
第3章 弯曲工艺与弯曲模设计 36弯曲件的工艺性.pdf

qw****27

1/3
2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
第3章 弯曲工艺与弯曲模设计 36弯曲件的工艺性.pdf

31 弯曲工艺及弯曲件工艺性.ppt
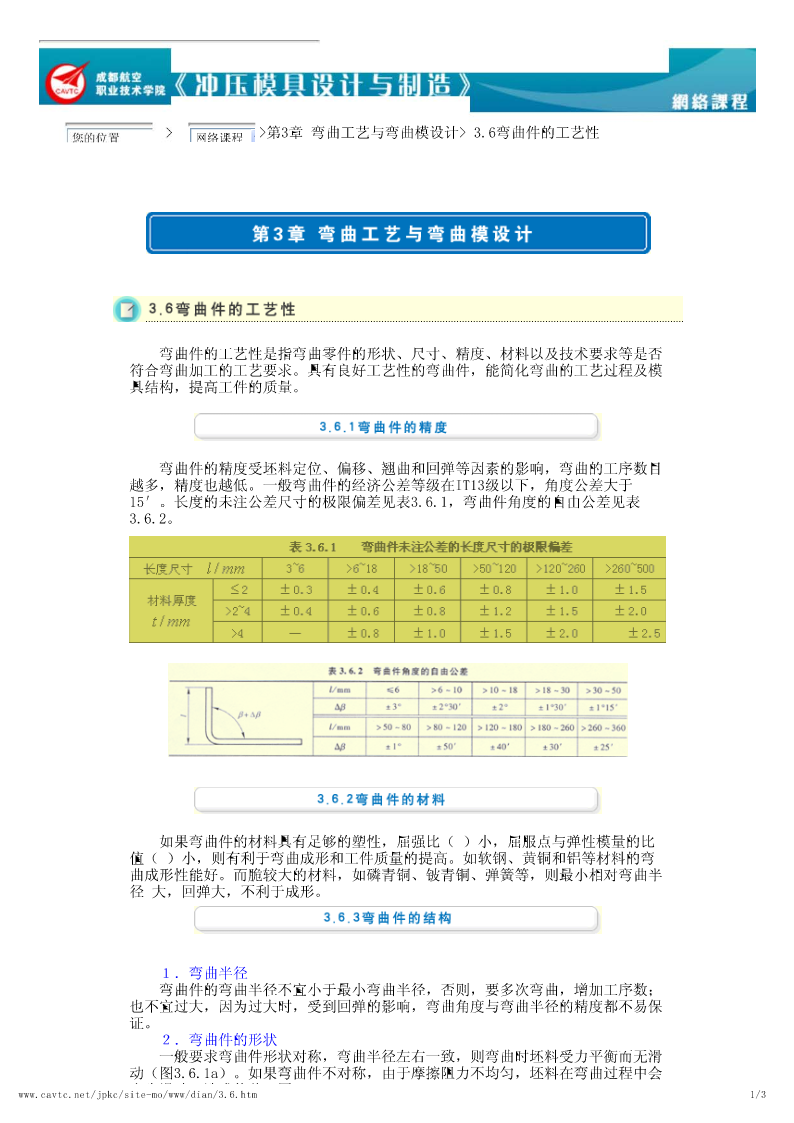
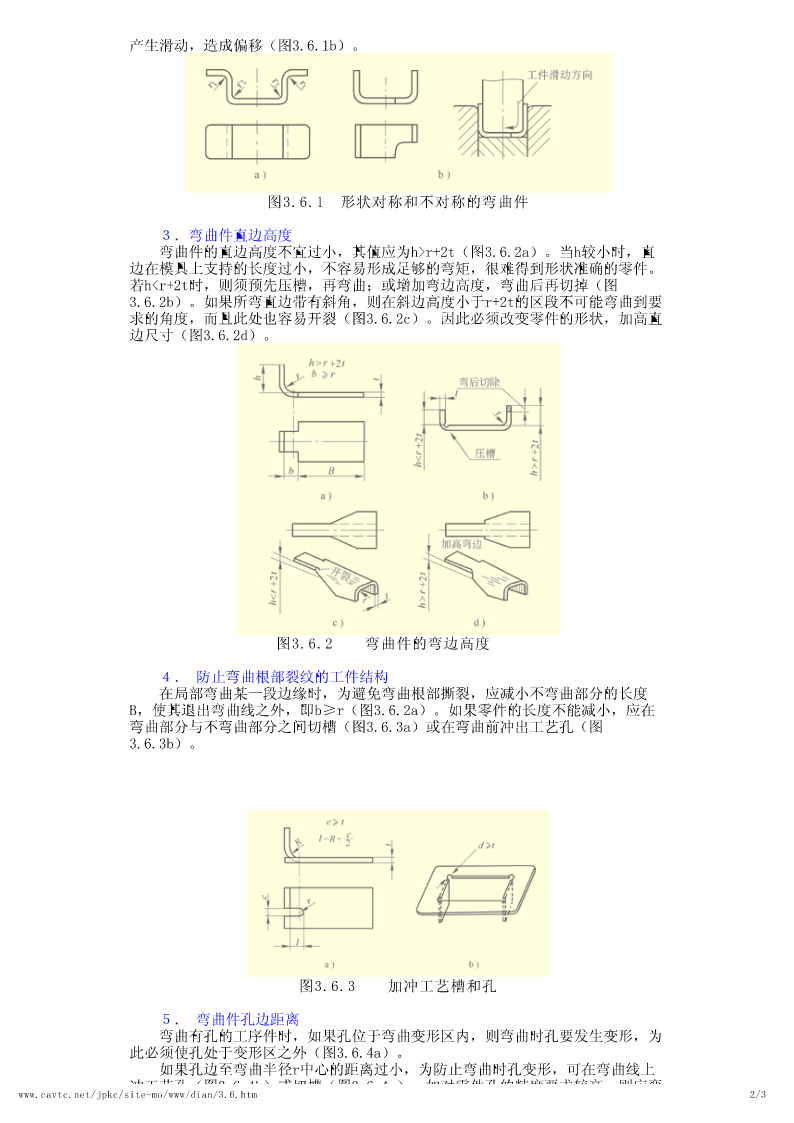
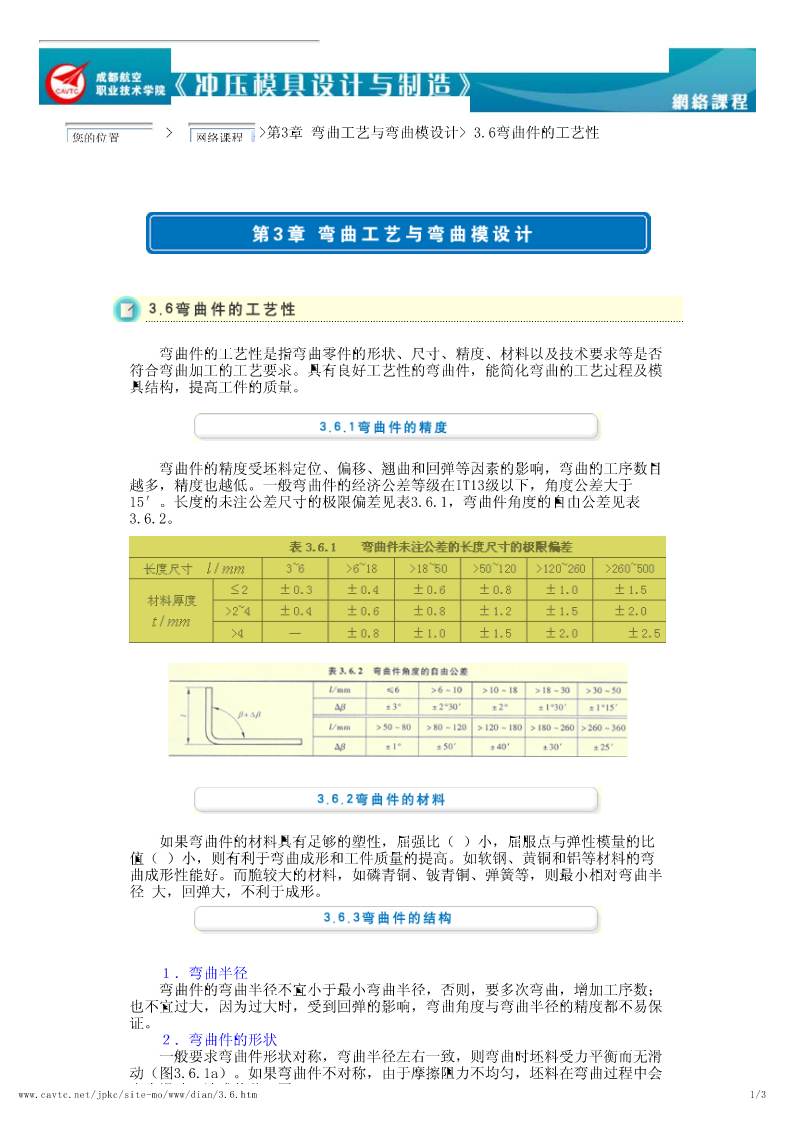
第三章弯曲工艺与弯曲模设计第三章弯曲工艺与弯曲模设计第三章弯曲工艺与弯曲模设计3.1弯曲工艺及弯曲件工艺性3.1.2弯曲变形过程3.1.2弯曲变形过程3.1.3弯曲变形特点3.1.4弯曲件的结构工艺性3.1.4弯曲件的结构工艺性3.1.4弯曲件的结构工艺性3.1.4弯曲件的结构工艺性3.1.4弯曲件的结构工艺性3.1.4弯曲件的结构工艺性3.1.4弯曲件的结构工艺性3.1.4弯曲件的结构工艺性最小弯曲半径rmin:在板料不发生破坏的条件下,所能弯成零件内表面的最小圆角半径。常用最小相对弯曲半径rmin/t

31 弯曲工艺及弯曲件工艺性.ppt
第三章弯曲工艺与弯曲模设计第三章弯曲工艺与弯曲模设计第三章弯曲工艺与弯曲模设计3.1弯曲工艺及弯曲件工艺性3.1.2弯曲变形过程3.1.2弯曲变形过程3.1.3弯曲变形特点3.1.4弯曲件的结构工艺性3.1.4弯曲件的结构工艺性3.1.4弯曲件的结构工艺性3.1.4弯曲件的结构工艺性3.1.4弯曲件的结构工艺性3.1.4弯曲件的结构工艺性3.1.4弯曲件的结构工艺性3.1.4弯曲件的结构工艺性最小弯曲半径rmin:在板料不发生破坏的条件下所能弯成零件内表面的最小圆角半

弯曲工艺与弯曲模设计.pptx
会计学23456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354

弯曲工艺与弯曲模设计.ppt
第四章弯曲工艺与弯曲模4.1弯曲工艺及弯曲件工艺性1.弯曲的开始阶段当弯曲圆角半径减小到一定值时毛坯变形区内外表面首先开始出现塑性变形并逐渐向毛坯内部扩展变形由弹性弯曲过渡到弹—塑性弯曲。弯曲分类4.1.3弯曲变形特点图4-6板料厚度方向变形情况4.1.4弯曲件的结构工艺性3.弯曲件的直边高度5.止裂孔、止裂槽6.弯曲件的尺寸标注和精度4.2.1V形件弯曲模使用斜楔的U形件弯曲模2.一次弯曲成形4.2.5圆形件弯曲模4.3弯曲件的质量分析图4-27有