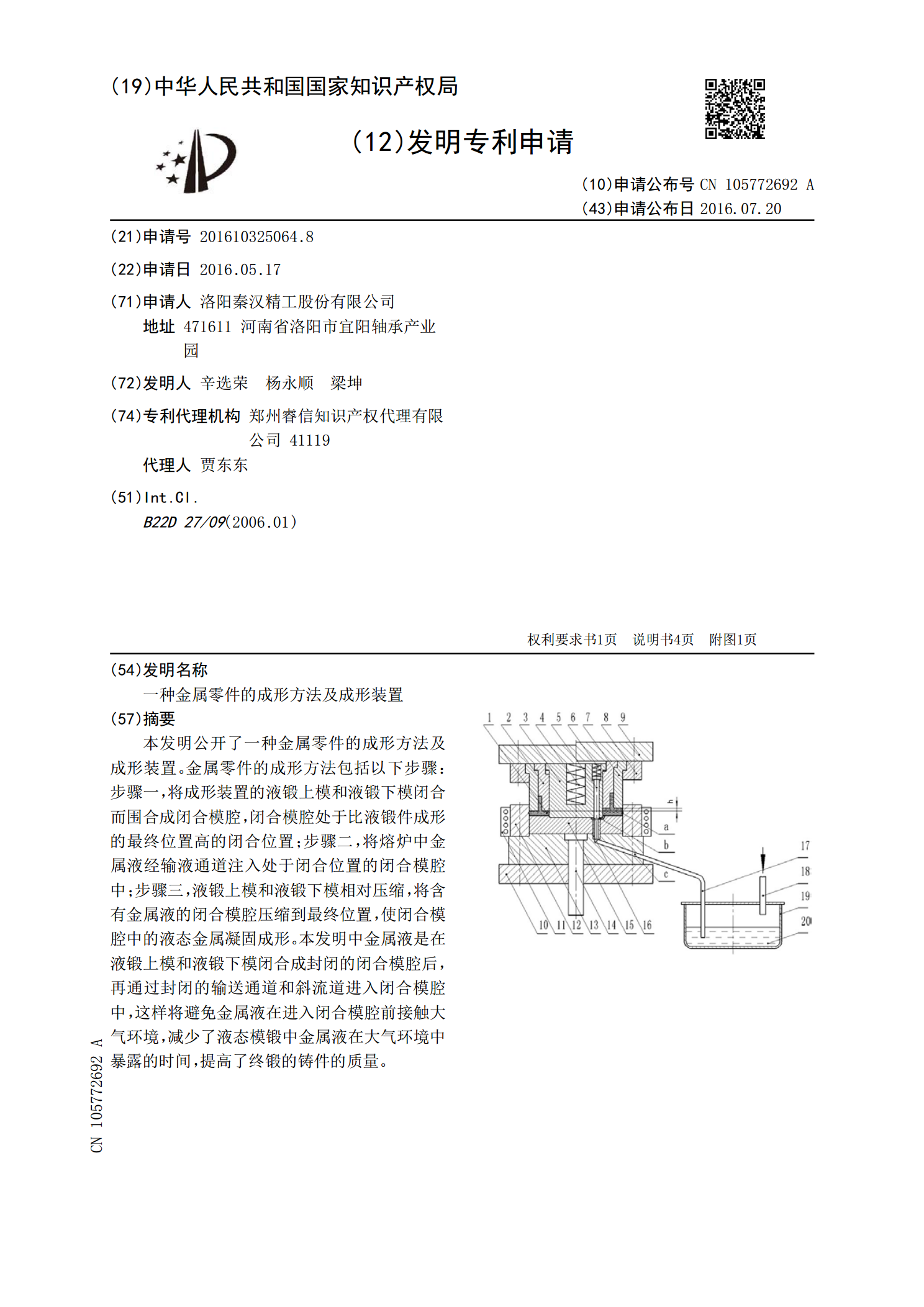
本发明公开了一种金属零件的成形方法及成形装置。金属零件的成形方法包括以下步骤:步骤一,将成形装置的液锻上模和液锻下模闭合而围合成闭合模腔,闭合模腔处于比液锻件成形的最终位置高的闭合位置;步骤二,将熔炉中金属液经输液通道注入处于闭合位置的闭合模腔中;步骤三,液锻上模和液锻下模相对压缩,将含有金属液的闭合模腔压缩到最终位置,使闭合模腔中的液态金属凝固成形。本发明中金属液是在液锻上模和液锻下模闭合成封闭的闭合模腔后,再通过封闭的输送通道和斜流道进入闭合模腔中,这样将避免金属液在进入闭合模腔前接触大气环境,减少了
一种电铸镍成型模具及其制造方法和应用方法.pdf
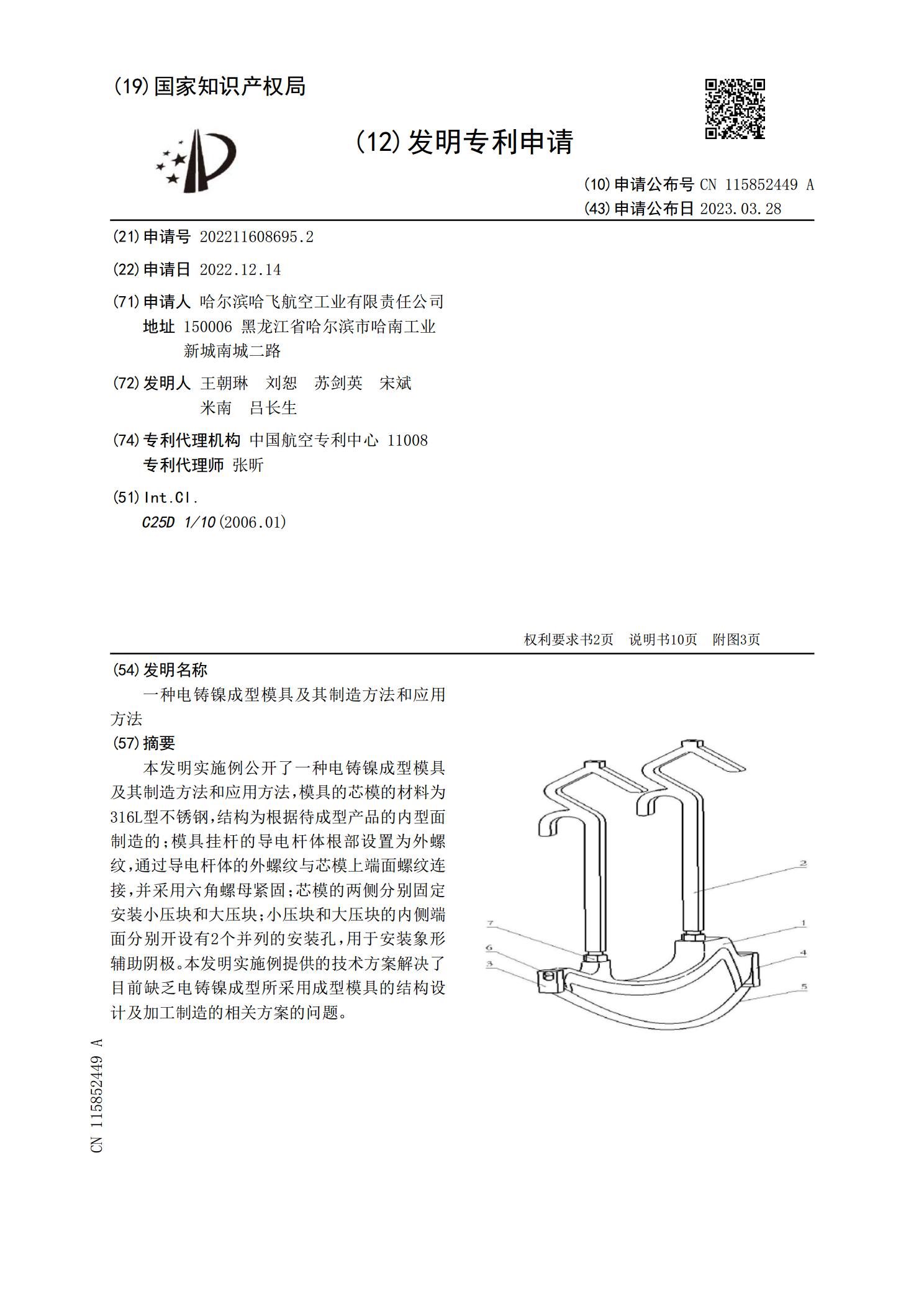
本发明实施例公开了一种电铸镍成型模具及其制造方法和应用方法,模具的芯模的材料为316L型不锈钢,结构为根据待成型产品的内型面制造的;模具挂杆的导电杆体根部设置为外螺纹,通过导电杆体的外螺纹与芯模上端面螺纹连接,并采用六角螺母紧固;芯模的两侧分别固定安装小压块和大压块;小压块和大压块的内侧端面分别开设有2个并列的安装孔,用于安装象形辅助阴极。本发明实施例提供的技术方案解决了目前缺乏电铸镍成型所采用成型模具的结构设计及加工制造的相关方案的问题。
一种大型环壳零件整体成形装置和方法.pdf
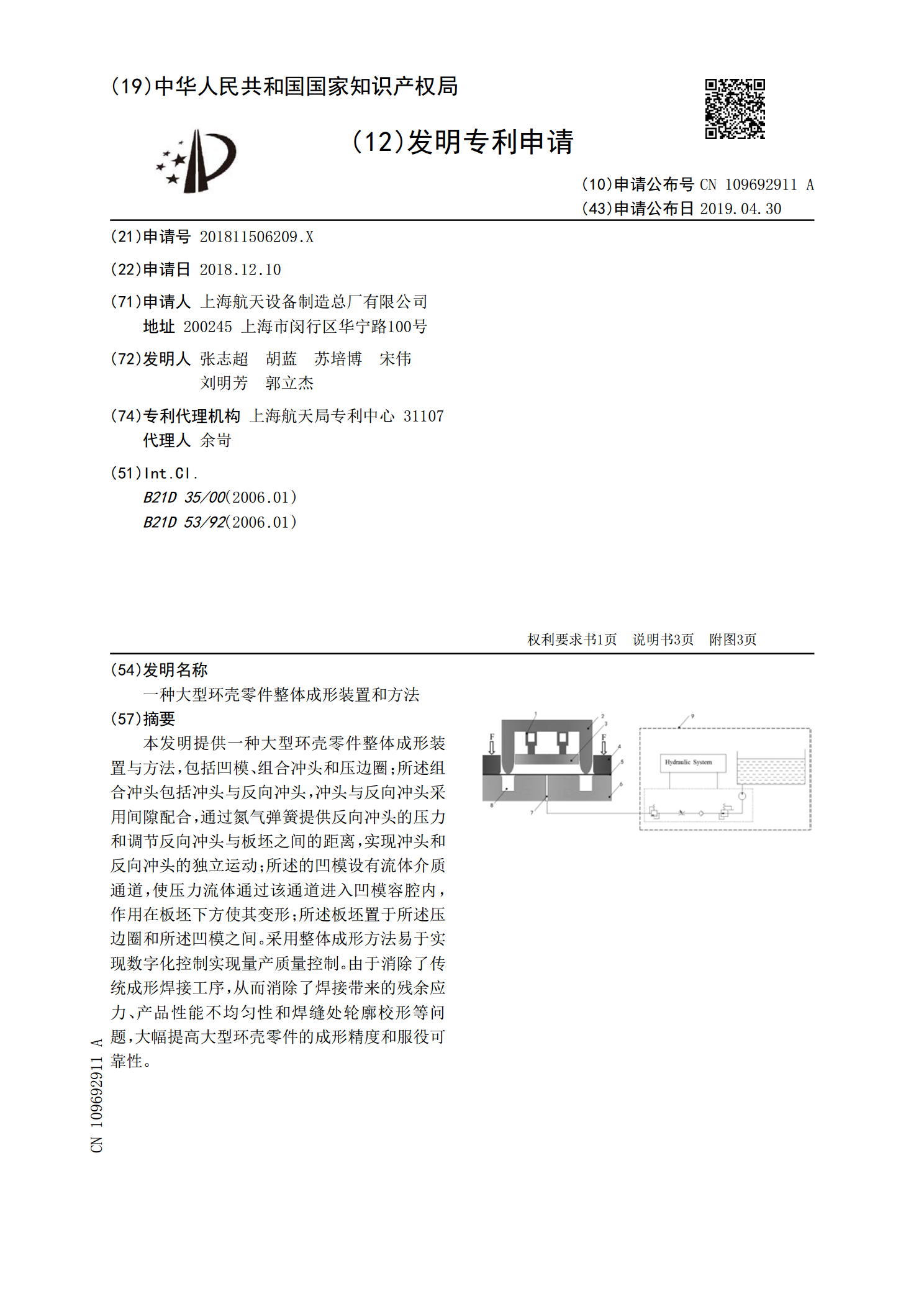
本发明提供一种大型环壳零件整体成形装置与方法,包括凹模、组合冲头和压边圈;所述组合冲头包括冲头与反向冲头,冲头与反向冲头采用间隙配合,通过氮气弹簧提供反向冲头的压力和调节反向冲头与板坯之间的距离,实现冲头和反向冲头的独立运动;所述的凹模设有流体介质通道,使压力流体通过该通道进入凹模容腔内,作用在板坯下方使其变形;所述板坯置于所述压边圈和所述凹模之间。采用整体成形方法易于实现数字化控制实现量产质量控制。由于消除了传统成形焊接工序,从而消除了焊接带来的残余应力、产品性能不均匀性和焊缝处轮廓校形等问题,大幅提高

一种开口结构零件成形方法及装置.pdf
本发明公开一种开口结构零件成形方法及装置,涉及增材制造技术领域,以解决开口结构零件成形困难,成形精度无法保证的问题。一种开口结构零件成形方法包括:获取零件的三维模型;根据三维模型确定零件的成形方向;在三维模型中对零件进行复制得到多个零件,并将多个零件沿开口方向进行排列;在三维模型中构建连接零件开口端部和其相邻零件的第一连接结构;同时在三维模型中构建连接末端零件的两个开口端部的第二连接结构,得到零件的加工模型;根据加工模型以及成形方向,对零件进行成形打印;对打印件进行处理,得到多个所述零件。本发明提供的开口