
过轮轴开式冷挤压工艺与模具设计.pdf

as****16

1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
过轮轴开式冷挤压工艺与模具设计.pdf
《模具工业》年第卷第期!"#$$%&&&过轮轴开式冷挤压工艺与模具设计冯文杰,陈莹莹,廖仕利(重庆工学院汽车学院8重庆($$$2$)摘要:通过对($$))摩托车发动机过轮轴冷挤压工艺性分析,确定了冷挤压工艺方案,阐述了模具型腔主要参数对过轮轴冷挤压成形的影响,介绍了硬质合金模芯镶块剖分式组合凹模结构,该结构可显著提高模具使用寿命,为其他类似零件冷挤压模具设计提供借鉴。关键词:花键轴;开式冷挤压;模具设计中图分类号:7H&%23(’文献标识码:I文章编号:’$$’4#’/5:#$$%;$&4$$2$4$&!
柱塞冷挤压工艺及模具设计.pdf
第31卷第09期煤矿机械Vol.31No.092010年09月CoalMineMachinerySep.2010柱塞冷挤压工艺及模具设计刘苹1,吴鸣2,王红军1,冯娜1(1.天津工程师范学院天津市高速切削与精密加工重点实验室,天津300222;2.天津科信精机有限公司,天津300400)摘要:从零件的结构形状和精度要求入手,分析了柱塞冷挤压工艺,对模具设计时各参数的选择和模具设计的主要技术问题进行了论述。对柱塞进行冷挤压加工,节省了原材料,减少了切削加工时间,同时节流阀零件的机械性能也有所改善,是一种可行
《冷冲压工艺与模具设计》第6章冷挤压工艺与模具设计.pptx
第6章冷挤压工艺与模具设计简介第6章冷挤压工艺与模具设计简介第6章冷挤压工艺与模具设计简介第6章冷挤压工艺与模具设计简介第6章冷挤压工艺与模具设计简介第6章冷挤压工艺与模具设计简介第6章冷挤压工艺与模具设计简介第6章冷挤压工艺与模具设计简介第6章冷挤压工艺与模具设计简介6.1冷挤压的主要特点6.2冷挤压工艺的分类6.2冷挤压工艺的分类6.2冷挤压工艺的分类6.2冷挤压工艺的分类6.2冷挤压工艺的分类6.3冷挤压的变形分析6.3
制动蹄滚轮轴的冷挤压加工工艺.pdf
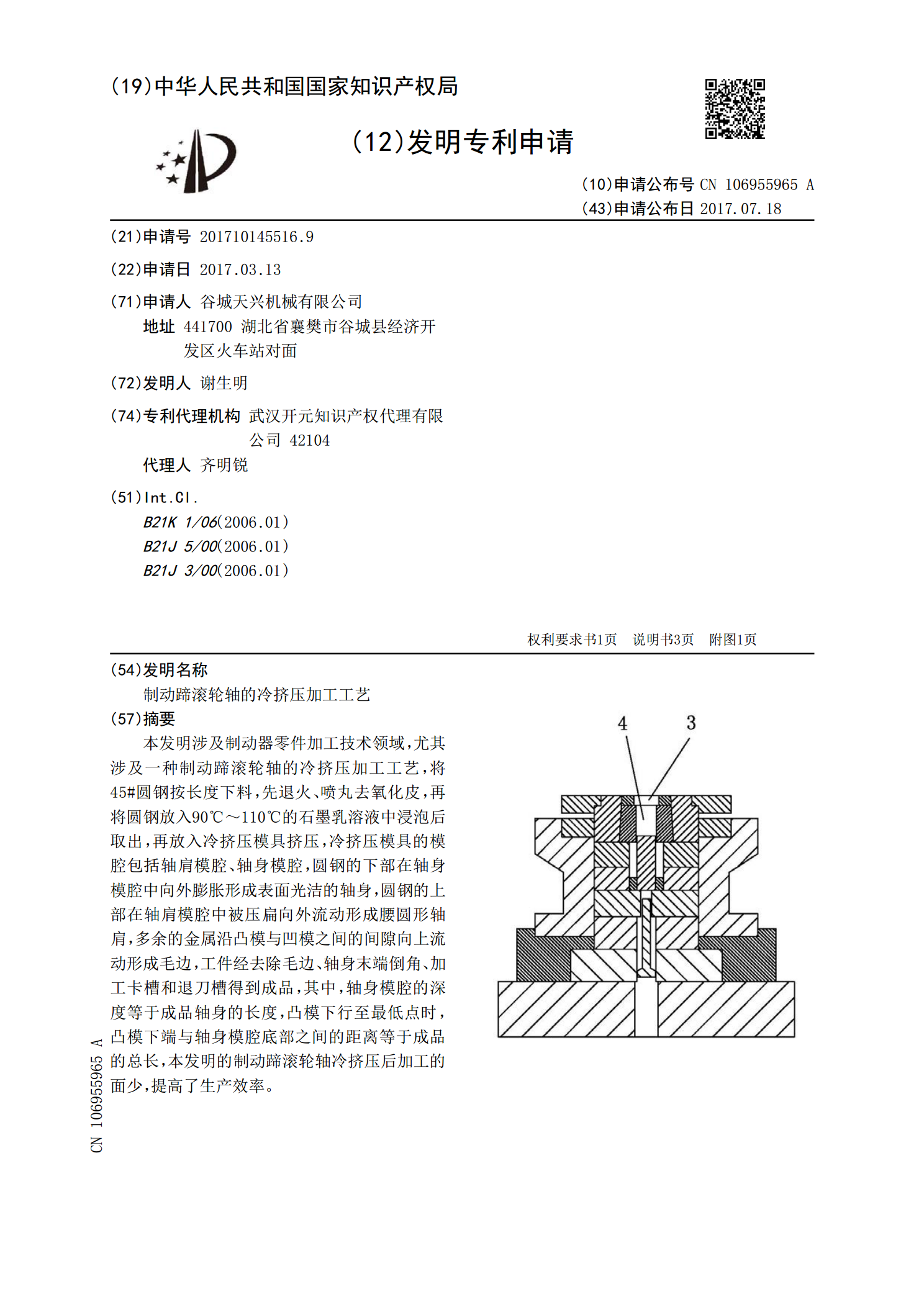
本发明涉及制动器零件加工技术领域,尤其涉及一种制动蹄滚轮轴的冷挤压加工工艺,将45#圆钢按长度下料,先退火、喷丸去氧化皮,再将圆钢放入90℃~110℃的石墨乳溶液中浸泡后取出,再放入冷挤压模具挤压,冷挤压模具的模腔包括轴肩模腔、轴身模腔,圆钢的下部在轴身模腔中向外膨胀形成表面光洁的轴身,圆钢的上部在轴肩模腔中被压扁向外流动形成腰圆形轴肩,多余的金属沿凸模与凹模之间的间隙向上流动形成毛边,工件经去除毛边、轴身末端倒角、加工卡槽和退刀槽得到成品,其中,轴身模腔的深度等于成品轴身的长度,凸模下行至最低点时,凸模

一种齿轮轴冷挤压工艺及模具.pdf
本发明公开了一种齿轮轴冷挤压工艺及模具,属于齿轮轴加工技术领域;在加工齿轮轴零件时通常采用切削的加工方法,其生产工艺较复杂,成本较高,效率较低,质量也不易保证,而且工人劳动强度大,为解决现有技术的不足,本发明提供一种齿轮轴冷挤压工艺及模具,工艺为:1、坯料形状和尺寸的确定,2、坯料的软化处理,3、坯料表面处理及润滑,4、冷挤压毛坯;模具主要由上底板、固定圈、模柄、上垫板、凸模、上螺杆、调节螺母、内层凹模、中加强圈、顶出杆、下底板、下螺杆、顶板、顶杆、顶出杆座套、齿形镶块凹模、下垫板、导柱、外加强圈和导套组