
8PU1-QC降低310规格铸坯修磨率8.ppt

qw****27

1/10
2/10

3/10

4/10

5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共32页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

8PU1-QC降低310规格铸坯修磨率8.ppt
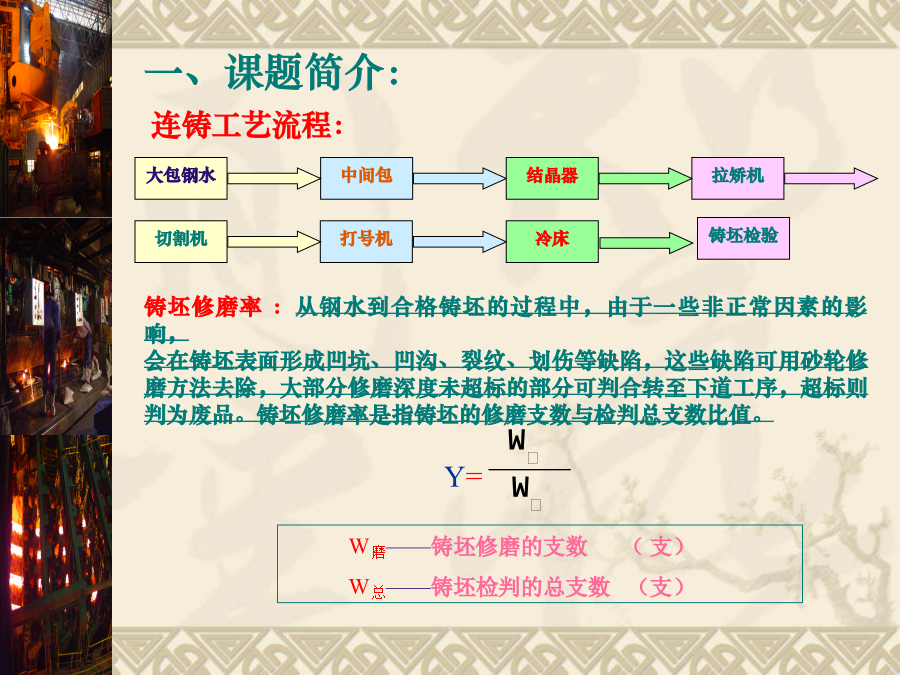
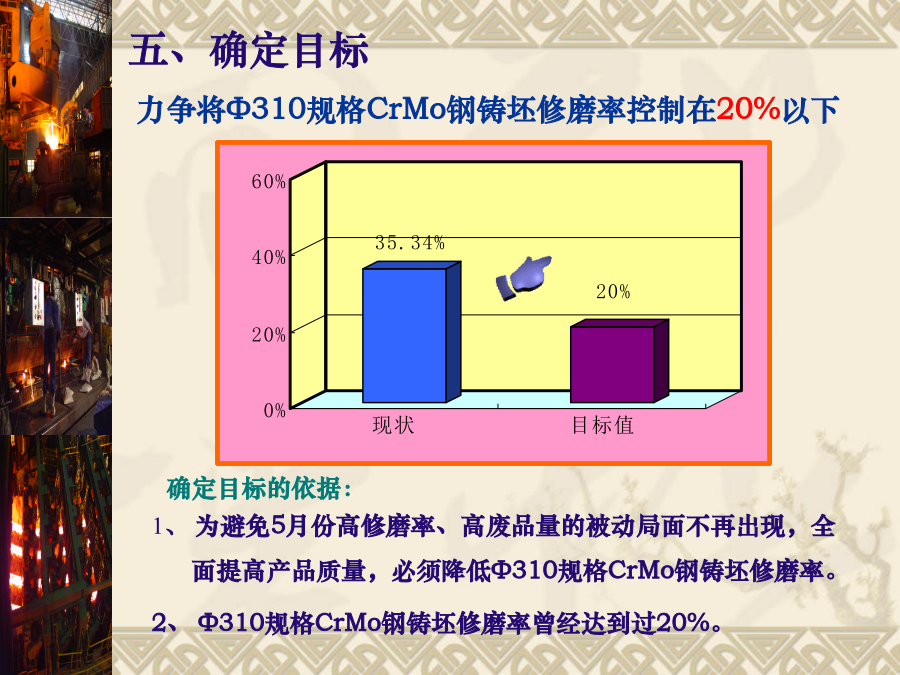
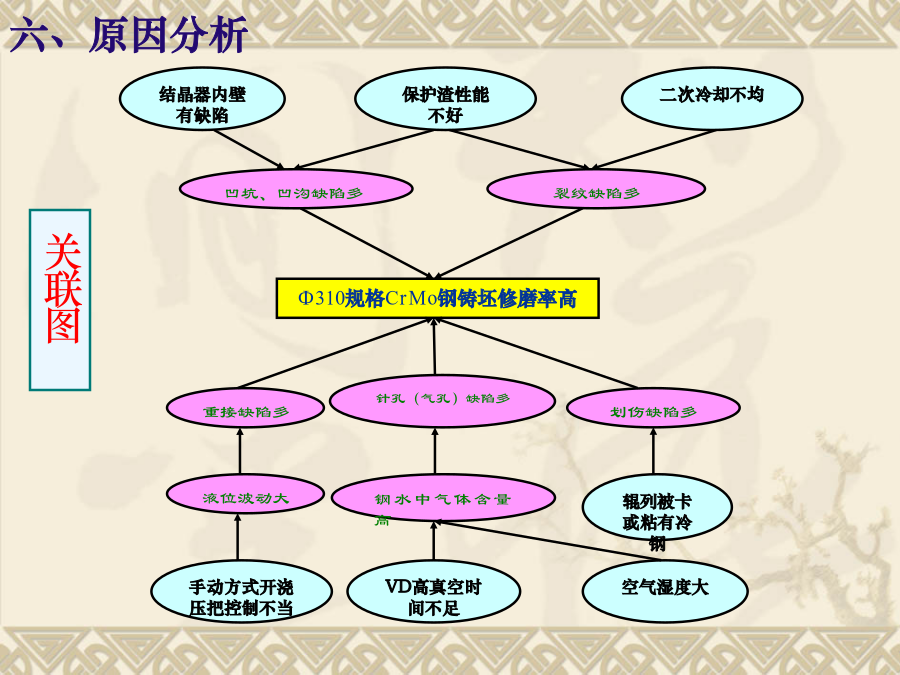
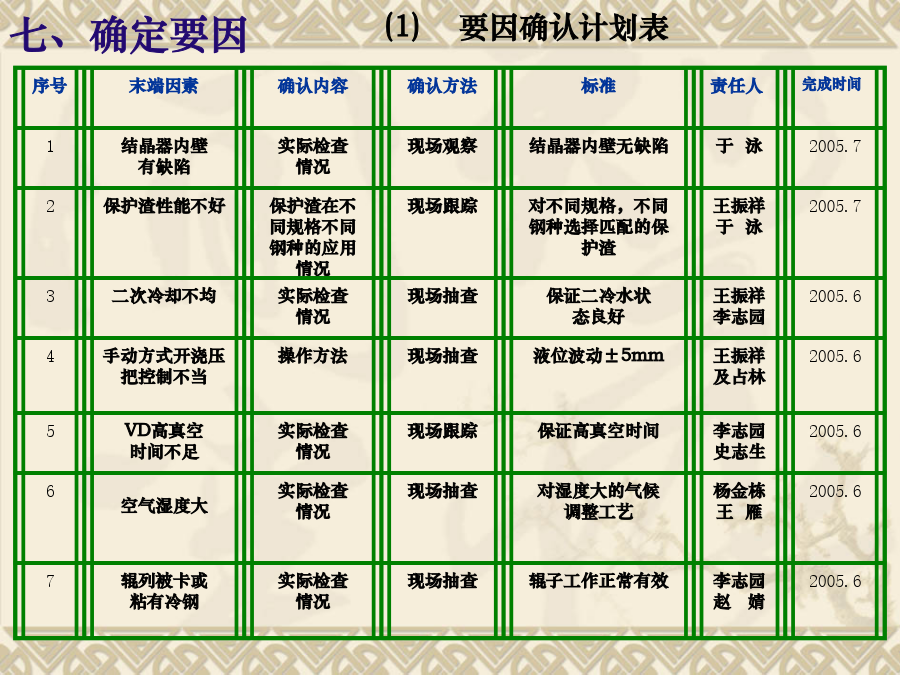
天津钢管集团有限公司炼钢厂生产技术科QC小组一、课题简介:二、小组概况小组活动计划及实施表三、选题理由四、现状调查五、确定目标六、原因分析七、确定要因七、确定要因七、确定要因七、确定要因七、确定要因(2)要因确认七、确定要因七、确定要因八、制定对策九、实施对策型号九、实施对策九、实施对策十、攻关效果十、攻关效果经济效益十一、巩固措施十二、遗留问题及今后打算酸洗后铸坯表面凹坑样图酸洗后铸坯表面类气孔样图外折图样
QC成果提高铸坯分组修磨达标率.ppt
提高铸坯分组修磨达标率(三)小组成员情况一览表(四)本课题小组活动简况1、将本次活动的目标设定为:分组修磨达标率≥96%2、目标值设定依据3、目标值可行性分析五、原因分析6.1、要因确认计划表6.2、要因确认(1)跟踪分组修磨过程情况记录6.2、要因确认(2)跟踪给进量参数设定过程情况记录跟踪不同修磨方式电流读数情况记录测量液压缸柱套间隙记录确认过程铸坯表面振痕深度测量记录跟踪分组修磨控制方式情况记录6.2、要因确认(8)确认过程对策评价选择表对

降低铸坯夹杂物含量减少大规格角钢废品.pdf
铸坯质量·29·降低铸坯夹杂物含量减少大规格角钢废品李大忠田凤纪田萍程大海刘杰刘景元陆晓旭(唐钢股份公司第二炼钢厂)摘要通过在冶炼、连铸工序控制夹杂物的数量、形态,提高钢水纯净度,完善铸坯质量,减少大规格角钢在轧制过程中产生的开裂、黑斑废品。ReductiononincIusioncontentinbeambIankandrejectratiooflarge一sizeanglesectionLIDazhongTIANFen幻iTIANPingHENCGDahaiLIUJieIJUJin群uanLUXiao

一种不锈钢铸坯表面修磨的方法.pdf
本发明涉及一种不锈钢铸坯表面修磨的方法,它为下述依次的步骤:I将不锈钢铸坯放在修磨台车上,开进修磨位,设定磨头电动机功率、台车速度、修磨角度、砂轮线速度、砂轮压力、砂轮横移进给量和修磨率,其中修磨角度为70-85°;II启动修磨台车,先对铸坯上表面进行修磨;上表面修磨后,将铸坯吊运到翻坯机上翻坯,已修磨面向下,未修磨面翻到上,再将铸坯吊回修磨台车上,对铸坯另一面按步骤I设定参数进行修磨。不锈钢铸坯表面修磨的方法可兼顾修磨角度为45°和90°两种修磨方法的优点,与现行修磨角度为45°的修磨方法相比,具有相同

管坯修磨与铣坯机的改造.docx
管坯修磨与铣坯机的改造管坯修磨与铣坯机的改造摘要:随着现代制造业的发展,管坯的修磨和铣削工艺也在不断改进。本文将探讨管坯修磨与铣坯机的改造和优化,以提高生产效率和产品质量。首先介绍管坯修磨和铣削的基本原理和工艺流程,然后分析现有机器的不足之处,并提出改造方案。最后,对改造后的机器进行测试和评估,探索其在实际生产中的应用价值和潜在问题。关键词:管坯修磨、铣削、改造、优化、生产效率、产品质量1.引言管坯修磨和铣削是制造业中常见的工艺,其目的是通过去除杂质和不良表面特征,以及形变和改善材料的结构,从而改善产品的