
负压消失的浇注工艺设计.docx

as****16


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

负压消失的浇注工艺设计.docx
原料磨是氧化铝生产的大型设备,主要承担矿浆制备任务,原料磨仓内装φ80~100mm钢球,磨体内衬直径φ2600mm,衬板材质为高锰钢,重67~75kg。衬板表面要求平整光滑,局部凸起≤2mm,铸造尺寸公差±2mm。要求内部质量致密,无影响强度的铸造缺陷。我单位在用普通砂型铸造原料磨衬板的同时,还利用消失模负压铸造生产该铸件。消失模负压铸造大大提高了该铸件表面光洁度、规整度和尺寸精度,内部组织致密,完全达到铸件装配和使用的质量要求。负压消失模铸造锰钢衬板的工艺设计与以往有很大不同,下面就原料磨衬板浇注系统的

利用负压消失模工艺生产机架铸件.docx
利用负压消失模工艺生产机架铸件负压消失模工艺在铸造行业中具有广泛应用,能够生产高质量的机架铸件。本文将从负压消失模工艺的原理和特点、机架铸件的设计与制造以及生产中的质量控制等方面进行详细探讨。一、负压消失模工艺原理与特点负压消失模工艺是一种高精确度铸造工艺,其原理是利用可燃模具来制造铸件。具体步骤为:首先,根据铸件的形状和尺寸,在模具中设计出空腔和冷却通道;然后,将模具与铸件进行组合,并用砂土或粘土进行填充,形成铸件的准确复制品;最后,在高温下进行烘烤,使燃烧模具燃烧殆尽。负压消失模工艺具有以下特点:1.

利用负压消失模工艺生产机架铸件.docx
利用负压消失模工艺生产机架铸件摘要:本论文基于负压消失模工艺,在机架铸造生产过程中进行应用。首先介绍了现有机架铸件的生产情况,分析了其缺陷并提出了改进思路。接着详细介绍了负压消失模工艺的基本原理和流程,对该工艺在生产中的优势进行分析。最后,通过实验验证了负压消失模工艺在机架铸件生产中的可行性和效果。关键词:负压消失模工艺,机架铸件,生产,优势,效果正文:一、现有机架铸件生产中的问题机架铸件是机械设备中常见的一种铸造铸件,广泛应用于各种设备和工具中。但是,在现有的机架铸件生产流程中,存在一些问题:1.生产效
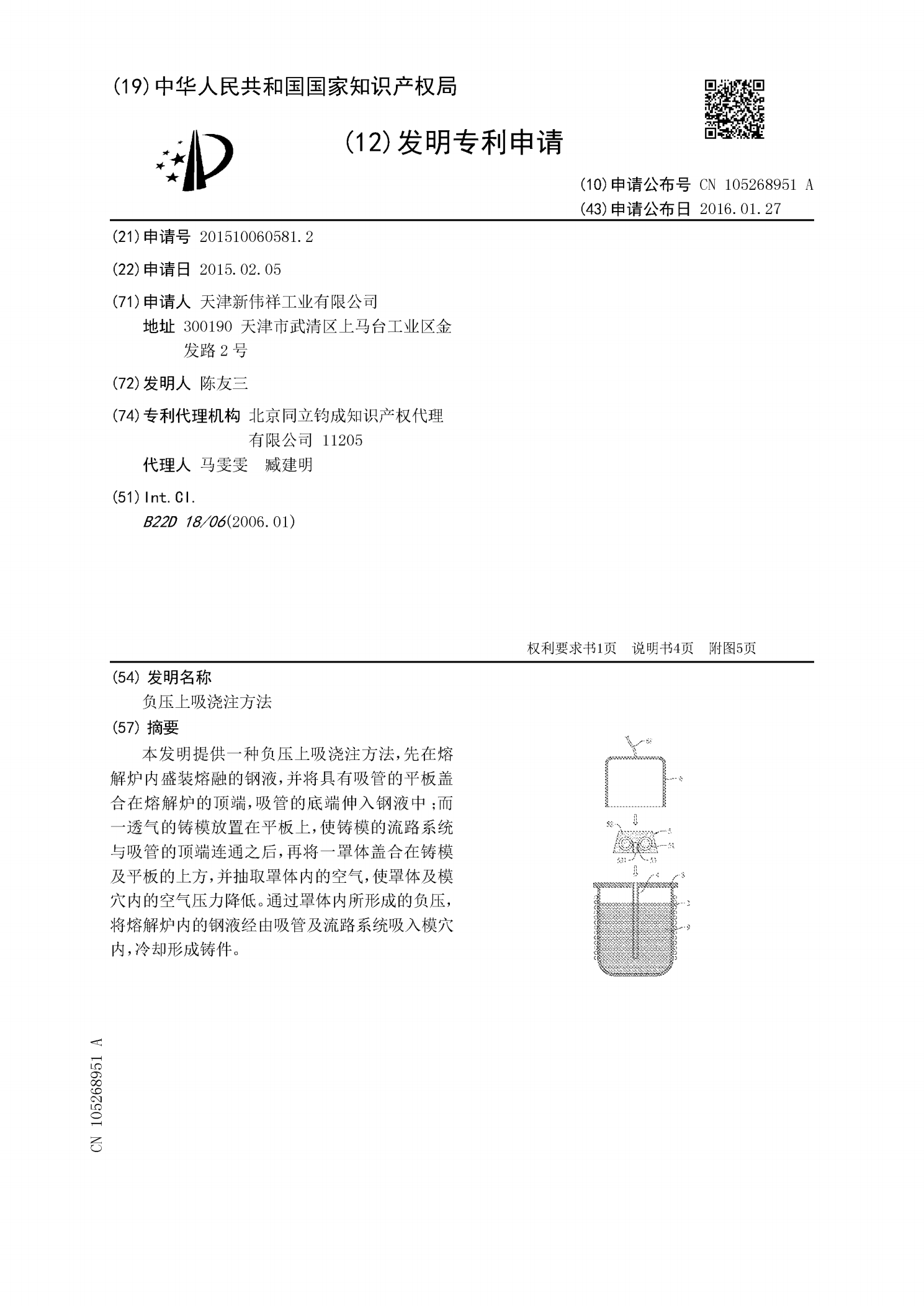
负压上吸浇注方法.pdf
本发明提供一种负压上吸浇注方法,先在熔解炉内盛装熔融的钢液,并将具有吸管的平板盖合在熔解炉的顶端,吸管的底端伸入钢液中;而一透气的铸模放置在平板上,使铸模的流路系统与吸管的顶端连通之后,再将一罩体盖合在铸模及平板的上方,并抽取罩体内的空气,使罩体及模穴内的空气压力降低。通过罩体内所形成的负压,将熔解炉内的钢液经由吸管及流路系统吸入模穴内,冷却形成铸件。
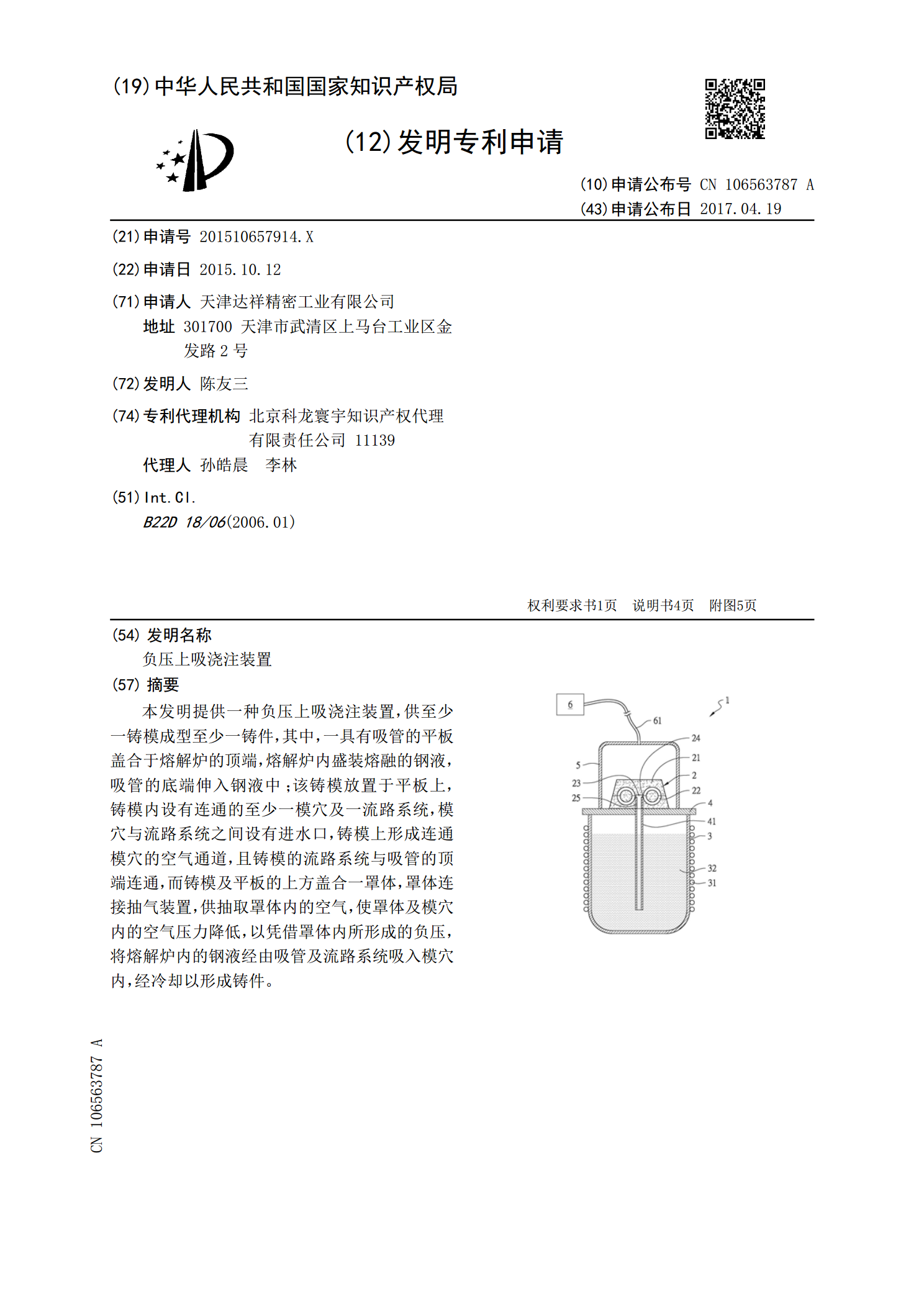
负压上吸浇注装置.pdf
本发明提供一种负压上吸浇注装置,供至少一铸模成型至少一铸件,其中,一具有吸管的平板盖合于熔解炉的顶端,熔解炉内盛装熔融的钢液,吸管的底端伸入钢液中;该铸模放置于平板上,铸模内设有连通的至少一模穴及一流路系统,模穴与流路系统之间设有进水口,铸模上形成连通模穴的空气通道,且铸模的流路系统与吸管的顶端连通,而铸模及平板的上方盖合一罩体,罩体连接抽气装置,供抽取罩体内的空气,使罩体及模穴内的空气压力降低,以凭借罩体内所形成的负压,将熔解炉内的钢液经由吸管及流路系统吸入模穴内,经冷却以形成铸件。