
20130877仪表空气缓冲罐 工艺流转卡.doc

qw****27


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

20130877仪表空气缓冲罐 工艺流转卡.doc
产品制造、检验工艺流转卡产品名称仪表空气缓冲罐产品图号ZS13-C508-01规格/型号DN600V=0.4m3产品编号20130877编制:审核:批准:扬州巨人机械有限公司扬州巨人机械有限公司JRQR12/1-2012主要受压元件加工、检验工艺流转卡产品名称仪表空气缓冲罐产品图号ZS13-C508-01工艺-03零件名称(件号)封头(3)零件图号材质设计S30408规格设计δ=6主要受压元件标记▲代用单编号容器类别Ⅰ类生产计划单号2013.JC.048代用代用材料入库编号保管员签字件数2产品编号2013

仪表空气缓冲罐 立式 安装质量证明书.doc
证书编号:ZBAY---R2012-0678压力容器安装质量证明书鲁西工业装备有限公司压力容器就位安装质量证明书编号:ZBAY----R2012-0678工程名称:双氧水项目建设单位:聊城煤泗新材料科技有限公司容器名称:仪表空气缓冲罐编号:R2012-0678容器类别:一类容器制造单位:鲁西工业装备有限公司安装单位:鲁西工业装备有限公司开工告知书编号:R2012-0678-126-2013安装许可证编号:TS3810318-2016开工告知日期:2013年12月13日安装竣工日期:2013年12月20日质
一种空气缓冲罐.pdf
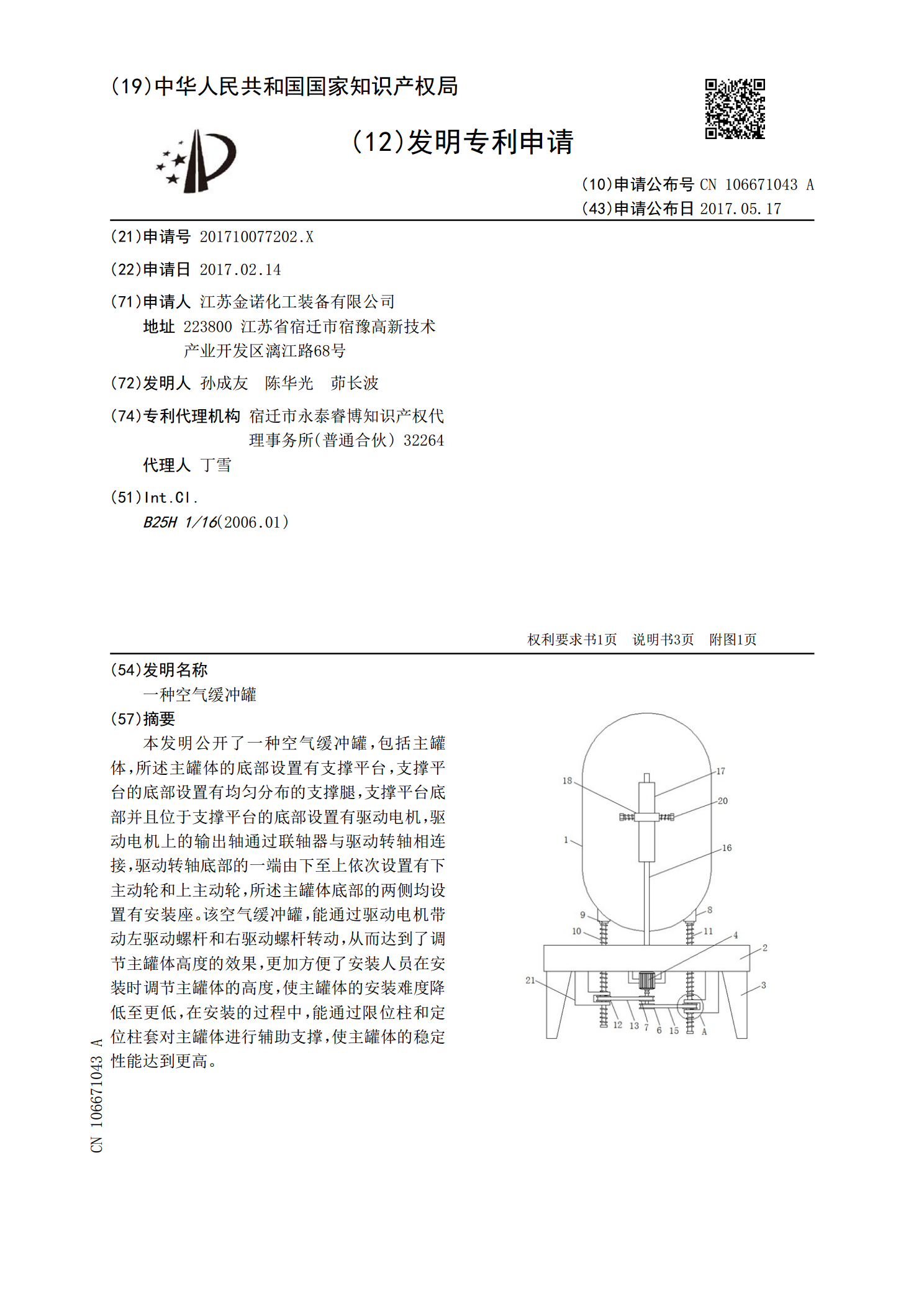
本发明公开了一种空气缓冲罐,包括主罐体,所述主罐体的底部设置有支撑平台,支撑平台的底部设置有均匀分布的支撑腿,支撑平台底部并且位于支撑平台的底部设置有驱动电机,驱动电机上的输出轴通过联轴器与驱动转轴相连接,驱动转轴底部的一端由下至上依次设置有下主动轮和上主动轮,所述主罐体底部的两侧均设置有安装座。该空气缓冲罐,能通过驱动电机带动左驱动螺杆和右驱动螺杆转动,从而达到了调节主罐体高度的效果,更加方便了安装人员在安装时调节主罐体的高度,使主罐体的安装难度降低至更低,在安装的过程中,能通过限位柱和定位柱套对主罐体

空气缓冲罐容积及确定116.docx
压空缓冲罐和真空缓冲罐容积的确定王绍宇(中核第四研究设计工程有限公司,河北石家庄050021)【摘要】本文介绍了制药行业压空缓冲罐和真空缓冲罐容积的计算公式,并结合实例对储气罐、稳压罐的容积计算方法、组合方式进行了讨论,同时对缓冲罐的气液分离效果及设备直径的确定给出了计算方法。【关键词】压空缓冲罐、真空缓冲罐、气液分离。压空缓冲罐和真空缓冲罐在化工、医药和机械加工等行业广泛使用,其作用是降低空气系统的压力波动,保证系统平稳、连续供气。压空缓冲罐一般设置在空压机出口和用气点,设置在空压机出口的缓冲罐主要是为

空气缓冲罐严重腐蚀原因分析.pptx
空气缓冲罐严重腐蚀原因分析目录空气缓冲罐材质分析材质种类及特性材质耐腐蚀性能材质与其他材料的兼容性环境因素对腐蚀的影响温度对腐蚀的影响湿度对腐蚀的影响腐蚀性气体对腐蚀的影响使用和维护状况对腐蚀的影响操作流程规范性维护保养频率及质量使用年限及老化状况腐蚀的具体表现和程度腐蚀的外观表现腐蚀程度评估对设备性能的影响腐蚀原因的深入分析化学反应对腐蚀的影响电化学腐蚀的原理及影响微生物腐蚀的可能性分析预防和应对措施选用耐腐蚀性更强的材料优化设备结构及操作流程加强设备的日常维护保养定期进行腐蚀检测及评估THANKYOU